Изготовление матриц
Сначала прошивают отверстие с нижней стороны матрицы. Стальные заготовки предварительно закаливают, т.к. термообработка после прошивания отверстия вызывает искажение ее формы. Такую операцию выполняет электрод-инструмент, ранее использующийся для калибровки тех же отверстий и имеющих поэтому меньшие размеры. Режимы резания назначают из условия получения поверхности без микротрещин. Прошивание проводится с прокачкой диэлектрика и вибрацией электрода-инструмента. Чтобы определить общую длину электрода-инструмента, при прошивании отверстий и соединения каналов (рис. 1.44), пользуются формулой:


Где  - размер электрода-держателя, назначают с учетом необходимой жесткости электрода-инструмента.
- размер электрода-держателя, назначают с учетом необходимой жесткости электрода-инструмента.
 – общая длина электрода-инструмента.
– общая длина электрода-инструмента.
 - длина рабочей части электрода-инструмента.
- длина рабочей части электрода-инструмента.
 - длина стенки.
- длина стенки.
k- коэффициент, учитывающий длину электрода-инструмента, необходимую для калибровки канала (k= 1,2-2,5).

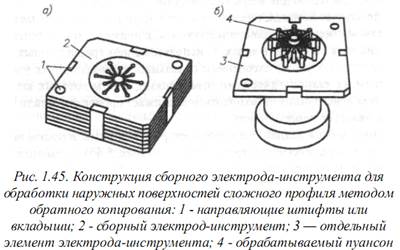
Получение наружных поверхностей матрицы способом обратного копирования (рис. 1.45)
Электрод-инструмент 2 выполняют из отдельных элементов 3, соединенных с помощью штифтов или вкладышей 1. Если обрабатывают пуансон 4, то в качестве электрода-инструмента используют отходы, полученные после вырубки детали. Они повторяют фактический профиль матрицы и позволяют получить на рабочем пуансоне его точную копию.
Дата добавления: 2015-08-11; просмотров: 1191;