Ремонт візків на поточно-конвеєрній лінії ВРЗ
На різних вагоноремонтних заводах ремонт візків (розбирання, ремонт вузлів і складання) залежно від місцевих умов може вироблятися по декількох варіантах.
Один з варіантів поточно-конвеєрної лінії створений за принципом П-образного потоку у відповідності зі сформованим плануванням основних виробничих ділянок. Схема такий ПКЛ представлена на рисунок 6.11.
На позиції 1 проводиться розбирання візків на двох стійлах, з яких на першому знімають гальмову важільну передачу, розбирають центральне підвішування, відвертають гайки шпинтонів і знімають раму візка з колісних пар, колісні пари переставляють на колію 21 (рисунок 6.11) і передають у колісний цех.
Трудомістка ручна робота з вигвинчуванням гайок шпинтонів механізована за рахунок застосування електричних гайковертів 2, що пересувають по рейках над приямками (котлованами) 3, улаштованими для зручності роботи.
З першого стійла раму візка мостовим краном переставляють на друге стійло й опускають на металеві тумби 5, де в більше зручному положенні знімають гальмові башмаки з підвісками.
При розбиранні візків всі гайки відвертають пневматичним гайковертом, підвішеним на поворотну консоль 4.
На II позиції рама візка разом зі знятими вузлами й деталями очищається від бруду на конвейєрно-мийній машині 6, на яку завантажують і знімають раму, вузли й деталі мостовим краном 14.
Після обмивки раму знімають із конвеєра мийної машини й переставляють на III позицію для остаточного розбирання й зняття гальмових траверс, запобіжних скоб, залишених на рамі з метою більше якісної обмивки. На цій же позиції очищають сховані місця рами,що неподаються очищенню, в мийній машині.
Промиті деталі центрального підвішування й важільної передачі після огляду й сортування відправляють із III позиції на електрокарах для ремонту в ремонтно-комплектувальний цех, пружини - у ресорне відділення, а надресорні балки - на стелажі 7 й 5, установлені у візковому відділенні.
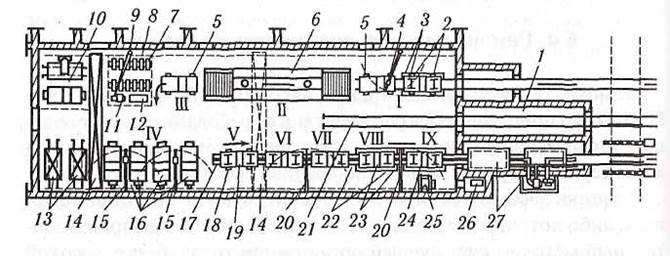
Рисунок 6.11 - Планування ПКЛ для ремонту візків пасажирських вагонів
Відремонтовані надресорні балки укладають на стелажі 11, а болти й інші дрібні деталі — на стелажі 12. Всі виробничі й підйомно-транспортні операції при ремонті й комплектовці надресорних балок механізовані шляхом застосування електрифікованого ліктьового крана 9.
Після остаточного розбирання рама візка мостовим краном передається на наступну позицію або на ділянку наплавочних робіт 10. При необхідності рами візків укладаються на столи 13 чекаючи подальшого ремонту.
На IV позиції виконують ремонт рами, при якому зрізують і ставлять планки вертикальних ковзунів, виправляють погнуті кронштейни вертикальних важелів і гальмових балочок, розсвердлюють отвори й ставлять втулки в кронштейни вертикальних важелів і заміняють зношені втулки, обробляють і заварюють тріщини й ушкоджені зварювальні шви, знімають і ставлять шпинтони, перевіряють раму по базі, діагоналям, як це зображено на рис. 6.9, офарблюють внутрішні поверхні балок і навішують гальмові траверси з башмаками і колодками.
Для виробництва цих робіт раму візка встановлюють на один із чотирьох стендів 16, у якому вона може повертатися на 180° або встановлюватися похило під потрібним кутом, що необхідно для виробництва зварювальних робіт у нижнім положенні без стельових швів, більше зручного положення її при постановці шпинтонів і перевірки штихмасом по базі, діагоналям й іншим вимірам.
Для механізації зняття й постановки гайок на болти шпинтонів на позиції застосовують пневматичні гайковерти, підвішені через пружинні балансири на поворотні консолі 15.
Відремонтовані рами візка по черзі через кожні 30 хв мостовим краном 14 знімають зі стендів і переставляють на складальний конвеєр 17, на якому розташовані складальні позиції 19 поточно-конвеєрної лінії.
На V позиції на пневматичні фіксатори 18, змонтовані по обидва боки конвеєра, установлюють дві колісні пари з роликовими буксами, потім на крила букс ставлять гумові амортизатори, пружини й фрикційні гасителі коливань.
Закінчивши зазначені підготовчі роботи, раму візка подають мостовим краном 14 й опускають на колісні пари, після чого на різьблення шпинтонів навертають на 2-3 нитки гайки, ставлять колискові підвіски.
На VI позиції збирають важільну передачу гальма, регулюють гальмові колодки.
На VII позиції встановлюють пружини, надресорну балку й запобіжні скоби.
Для механізації подачі й постановки на візок пружин, надресорних балок й інших важких деталей на позиції встановлені електрифіковані поворотні консольні крани 20.
На VIII позиції ставлять на місце й закріплюють корончатими гайками балочки запобіжних скоб, з'єднують тяги вертикальних важелів й остаточно загортають гайки шпинтонів електричними гайковертами 22, змонтованими в приямках 23.
На цій же позиції виробляється здача візків працівникам ОТК.
На IX позиції візок офарблюють розпилювачем на спеціальній установці 24, обладнаної нижнім отсосом, вентиляційною й фільтруючою установкою 25.
На X позиції пофарбований візок просушується в камері 27, обладнаної терморадіаційними плитами, які нагріваються продуктами згоряння природного газу у виносній топці 26.
У сушильній камері розміщені два стійла, на яких візок просушується послідовно протягом двох циклів, що становлять 60 хв.
Дата добавления: 2015-02-28; просмотров: 1746;