Прошивание отверстий
Применяется для:
· Удаления из деталей обломков метчиков, сверл и других инструментов
· Прошивание отверстий диаметром более 1 мм и глубиной до 12 мм
· Прошивание отверстий диаметром более 1 мм и глубиной более 12 мм, с применением направляющих втулок и прокачкой диэлектрика
· Прошивание отверстий менее 1 мм с применением кондуктора и прокачкой диэлектрика
· Прошивание не круглых отверстий и пазов
· Прошивание отверстий и пазов с криволинейной осью
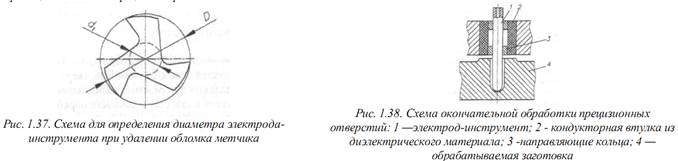
При удалении обломков инструментов используют схему прямого копирования одним электродом инструментом с площадью сечения или диаметром не меньшем чем диаметр окружности касательной к профилю инструмента (рис. 1.37). Длина электрода-инструмента равна сумме длины участка его закрепления в электрододержателе, длине обрабатываемого участка и участка, разрушающегося в результате эрозии. Если удаляют обломившийся болт или шпильку в нем прошивают квадратное или шестиугольное углубление. Затем в него вставляют специальный ключ с рабочей частью обратной форме углубления и выворачивают обломок, восстанавливая деталь. Прошивание отверстий малой глубины используется при обработке твердых, магнитных, жаропрочных сплавов и закаленных сталей. Режимы обработки назначают из условия получения наибольшей производительности. Для получения окончательного размера отверстия электрод-инструмент 1 подают через кондукторную втулку 2 из диэлектрика (рис. 1.38). В ней для снижения трения запрессованы кольца 3. При прошивании глубоких цилиндрических отверстий сложно поддерживать процесс и удалять продукты обработки. При отношении длины к диаметру больше 25 прошивание выполняют за несколько ходов, увеличивая при каждом диаметр электрода-иснтрумента. Чаще применяют электроды-инструменты в виде трубки из меди, латуни, графитовых материалов. Они менее жесткие и внутри трубки образуется керн, но отверстие позволяет проще прокачивать диэлектрик и сократить время обработки исключив периодическое выведение инструмента из отверстия.
При получении отверстий с глубиной более 40 диаметров необходимо удалять керн. Для этого применяют трубки 1, внутрь которых вставлены детали 2 с нарезанным по спирали каналом (рис. 1.39а). По нему в зону обработки подается диэлектрик. Такая конструкция исключает необходимость вращения электрода-инструмента.
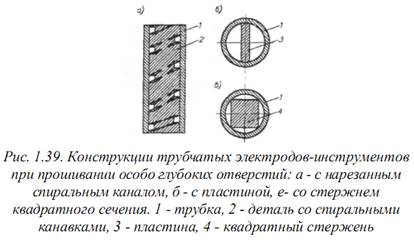
Возможна установка в трубку 1 пластинки 3 или квадратного стержня 4 (рис. 1.39б и в). Но это требует вращения электрода инструмента. Режимы обработки рассчитывают аналогично удалению обломков инструмента, но при периодичном выведении электрода-инструмента основное время увеличивается.
Где  - время, необходимое для выведения электрода-инструмента из отверстия и его возврата в рабочее положение
- время, необходимое для выведения электрода-инструмента из отверстия и его возврата в рабочее положение
 - время между выводами электрода-инструмента
- время между выводами электрода-инструмента
L- глубина отверстия
 - скорость подачи инструмента
- скорость подачи инструмента
Прошивание отверстий диаметром менее 1 мм. При диаметре 0,6-0,7 мм применяют цельные электроды из латунной или вольфрамовой проволоки 1 (рис. 1.40).
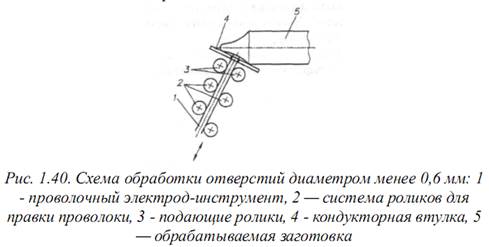
Электрод подают к заготовке и через кондукторные втулки 4 из рубина или других диэлектриков, с помощью подающих роликов 3, а для придания проволоке требуемой формы используется система роликов 2 для правки. Электрод-инструмент при обработке вибрирует вдоль оси, что позволяет прошивать отверстия длиной 10-15 диаметров.
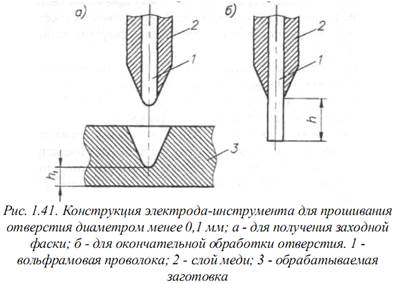
Для обработки отверстий диаметром менее 0,1 мм электрод-инструмент – вольфрамовая проволока, покрытая слоем меди, что повышает жесткость электрода-инструмента и облегчает токоподвод к нему. Медь на заходной части электрода-инструмента снимают на конус, помещая в ванну с травильным раствором и затем поднимая с постоянной скоростью. За счет большего времени пребывания в ванне конца проволоки на электроде-инструменте образуется заходной конус.
Обработку выполняют в последовательности:
1) Ориентируют электрод-инструмент заходным конусом к заготовке;
2) Устанавливают кондуктор;
3) Выставляют режимы обработки (при толщине заготовки менее 1 мм обработку выполняют на чистовых режимах);
4) Включают вибрацию проволоки вдоль оси;
5) Обрабатывают отверстие, получая в заготовке заходной конус (рис. 1.41а);
6) Стравливают электрохимическим способом конец электрода до проволоки на длину 2-2,5 длинны непрошитого участка заготовки (рис. 1.41б)
7) Прошивают отверстие на всю глубину и калибруют его участком проволоки не имеющим покрытия. В результате у отверстия формируется фаска, форма и размеры которой обеспечиваются формой электрода-инструмента
Прошивание некруглых отверстий и пазов. Электрод-инструмент изготавливают прокаткой через профильные ролики. Возможно несколько схем электронного прошивания для получения сложных по форме пазов (рис. 1.42б):
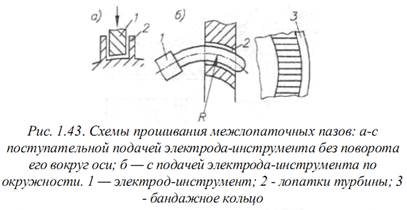
1. С продольной подачей электрода-инструмента 1 (рис. 1,43а) без поворота его вокруг оси
2. С поворотом электрода-инструмента вокруг оси
3. С подачей электрода-инструмента по окружности (рис. 1.43б)
Схема с поворотом электрода-инструмента и его поступательной подачей используется для получения резьбы в отверстиях. ЭЭО применяют при изготовлении сеток, решеток, фильтров, деталей сотовой конструкции (рис. 1.42г). Для этого используются сотни и тысячи электродов-инструментов с прошиванием за 1 ход и калибровкой отверстия неизношенной частью электрода-инструмента.

Дата добавления: 2015-08-11; просмотров: 3038;