Система рабочих перемещений электрода-инструмента
Способы задания рабочих перемещений:
· Обеспечение различных перемещений в пространстве жесткого электрода-инструмента
· Изменение формы гибкого электрода-инструмента
· Вибрация электрода-инструмента в направлении обработки
В первом случаи применяются универсальные электроэрозионные головки (рис. 1.30). Корпус 13 головки закреплен на плите 3 вертикального суппорта, которая перемещается по направляющим с помощью передачи 1 и пары 2 винт-гайка. За счет этого головке сообщается вертикальное рабочее перемещение. Сложное пространственное перемещение электрода-инструмента 8 обеспечивается механизмом привода головки. От электродвигателя 15 через редуктор 14 вращение передается пустотелому шпинделю 12, который через вал 11 сообщает движение центральному шпинделю 10, установленному в ползуне 9. Последний от регулятора 4, бокового МЭП, перемещается вдоль радиального паза в диске 5. Деталь 6 со столом 7 закреплены неподвижно. Такая головка позволяет получить до 11 различных движений электрода-инструмента, включая обработку зубчатых и резьбовых поверхностей.

С помощью второго способа можно изготавливать детали имеющие отверстия с криволинейной осью. Обработка в детали 1 (рис. 1.31) отверстия 2 выполняется не жестким электродом-инструментом, рабочая часть которого связана с гибкими поводками 5 и 6. На эти поводки действуют усилия, соотношения которых задается исходя из условия обеспечения заданной кривизны отверстия на определенном его участке. При равенстве усилий на поводке 5 и 6 электрод-инструмент получает прямолинейное движение, обрабатывая участок А отверстия. При различных усилиях рабочая часть 3 электрода-инструмента поворачивается, формируя криволинейный участок Б или В отверстия. Для соответствующего изменения усилий на поводке 5 и 6 применяется программируемые механизмы 7 и 8 с электрогидравлическим или электромеханическим приводом.

Для реализации третьего способа перемещения применяют электромагнитный вибратор, который вместе с электродом-инструментом перемещается как одно целой. Вибрация электрода-инструмента улучшает удаление продуктов обработки из МЭП и повышает чувствительность регулятора подачи.
Система очистки и подачи диэлектрика в МЭП(рис. 1.32)
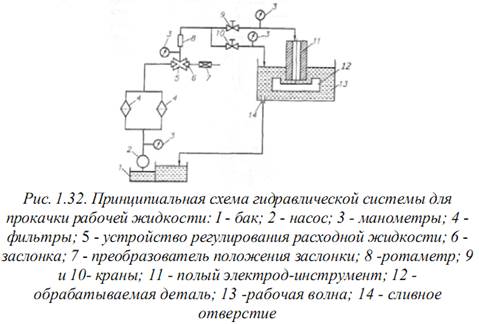
Из бака 1 диэлектрик подается насосом 2 через фильтр 4 и устройство 5 регулирования расхода в рабочую зону. Возможны 2 варианта подачи рабочей жидкости:
· При открытом кране 9 через полый электрод-инструмент 11 в МЭП с заготовкой 12
· Через кран 10 непосредственно в рабочую ванну 13
Секции бака 1 разделены перегородками для очистки диэлектрика. Дополнительно устанавливают фильтры грубой и тонкой очистки. Устройство для регулирования расхода 5 диэлектрика предназначено для изменения режима работы направления потока и расхода диэлектрика по командам от адаптивного устройства управления.
Дата добавления: 2015-08-11; просмотров: 1142;