Дәріс. Қаңылтырлы материалды кермелеу үрдісі. Кермелеудің бірінші әрекетіңде дайындаманың пішінөзгеру сүлбесі
Қаңылтырлы қалыптауда кермелеу деп жазық немесе іші қуыс дайындамадан үсті ашық іші қуыс тетікті, кермелеу қалыптар арқылы алынатын үрдісті атаймыз.
Қаңылтырлы қалыптаудың технологиялық ерекшеліктерінен және пішіндерінен іші қуыс тетіктерді бірнеше негізгі топтарға бөлуге болады:
1) айналу дененің пішін тетіктері;
2) қорабты пішін тетіктері;
3) күрделі пішін тетіктері.
Бірінші топқа цилиндрлі, сатылы, конусты, қисықсызықты пішінді тетіктер, сонымен қатар жергілікті кеңейту (керілу) немесе жаншу тетіктері кіреді. Бұл топ тетіктері ернекпен немесе ернемексіз, жазық немесе фасонды түбімен болуы мүмкін. 33 сурет, а-д ұқсас тетіктердің бірнеше мысалдары көрсетілген.
Күрделі пішінді тетіктер жартылайсимметриялы, тек бір симметрия жазықтығына ие болады (автомобиль кабинасының төбесі және тұғыры, 23 сурет, и) және симметриялы емес (автомобиль қанаты, 33-сурет,к).
Тетік пішініне байланысты дайндама кермелеуге немесе кермелеуді қорамалау, ию және жаншу немесе көмкеру операцияларымен қатар жұреді.
Сипаты бойынша деформациялар мынандай болады: 1) қабырғаларын жіңішкертпей кермелеу; 2) жіңішкерумен кермелеу (созып жону).Бірінші жағдайда кермелеу бұйым қабырғасының материал қалыңдығының алдын-ала өзгерусіз жүреді, ал екінші жағдайда кермелеу үрдісі бұйым қабырғасының қалыңдығы және диаметрі кішіреюімен – көлденен қимасының өзгеруі арқылы жүреді. Қабырғаларын жіңішкерусіз кермелеу әртүрлі тетіктерді жасаудың кеңінен тараған әдісі болып келеді, ал қабырғаларының жіңішкеруімен кермелеу негізінен радиатор құбыршаларын, сильфон, гильзалар, автокарандаштарға және автоқаламдарға қақпақтарын қалыптау кезіңде қолданылады.
Кермелеуді қосиінді қос әрекетті және үш әрекетті баспақтарда, қозғалмалы қос әрекетті төмеңгі үстелі бар кулисті баспақтарда, қосиінді жай әрекетті (біржүрісті) пневматикалық немесе гидропневматикалық құрылысты (жастықпен) баспақтарда, сонымен қатар жай және қос әрекетті гидравликалық баспақтарда жүргізеді.
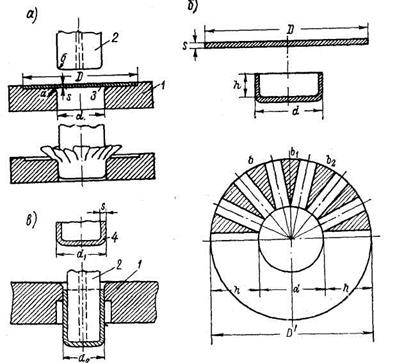
Кермелеудің негізгі жұмыс құрал-сайманы болып (34 - сурет, а) ұяқалып немесе жұмырланған үстіңгі жиегіне а кермеленетін балдақ 1 және жұмырланған төмеңгі жиегінің 6 цилиндрлі сотан 2 болып келеді. Сотан 2 түскен сайын жазық дөңгелекше дайындама 3 сотанмен ұяқалып арқылы итеріліп созылады және іші қуыс цилиндрге 4 айналады (34-сурет, а және в).
