Сварка в среде активных газов.
При сварке с защитой активными газами наиболее широко применяют углекислый газ, некоторое применение находит также водород.
Сварка в углекислом газеосуществляется, главным образом, плавящимся электродом. В качестве плавящегося электрода служат низколегированные сварочные проволоки сплошного сечения и порошковые проволоки. Сварку низколегированными проволоками сплошного сечения ведут постоянным током обратной полярности.
При сварке постоянным током прямой полярности вследствие более высокого содержания в металле шва водорода наблюдается интенсивное образование пор. Питание дуги переменным током возможно при сварке порошковой проволоки, в состав которой введены стабилизирующие дугу вещества.
Широкое использование полуавтоматической сварки в углекислом газе взамен ручной сварки покрытыми электродами обусловлено большей производительностью, лучшими условиями труда и меньшими требованиями к квалификации сварщиков. Перед полуавтоматической сваркой под флюсом её преимущества заключаются в возможности визуального наблюдения за расположением электрода, отсутствии операций по удержанию и удалению флюса и возможности выполнения сварки швов во всех пространственных положениях.
При применении СО2 в качестве защитного газа необходимо учитывать некоторые металлургические особенности процесса сварки, связанные с окислительным действием СО2 по отношению к расплавленному металлу. При высокой температуре сварочной дуги СО2 диссоциирует на окись углерода (СО) и кислород (О), который, если не принять специальных мер, приводит к окислению свариваемого металла и легирующих элементов. Окислительное действие СО2 нейтрализуется введением в сварочную проволоку избыточного количества раскислителей – марганца и кремния. Поэтому для сварки в СО2 конструкционных углеродистых и низколегированных сталей применяют специальные марки сварочной проволоки с повышенным содержанием этих элементов (Св-08ГС, Св-10Г2 и т.п.).
| |||
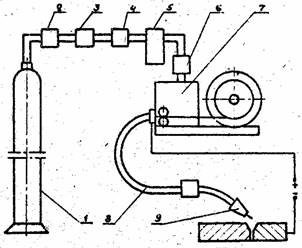
| Рис.7 Схема установки полуавтомата для сварки в среде углекислого газа: | |||
| 1 – баллон с газом 2 – электроподогреватель газа 3 – редуктор 4 – осушитель 5 – газоэлектрический клапан | 6 – расходомер 7 – подающий механизм с катушкой проволоки 8 – гибкий шланг 9 – держатель с горелкой |
Сварка давлением
Контактная сварка. Сварка осуществляется нагреванием местa сварки теплом, получаемым при прохождении электрического тока через контактируемые поверхности изделий c последующим приложением давления (усилия осадки). Применяют точечную и роликовую сварку.
Холодная сварка. Сварка основана на способности металла образовывать общие кристаллы при значительном давлении.
Ультразвуковая сварка. Сварка осуществляется за счет превращения при помощи специального преобразователя ультразвуковых колебаний в механические высокой частоты и применения небольшого сдавливающего усилия.
Газопрессовая сварка. Сварка осуществляется нагреванием концов стержней или труб по всему периметру многопламенными горелками до пластического состояния с их последующим сжатием.
Прочие виды сварки
Наряду с вышеизложенными существуют другие виды сварки, такие как: электронно-лучевая сварка, плазменная сварка, лазерная сварка, диффузионная сварка, сварка трением, кузнечная сварка и др., имеющие более локальное применение и поэтому в программе технологической практики не рассматриваются.
Дата добавления: 2016-03-05; просмотров: 2303;