Техника и режимы сварки
Качество сварного соединения зависит от правильного выбора режима сварки. Под выбором режима сварки понимается выбор диаметра электрода, силы сварочного тока, скорости сварки в соответствии с размерами и формой изделия, типом соединения, материалом изделия и электрода. Прежде всего, в зависимости от толщины металла и типа сварного соединения выбирают диаметр электрода. Диаметр электрода должен быть по возможности наибольшим для того, чтобы обеспечить максимальную производительность сварки. Применение слишком большого диаметра электрода, особенно при малой толщине металла, может привести к прожогу. Затем выбирают необходимую силу тока, которая в основном определяется диаметром электрода, но зависит также от толщины свариваемого металла, типа соединения, скорости сварки, положения свариваемого шва в пространстве, покрытия электрода и его рабочей длины.
Силу сварочного тока I можно определить в зависимости от диаметра электрода d по формуле (1):
 (1)
(1)
где
k - опытный коэффициенты, которые для ручной сварки обыкновенными стальными электродами составляет 40-60 а/мм2;
dЭ - диаметр электрода, мм.
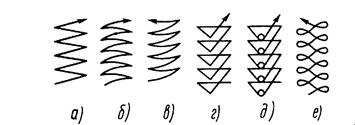
В процессе сварки швов в нижнем положении сварщик совершает электродом три основных движения: подает электрод вниз для поддержания постоянной длины дуги по мере проплавления электрода, перемещает электрод вдоль оси шва для заполнения разделки шва, а также производит концом электрода поперечные движения для получения валика шва заданной ширины. Схемы движения конца электрода представлены на рис.15. Неправильное ведение электрода при сварке может привести к непроварам и пористости шва.
|
| Рис.15. Основные виды поперечных движений конца электрода а, б, в, г - при обычных швах; д, е - при швах с усиленным прогревом кромок; |
Для получения провара и хорошо сформированного шва амплитуда поперечных колебаний не должна превышать двух диаметров электрода. При сварке тонкого металла и первых слоев многослойного шва электрод ведут без поперечных колебаний.
По положению в пространстве швы разделяют на: нижние, вертикальные и потолочные (рис.16). Наиболее удобной для выполнения является сварка в нижнем положении.

|
| Рис.16 - Положение шва в пространстве 1 - нижнее; 2 - вертикальное; 3 - потолочное; |
Швы с V-образной подготовкой кромок выполняют в один или несколько слоев в зависимости от толщины свариваемого металла. При многослойной сварке первым валиком (слоем) проваривают вершину шва, затем после тщательной послойной зачистки накладывают остальные слои по порядку, указанному на рис.17. После окончания заполнения всей разделки производят подварку корня шва с обратной стороны.

|
| Рис.17 Схема сварного шва: а - однопроходный; б, в - многослойные или многопроходные |
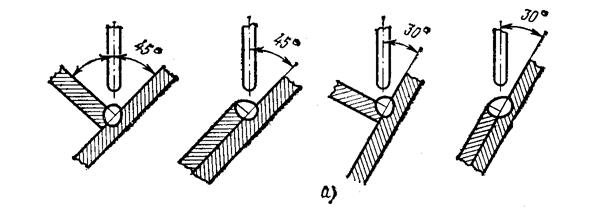
При сварке угловыми швами нахлесточных, тавровых и угловых соединений возникают трудности выполнения качественных швов, связанные с возможностью получения непровара вершины угла и наплывов металла по вертикальной плоскости. С целью устранения указанных трудностей такие швы выполняют при положении "в лодочку" (рис.18). В этом случае шов выполняют так же, как и при V-образной разделке стыкового шва.
|
| Рис.18 Способы выполнения угловых, тавровых и нахлесточных соединений: а - сварка в симметричную и несимметричную лодочку; б - сварка наклонным электродом; в - сварка с оплавлением кромки; |
Сварка вертикальных и горизонтальных швов по вертикальной плоскости труднее сварки в нижнем положении. Расплавленный металл под действием силы тяжести стремится стекать вниз. Сварку вертикальных швов производят главным образом снизу вверх. При сварке швов в потолочном положении возможность стекания металла увеличивается. Поэтому, для потолочной сварки применяют специальные электроды с тугоплавкими обмазками, образующими чашечку (на конце электрода), способствующую удержанию жидкого металла.
Дата добавления: 2016-03-05; просмотров: 1654;