Принадлежности и инструмент сварщика
Сварочный пост - рабочее место сварщика, оборудованное всем необходимым для выполнения сварочных работ. Сварочный пост укомплектован источником питания, электрическими проводами, электрододержателем, защитным щитком и сборочно-сварочными приспособлениями.
Для зажатия электрода и подвода к нему сварочного тока служит электрододержатель. Более совершенными являются электрододержатели с пружинами (рис.13). Применяют также винтовые, пластинчатые, вилочные и другие типы. Электрододержатели выпускают, в зависимости от силы сварочного тока, трех типов. 1-го типа для тока 125 А, 2-го типа для тока 125-315 А и 3-го типа для тока 315-500 А. Все типы электрододержателей должны выдерживать без ремонта 8000 зажимов электродов. Время смены электрода не должно превышать 4с.

|
| Рис.13 .Конструктивные схемы электрододержателей для ручной дуговой сварки: а - вилочные; б - пружинные; в - зажимные; г - безогарковые; д - двухэлектродные; е - со стопорным кольцом; |
Щитки предназначены для защиты лица от лучей, брызг металла и шлака изготавливают из легких и несгораемых материалов (спецпластмасс).
Защитные стекла (светофильтры) служат для защиты глаз от лучей дуги. Предусмотрено 13 классов светофильтров для сварки при различных токах. Номер светофильтра подбирают в зависимости от тока, состава свариваемого металла, вида дуговой сварки и т.д. К примеру, сварка покрытыми электродами при токе 100 А выполняется со светофильтром С5, при токе 200 А - С6 и т.д.
Размеры светофильтров 52 ´ 102 мм. Светофильтр вставляют в рамку щитка и снаружи защищают от брызг оконным стеклом, которое заменяют по мере загрязнения.
Кабели и сварочные провода служат для подвода тока от источника питания к электрододержателю и изделию. Сечение проводов выбирают по установленным нормативам для электротехнических установок 5 - 2 А/мм2 при токах 100 - 300 А.
Инструмент сварщика: стальная щетка - для зачистки кромок перед сваркой и удаления с поверхности швов остатков шлака, молоток - шлакоотделитель для удаления шлаковой корки, зубило, угольник и др.
Сварные соединения
Сварным соединением называют неразъемное соединение, выполненное сваркой. При ручной дуговой сварке применяют стыковое, угловое, тавровое и нахлесточное соединения.
При конструировании сварных соединений исходят из двух принципов:
1) если известна величина действующих сил, то при конструировании сварного соединения обеспечивают прочность с учетом заданных усилий;
2) если величина действующих сил не известна, то сварные соединения конструируют с учетом равнопрочности их основному металлу.
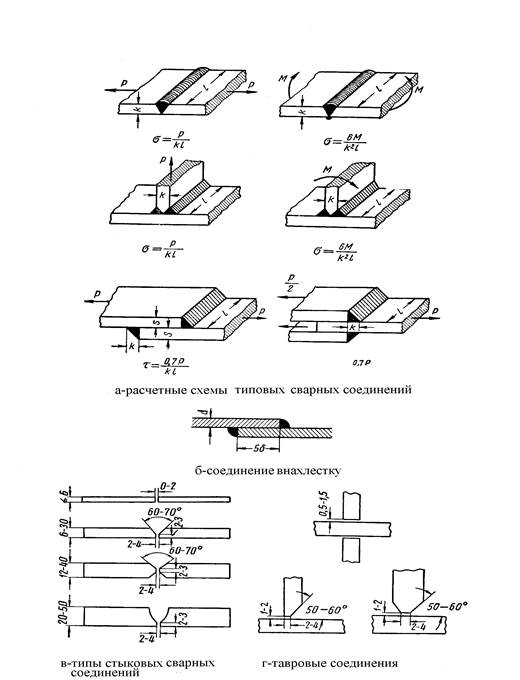
Расчетные схемы и основные типы сварных соединений приведены на рис.14.
|
| Рис.14. Расчетные схемы и основные типы сварных соединений |
При ручной сварке стыковых соединений металла толщиной менее 6 мм кромки стыкуют без подготовки с зазором величиной до 2мм. или без него. При толщине металла 6 - 30 мм сварку стыковых соединений производят с V-образной подготовкой кромок, причем угол раскрытия кромок равен 60 - 70°, притупление 2 - 3 мм, зазор 2 - 4 мм.
Зазор между кромками при сборке сварных швов стыковых соединений под сварку оставляют с целью улучшения провара. Соединение в нахлестку выполняют угловыми швами. Нахлесточные соединения не требуют точной обработки кромок и проще при сборке. Величину нахлестки обычно применяют равной пятикратной толщине свариваемых элементов.
Дата добавления: 2016-03-05; просмотров: 1527;