Источники питания сварочной дуги
Для выполнения сварочных работ необходим комплекс оборудования, обеспечивающего получение сварных швов требуемого качества. При электродуговой сварке одним из важнейших элементов этого комплекса является источник питания сварочной дуги.
Источники питания электрической дуги классифицируют по следующим признакам:
1. По роду тока (на источники питания постоянного и переменного тока);
2. По виду внешних характеристик (падающие, полого падающие, жесткие и полого возрастающие характеристики);
3. По способу получения энергии (на зависимые и автономные, т.е. получающие энергию от стационарной электрической сети или имеющие источником энергии двигатель внутреннего сгорания, агрегатированный с источником питания дуги);
4. По количеству обслуживаемых постов (на одно – и много постовые);
5. По применению (на общепромышленные и специализированные: общепромышленные – источники питания для ручной дуговой сварки, а также для механизированной дуговой сварки под флюсом. Эти источники предназначены для сварки низкоуглеродистых сталей толщиной более одного миллиметра и, как правило, имеют достаточно простую конструкцию. Специализированные – источники, предназначенные для сварки легких металлов и их сплавов, тонкой и особо тонкой стали всех марок, для особо качественных соединений, работающие сжатыми и импульсными сварочными дугами);
6. По фазности электрического тока (однофазные и трёхфазные).
Источники питания сварочной дуги переменного тока.
В производственных условиях наибольшее применение имеют источники питания переменного тока, что обусловлено относительной дешевизной, простотой устройства и возможностью получения сварных соединений требуемого качества.
Обычные электрические машины, питающие осветительные и силовые установки, имеют внешнюю вольтамперную характеристику, при которой обеспечивается постоянство напряжения независимо от изменения тока (нагрузки) и описывается кривой 1 на рис.9. Такую форму внешней характеристики выбирают потому, что обычные потребители тока - осветительные приборы, электродвигатели и т.д. требуют для нормальной работы постоянство напряжения. В случае применения такого источника для сварки (которая осуществляется в режиме короткого замыкания), сила тока будет возрастать, пока не произойдет перегорание предохранителей или разрушение проводников цепи.
Для питания сварочной дуги используют источники питания, имеющие внешнюю характеристику, при которой напряжение снижалось бы с увеличением нагрузки и возрастало бы с ее уменьшением. Это возможно при падающей характеристике источника питания по форме кривой 2 на рис.9. Падающая внешняя характеристика обеспечивает устойчивое горение дуги при определенной постоянной силе тока. Пересечение внешней характеристики источника питания и статической характеристики сварочной дуги в точке А представляет собой режим устойчивого горения дуги (процесс сварки при токе J и напряжении U).
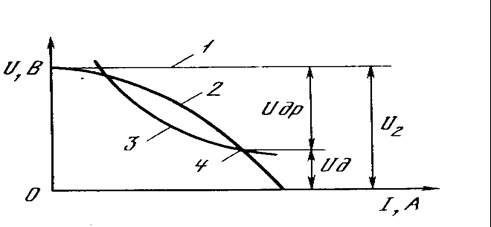 Рис.9. Образование внешней характеристики:
Рис.9. Образование внешней характеристики:
1 - напряжение на вторичной обмотке сварочного трансформатора;
2 - падающая характеристика источника питания;
3 - статическая характеристика дуги;
4 - точка устойчивого горения дуги;
|
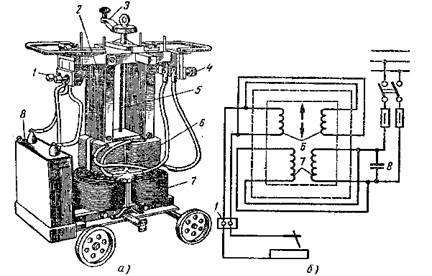
| Рис.12.Сварочный трансформатор ТСК-500 (кожух снят): а) конструктивная схема; б) электрическая схема: 1- клемма для сварочных проводов, 2- сердечник (магнитопровод), 3- рукоятка для регулировки тока, 4- клеммы для подсоединения проводов от сети, 5- ходовой винт, 6- катушка вторичной обмотки, 7- катушка первичной обмотки, 8- компенсирующий конденсатор (стрелками показано перемещение катушек для регулирования тока). |
Дата добавления: 2016-03-05; просмотров: 1508;