Зношення фрикційних втулок
Фрикційні втулки шпинтонів виготовлені зі сталі Ст.45, загартованої до твердості 45 HRC.
Втулка одягається на хвостовик шпинтона й нерухомо закріплюється на ньому: одним кінцем втулка впирається в жолобник шпинтона, з іншого боку кріплення здійснюється корончатою гайкою, натискання від якої передається через тарілчасту пружину. Ця пружина повинна постійно забезпечувати натискання на втулку, компенсуючи зношування її торців і заплічка шпинтона.
У процесі коливань вагона й рами візка на надбуксових пружинах відбувається переміщення фрикційних сухарів і виникнення більших сил тертя між втулкою й сухарями. У результаті такої роботи сил тертя з'являються зношення зовнішньої циліндричної поверхні 1 (рисунок 6.4) і зношування внутрішніх поверхонь заплічок 2.
Поверхні втулки зношуються нерівномірно як уздовж утворюючої, так і по окружності. Нерівномірність зношування по глибині може досягати 2-3 мм. Це поясняється різною величиною зусилля, з якої окремі сухарі притискаються до втулки й переміщаються уздовж втулки. Величина цього зусилля залежить від «повноти» сухарів і стану похилих поверхонь сухарів і кілець. Поверхня втулки зношується так, що зверху й знизу (див. рисунок 6.4) утворюються бурти різної конфігурації залежно від глибини зношування.
Ступені що утворилися при зношуванні втулки, шкідливо впливають на роботу надбуксового гасника, викликаючи удари сухарів об сходи втулки при проходженні його верхнього й нижнього положення. Втулки зі зношуванням більше 1 мм на сторону або 2 мм по діаметрі повинні піддаватися відновленню. Наплавлення може вироблятися, якщо зношування по зовнішньому діаметрі становить не більше 30 % від товщини стінки втулки. При більшому зношуванні втулки не підлягають ремонту.
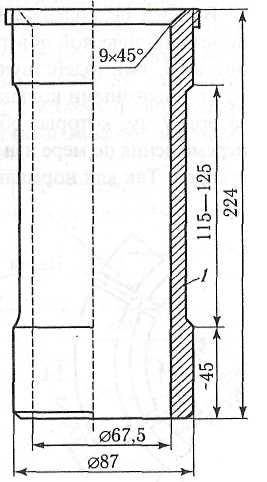
Рисунок 6.4 - Зношення фрикційної втулки
Для підвищення зносостійкості й довговічності наплавлення втулок доцільно робити порошковим дротом марки ПП-ТН350 або електродами ОЗН-400. Втулки, наплавлені цими електродами, не вимагають термообробки, тому що твердість і зносостійкість їх не уступає термічно обробленими (45HRC).
Виміри твердості, а також зовнішнього діаметра втулки потрібно робити по робочій поверхні на відстані 100... 150 мм від її нижньої кромки.
Дата добавления: 2015-02-28; просмотров: 743;