Бұл құбылыс дайындамадағы – жазық дөңгелекшенің ішінде артық материалдың немесе осылардың сипаттамаларына тән (артықшылық) бұрыштар b, b1 b2, .... bп деп аталатын (34- сурет, б), өйткені диаметрі d және биіктігі h іші қуыс қалпақша пайда болу үшін штихталмаған бөлімдерсіз диаметрі D' дайындама алу керек. артық бұрыштардың пайда болуы кермелеу кезіңде металдың итеріп шығаруылуына және ығысуына әкеп соғады. Бүрмелердің пайда болуы дайындаманың геометриялық арақатынасын анықтау кезіңде тұрақтылығын жоюға металдың кернеулі-деформация күйінің пайда болуына әкеп соғады (34- сурет, а).
Кермелеудің екі әдісі бар.Бірінші әдіс – материалды қыспақсыз кермелеу, ұяқалып және сотаннан тұратын жай кермелеу қалыпты қолдану (34 сурет, а және в). Бұл әдіс бүрмелер тіпті пайда болмаған кезде терең емес ыдыстарды немесе қалың қабырғалы бұйымдарды алу үшін пайдалынады. 34 - сурет, в- да қыспақсыз екінші кермелеу операциясының сүлбесі көрсетілген.
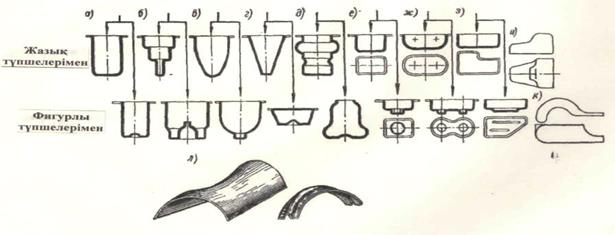
33 – сурет Кермелеумен алынатын әртүрлі іші қуыс тетіктер
Қыспақ 3 немесе бүрме үстатқышты қолданады, олар материал бүрмелерінің пайда болу мүмкіндігін емес, сотанның қысым арқылы радиалды бағытына қарай орын ауыстыруын қамтамасыз етеді. 25 - сурет, а жазық дайындамадан – дөңгелекшеден қыспақпен бірінші кермелеу операциялары көрсетілген; 35 сурет, б – алдын-ала созылған қалпақшаның екінші кермелеу операциясы көрсетілген.
Кермелеу кезіңде кернеулі-деформация күйі. Кермелеу кезіңде диаметрі D жазық дайындама (36 -сурет), кермелеу кезіңде орын ауыстыра отырып, өзінің бірқатар орындарын алады және өлшемдерін өзгертеді. Сонымен қатар, деформацияланған дайындаманың материалы әртүрлі бөлімдеріңде әртүрлі шартарында болады. Материалды жіңішкерусіз қыспақпен және дайындама қалыңдығынан үлкен саңылаулы кермелеу жағдайы үшін келесі кернеулі-деформация күйінің сүлбесін алуға болады (34 - сурет).
1. Жартылай іші қуыс цилиндр түбі - қалпақша (а элементі) кеңістікті-кернеулі және көлемді-деформация күйінде болады. Сол кезде металдың деформациялануы – түб жазықтығының екіжақты біркелкі созылуы және бірініш операциясында өстік жаншуы барлық 1—3% құрайды, бірақ мұны ескермеуге болады.
2.Көпоперациялы кермелеу үрдісі кезіңде екінші, үшінші операциядан кейін түбір қалыңдығы жіңішкереді; түбтің жіңішкеру қарқындылығы кішкене жаншу деформациясына сәйкес болады, ол негізінен жездерде байқалады (болаттармен салыстырғанда).
Ұяқалып және сотан арасыңдағы саңылауда тұратын іші қуыс цилиндрдің бөлігі (b элементі) сызықты-кернеулі және жазық-деформация күйінде тұрады деп айтуға болады.
