Прессование в стальной прессформе
При прессовании, происходящем в закрытом объеме (рис.5) возникает сцепление частиц и получают заготовку требуемых формы и размеров. Такое изменение объема происходит в результате смещения и деформации отдельных частиц и связано с заполнением пустот между частицами порошка и заклинивания - механического сцепления частиц. У пластичных материалов деформация возникает вначале у приграничных контактных участков малой площади под действием огромных напряжений, а затем распространяется вглубь частиц.
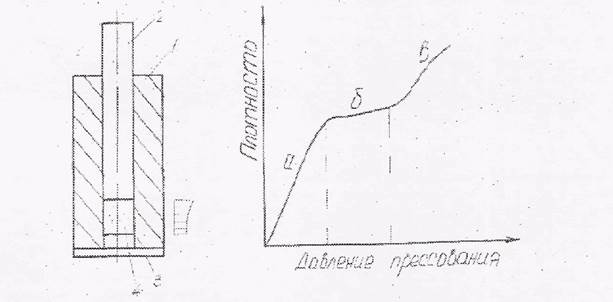
Рис.5 Схема прессования в прес- Рис. 6 Кривая идеального процесса
сформе (1 - матрица, 2 - пуансон, уплотнения.
3 - нижний пуансон, 4 - порошек)
и схема распределения давления по высоте.
У хрупких материалов деформация проявляется в разрушении выступов частиц. Кривая процесса уплотнения частиц порошка (рис.6) имеет три характерных участка. Наиболее интенсивно плотность нарастает на участке А при относительно свободном перемещении частиц, занимающих пустоты. После этого заполнения пустот возникает горизонтальный участок В кривой, связанный с возрастанием давления и практически не изменяющейся плотностью т.е. неизменным объемом порошка. При достижении предела текучести при сжатии порошкового тела начинается деформация частиц и третья стадия процесса уплотнения (участок С). При перемещении частиц порошка в прессформе возникает давление порошка на стенки. Это давление меньше давления со стороны сжимающего порошок пуансона (рис.5) из-за трения между частицами и боковой стенкой прессформы и между отдельными частицами. Величина давления на боковые стенки зависит от трения между частицами и стенкой прессформы и равна 25...40% вертикального давления пуансона. Из-за трения на боковых стенках по высоте изделия вертикальная величина давления получается неодинаковой: у пуансона наибольшей, а у нижней части — наименьшей (рис.5). По этой причине невозможно получить по высоте отпрессованной заготовки равномерную плотность. Неравномерность плотности по высоте заметна в тех случаях, когда высота больше минимального поперечного сечения. При прессовании засыпанных в цилиндрическую прессформу одинаковых доз порошка, разделенных прокладками из тонкой фольги получают отдельные слои различной формы и размера (рис.7).
В вертикальном направлении каждый верхний слой оказывается тоньше нижележащего. Изгиб слоев объясняется меньшей скоростью перемещения порошка у стенки из-за трения, чем в центре. Наибольшая плотность получается на расстоянии около 0.2...0.3 наименьшего поперечного размера прессуемого изделия, что связано с действием сил трения между торцом пуансона и порошком.
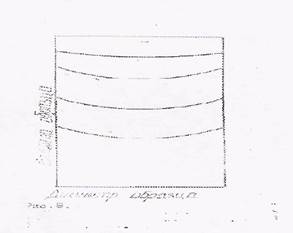
Рис.7 Схема распределения плотности по вертикальному сечению спрессованного порошка при одностороннем приложении давления (сверху).
Для получения более качественных изделий после прессования, получения более равномерной плотности по различным сечениям применяют смазки (стеариновую кислоту и ее сопи, олеиновую кислоту, поливиниловый спирт, парафин, глицерин и др.), уменьшающие внутреннее трение и трение на стенках инструмента.
Представленная схема (рис.5) показывает одностороннее прессование, которое применяют для прессуемых изделий с соотношением высоты Н к наименьшему размеру поперечного сечения d:H/d = 2-3. Если это соотношение больше 3, но меньше 5, то применяют схему двухстороннего прессования.
Прессование сложных изделий, т.е. изделий с неодинаковыми размерами в направлении прессования, связано с трудностями обеспечения равномерной плотности спрессованного изделия в различных сечениях. Эту задачу решают путем применения нескольких пуансонов, через которые прикладывают к порошку различные усилия (рис.8). Иногда при изготовлении изделий сложной формы предварительно прессуют заготовку, а затем придают ей окончательную форму при повторном обжатии - прессовании и спекании.
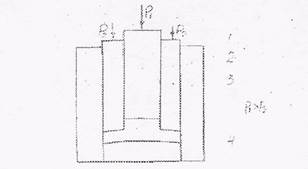
Рис.8 Схема прессования в прессформе сложного изделия: 1- пуансон,2-пуансон, 3-матрица, 4- нижний пуансон.
При прессовании кроме стальных прессформ - основного инструмента производства используют гидравлические универсальные или механические прессы. Для прессования сложных изделий используют специальные многоплунжерные прессовые установки.
