Зношення деталей колискового підвішування
Підвіски(тяги) рисунок 6.8, виготовлені штампуванням зі сталі Ст. 5, зношуються по верхньому отвору для опорного валика 1. Крім того, у тягах зустрічаються усталостні тріщини 2, які виявляються після очищення й магнітної дефектоскопії.
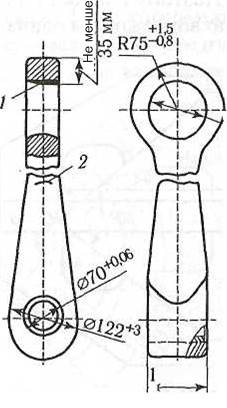
Рисунок 6.8 - Зношення тяги
Тяги із тріщинами бракуються. Зношування верхнього отвору дозволяється усувати, якщо товщина перемички вушка перед наплавленням становить не менш 35 мм. Перед наплавленням тягу підігрівають до t=250...300 °С. Після наплавлення й механічної обробки тягу в зборі із сергами випробовують на розтягання навантаженням з розрахунку 190 кн (20 тс) у слабкому перерізі, після чого повторно перевіряють магнітним дефектоскопом.
Серги (рисунок 6.9), зношуються по поверхнях 1 від взаємодії з валиком тяги і з валиком піддона. Вироблення цих опорних поверхонь серг допускається не більше 1 мм на сторону. При наявності вироблення не більше 3 мм дозволяється наплавлення з наступною механічною обробкою. Перед наплавленням серги нагрівають до t=180...200 °С, а після наплавлення й механічної обробки в зборі з валиками й тягою піддаються випробуванню на розтягання з наступною перевіркою магнітним дефектоскопом.
При комплектуванні системи підвісок з метою забезпечення рівномірної передачі навантаження різниця довжин двох серг однієї підвіски в зборі не повинна перевищувати 0,5 мм.
Верхні й нижні опорні валики від взаємодії з підвісками зношуються по опорних поверхнях. При величинах цих зношень більше 1 мм виробляється наплавлення з наступною механічною обробкою, або заміняються новими валиками.
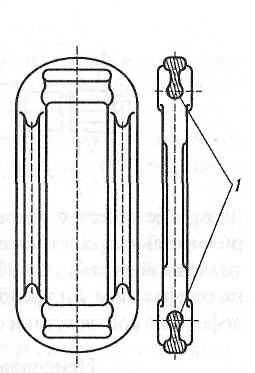
Рисунок 6.9 - Зношення серги
Дата добавления: 2015-02-28; просмотров: 1156;