Бұйымның түбі жағынан жұмырлауы (с элементі) кезіңде металда осы жерде қабырғаларының созылуына және жіңішкеруіне әкелетін, екіөсті созылатын және бірөсті жаншылатын кернеулер пайда болады. Осының нәтижесіңде дененің көлденен қимасы сондай берік емес және бұйымның қабырғасынан түбінің үзіліп кету көзқарасынан ең қауіпті болып келеді.
а — қыспақсыз бірінші операцияда кермелеу және бүрмелердің пайда болуы; б — іші қуыс цилиндрді ұңғылау және олардың артық бұрыштары; в — екінші операцияда кермелеу
34 –сурет. Кермелеу үрдісінің сүлбесі: (d1 — бірінші операциядан кейін іші қуыс дайындама диаметрі; d2— екінші операциядан кейін іші қуыс дайындама диаметрі)
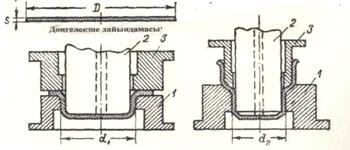
а — кермелеудің бірінші операциясы; б — кермелеудің екінші және ары қарай операциялары
35 – сурет. Материалды қыспақпен кермелеу
Біз төмеңде көргендей, бұл қауіпті қима қалыпталатын бұйымның илемділік қасиетінің максималды мүмкін болатын пайдалануымен шектеледі.
3.Ұяқалыптың жұмыс жиектерінің жұмырлауына кететін бөлігі (d элементі) біруақытта қеңістікті июін, ең үлкен радиалды созуды және кішкене тангенциалды жаншуымен сипатталатын күрделі деформация қамтамасыз етеді.
4.Қыспақ балдақ астында жатқан дайындама бөлігі (е элементі), көлем-кернеулі және көлем-деформациялы күйде болады. Бірақ қатты қысу кезіңде ε2 = 0 тең алуға болады. Дайындаманың ернемек кеңістіктеріңде радиалды-созылатын σ1 және тангенциалды-жаншылатын σ3 кернеулер пайда болады, ал перпендикулярлы бағытта - өстік жаншылатын кернеулер σ2, негізі σ2 аз мөлшерде болғандықтан іс жүзіңде оны ескермейді (ернемекте нақты сына қималары пайда болған кезде σ2 = 0).
Радиалды-созылатын кернеулер σ1 дайындаманың шетіңде сотан шақыратын қысымы нөлге тең, ал дайындаманың шетінен ұяқалып ортасына дейін қозғалуы арқылы өседі және ұяқалыптың кіріс жиегінде ең кішкене мөлшерге жетеді.
Тангенциалды-жаншылатын кернеулер σ3, керісінше сыртқы шегі жағында ең үлкен мөлшерге ие болады, ал дайындама шетінен алыстаған сайын олардың мәндері азаяды.
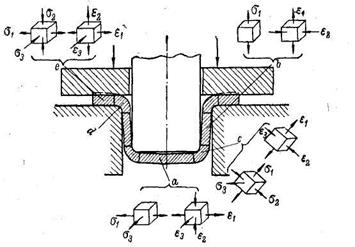
36 – сурет. Кермелеу кезіңде дайындаманың бөлек бөлімдерінің кернеулі-деформация күйінің сүлбесі (σ — кернеулер, ε — деформациялар)
Тангенциалды жаншу кернеулер σ3 әсерінен дайындаманың ернемегі қалыңдайды (кейде сына тәрізді қима пайда болады) және беріктенеді, қыспақ жеткілікті еместігінен және материалдың жіңішке болғандығынан (  100 <2) тұрақтылығын жою мақсатында бұл бүрмелердің пайда болуына әкеледі.
100 <2) тұрақтылығын жою мақсатында бұл бүрмелердің пайда болуына әкеледі.
Ұсынылған әдебиет: Нег. 1[157-166] қос. 2[103-117]
Дата добавления: 2014-12-08; просмотров: 2395;