Давление прессования зависит в основном от требуемой плотности изделий, вида порошка и метода его производства. Давление прессования в этом случае может составлять (3...5) пределов текучести материала порошка.
Изостатическое прессование- это прессование в эластичной оболочке под действием всестороннего сжатия. Если сжимающее усилие создается жидкостью прессование называют
гидростатическим. При гидростатическом прессовании порошок засыпают в резиновую оболочку и затем помещают ее после вакуумирования и герметизации в сосуд, в котором поднимают давление до требуемой величины. Из-за практического отсутствия трения между оболочкой и порошком спрессованное изделие получают с равномерной плотностью по всем сечениям, а давление прессования в этом случае меньше, чем при прессовании в стальных прессфор-мах. Перед прессованием порошок подвергают виброуплотнению. Гидростатическим прессованием получают цилиндры, трубы, шары, тигли и другие изделия сложной формы. Этот способ выполняют в специальных установках для гидростатического прессования.
Недостатком гидростатического прессования является невозможность получения прессованных деталей с заданными размерами и необходимость механической обработки при изготовлении изделий точной формы и размеров, а также малая производительность процесса.
Мундштучное прессование- это формование заготовок из смеси порошка с пластификатором путем продавливания ее через отверстие в матрице. В качестве пластификатора применяют парафин, крахмал, поливиниловый спирт, бакелит. Этим методом получают трубы, прутки, уголки и другие изделия большой длины. Схема процесс представлена на рис. 9.
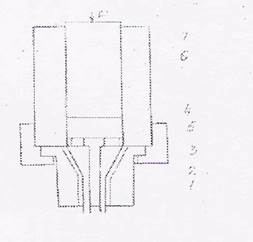
Рис.9 Схема мундштучного прессования.
При прессовании труб в обойме 1 с мундштуком 2 переменного сечения устанавливают иглу-стержень 3, закрепляемую в звездочке 4. Над обоймой находится матрица, соединенная с обоймой гайкой 5. Из матрицы выдавливание пластифицированной смеси производится пуансоном 7. Допустимое обжатие к=(F-f)/f*100% должно быть более 90%; здесь F и f - площади поперечного сечения матрицы и изделия.
Обычно мундштучное прессование выполняют при подогреве материала изделия и в этом случае обычно не используют пластификатор; порошки алюминия и его сплавов прессуют при 400 - 600°С, меди - 800 - 900°С, никеля - 1000 - 1200 °С, стали - 1050 - 1250°С. Для предупреждения окисления при горячей обработке применяют защитные среды (инертные газы, вакуум) или прессование в защитных оболочках (стеклянных, графитовых, металлических - медных, латунных, медно-железной фольге). После прессования оболочки удаляют механическим путем или травлением в растворах, инертных спрессованному металлу.
Шликерное формование- представляет собой процесс заливки шликера в пористую форму с последующей сушкой. Шликер в этом случае - это однородная концентрированная взвесь порошка металла в жидкости. Шликер приготовляют из порошков с размером частиц I... 2 мкм (реже до 5... 10 мкм) и жидкости - воды, спирта, четырех- хлористого водорода. Взвесь порошка однородна и устойчива в течение длительного времени. Форму для ликерного литья изготовляют из гипса, нержавеющей стали, спеченного стеклянного порошка. Формирование изделия после заливки формы взвесью порошка заключается в направленном осаждении твердых частиц на стенках формы под действием направленных к ним потоков взвеси (порошка в жидкости). Эти потоки возникают в результате впитывая жидкости в поры гипсовой формы под действием вакуума или центробежных сил, создающих давление в несколько мегапаска-лей. Время наращивания оболочки определяется ее толщиной и составляет I...60 мин. После удаления изделия из формы его сушат при 110... 150°С на воздухе, в сушильных шкафах.
Плотность изделия достигает 60%, связь частиц обусловлена механическим зацеплением.
Этим способом изготовляют трубы, сосуды и изделия сданной формы.
Динамическое прессование- это процесс прессования с использованием импульсных нагрузок. Процесс имеет ряд преимуществ: уменьшаются расходы на инструмент, уменьшается упругая деформация, увеличивается плотность изделий. Отличительной чертой процесса является скорость приложения нагрузки. Источником энергии являются: взрыв заряда взрывчатого вещества, энергия электрического разряда в жидкости, импульсное магнитное поле, сжатый газ, вибрация. В зависимости от источника энергии прессование называют взрывным, электрогидравлическим, электромагнитным, пневмомеханическим и вибрационным. Установлено значительное выделение тепла в контактных участках частичек, облегчающее процесс их деформирования и обеспечивающее большее уплотнение, чем при статическом (обычном) прессовании. Уплотнение порошка под воздействием вибрации происходит в первые 3-30 с. Наиболее эффективно использование вибрации при прессовании порошков непластичных и хрупких материалов. С применением виброуплотнения удается получить равно-плотные изделия с отношением высоты к диаметру 4-5:1 и более.
Дата добавления: 2015-10-13; просмотров: 1992;