Зношення шпинтонів
Шпинтони призначені для обмеження переміщень букс у горизонтальній площині й не дозволяють їм, а отже, і колісним парам роз'єднуватися з рамою візка при сході вагона з рейки.
Шпинтони виготовляються виливком зі сталі 25Л. У процесі експлуатації зношування шпинтона по циліндричній поверхні 1 (рисунок 6.3) відбувається в результаті вертикальних переміщень фрикційної втулки, які виникають при ослабленні затягування гайки. При цьому одночасно утвориться зминання й зношування заплічок 4 шпинтона при зіткненні з верхньою кромкою фрикційної втулки.
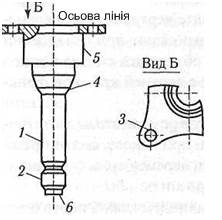
Рисунок 6.3 - Зношення шпинтонів
Ослаблення затягування гайки відбувається в результаті недостатнього затягування гайки при ремонті візка, при зношуванні, зминанні різьблення 2 під дією вертикальних сил при переміщенні фрикційних клинів і втулки, а також через корозію різьблення.
Дозволяється наплавлення зношеної циліндричної поверхні 1 шпинтона при зношуванні для візка КВЗ-ЦНИИ більше 2 мм при капітальному ремонті за умови, що рівномірне зношування не перевищує 10 мм по діаметрі, а при однобічному - не більше 5 мм на сторону.
Перед наплавленням циліндричної частини шпинтон нагрівають до t=З00...350 °С.
Попереднє нагрівання здійснюють із метою поліпшення зчеплення наносимого шару металу з основним і щоб зменшити вплив залишкових термічних напруг, що виникають при наплавочних роботах.
При цих зварювальних роботах застосовують електроди типів Э-42, Э-42А, Э-46, ОЗН-350, порошковий дріт ПП-ТН350, тобто присадочні матеріали з підвищеними механічними властивостями. Відновлення різьбової частини шпинтона 2 проводиться після попереднього видалення зношеного різьблення на токарному верстаті.
Наплавлення цієї поверхні доцільно робити аналогічно наплавленню циліндричної частини шпинтона.
Відновлення різьблення по наплавленій поверхні виробляється на токарних верстатах. Однак такий спосіб не забезпечує необхідної міцності витків різьблення й тому доцільно після виточення різьблення піддавати її зміцненню накаткою роликами. Відновлення зношених жолобників 4 до альбомних розмірів дозволено за умови, що величина зношування не зменшує більш ніж на 30 % переріз основного металу.
Іноді в експлуатації зустрічаються шпинтони із тріщинами по циліндричній частині й у підошві шпинтона, що йдуть від отвору під болт 3.
Шпинтони із тріщинами й зламами циліндричної частини не підлягають ремонту. Заварка тріщин у підошві дозволена за умови попереднього місцевого підігріву до t=250...300 °С и повільного охолодження після заварки.
Дата добавления: 2015-02-28; просмотров: 906;