Балансировка вращающихся деталей при ремонте машин
Для уравновешивания любой вращающейся детали необходимо, чтобы ее центр тяжести лежал на оси вращения, а центробежные моменты инерции были равны нулю. Несовпадение центра тяжести детали с осью вращения принято называть статической неуравновешенностью, а неравенство нулю центробежных моментов инерции - динамической неуравновешенностью.
4.1 Статическая балансировка деталей
Статическая неуравновешенность легко обнаруживается при установке детали опорными шейками на параллели или ролики. Обычно статической балансировке подвергаются детали, у которых диаметральные размеры намного превышают длину по оси вращения (маховики, диски, шкивы, рабочие колеса и т.п.), так как в этом случае динамической составляющей можно пренебречь.
При статической балансировке установкой пробных грузиков определяют места и величину дисбаланса. Неуравновешенность устраняют удалением эквивалентного количества материала с детали или установкой корректирующих грузов. Излишний материал у массивных деталей (маховики) удаляют сверлением или фрезерованием, а у тонкостенных (шкивы, диски, роторы) - эксцентрическим точением или шлифованием.
После устранения дисбаланса производят повторную (контрольную) балансировку. При превышении остаточного дисбаланса допустимой по техническим требованиям величины балансировку повторяют
4.2 Динамическая балансировка деталей
Динамической балансировке подвергают работающие при высоких скоростях вращающиеся детали или узлы в сборе, у которых длина по оси вращения превышает диаметральные размеры (например, бильные барабаны зерноуборочных комбайнов или коленчатые валы двигателей).
Даже в статически уравновешенной детали может быть неравномерное распределение массы по длине относительно оси, что при значительной частоте вращения создает момент центробежных сил на плече L (см. рисунок 1) и, следовательно, дополнительные нагрузки на опоры и вибрацию.
Неуравновешенность выявляют на специальных балансировочных машинах при вращении детали на рабочих скоростях и устраняют, как и при статической балансировке, только в двух или более плоскостях коррекции, выбираемых в зависимости от конструкции детали.
Динамическая балансировка исключает необходимость выполнения балансировки статической.
Для выполнения динамической балансировки необходимы установки, обеспечивающие вращение детали, контроль действующих при этом на опоры центробежных сил неуравновешенных масс или моментов этих сил, а также выявление плоскости расположения неуравновешенных масс.
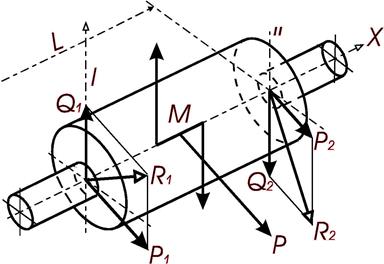 Рисунок 1 Приведение действующих на ротор ротор, к двум плоскостям коррекции сил
Рисунок 1 Приведение действующих на ротор ротор, к двум плоскостям коррекции сил
Этим обстоятельством как раз и пользуются при динамической балансировке деталей. Для балансировки выбирают на детали две плоскости, перпендикулярные к оси вращения и удобные для установки уравновешивающих грузов или удаления части материала детали - так называемые плоскости коррекции. Станок настраивают так, чтобы можно было определить место и величину грузов, которые следует добавить (или удалить) в каждой из плоскостей для полного уравновешивания детали.
Динамическую неуравновешенность выявляют на балансировочных машинах. В ремонтном производстве наибольшее распространение получили электрические балансировочные машины с упругими опорами (см. рисунок 2).
Неуравновешенные массы детали вызывают механические колебания подвижных опор (1). С помощью датчиков (2) эти механические колебания преобразуются в электрические. Причем напряжение электрического тока в датчике прямо пропорционально величине механического колебания опоры, т.е. неуравновешенности. В измерительном устройстве (3) ток усиливается и прочитывается на миллиамперметре (4) в виде показаний дисбаланса.
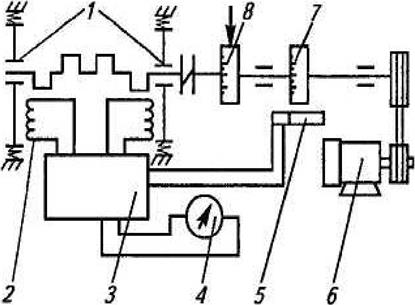
Рисунок 2 Схема машины для динамической балансировки коленчатых валов:
1 - подвижные опоры (люльки); 2 - датчик колебаний; 3 блок усиления и измерения; 4 - миллиамперметр; 5 - лампа стробоскопа; 6 - электродвигатель; 7 - лимб стробоскопа; 8 - лимб отсчета угла поворота вала.
Угловое расположение неуравновешенных масс определяется стробоскопическим устройством. Стробоскопическая лампа управляется напряжением датчика колебаний, причем каждый раз, когда вектор неуравновешенных масс проходит горизонтальную плоскость с лицевой стороны станка, лампа (5) вспыхивает и отсвечивает определенную цифру на лимбе стробоскопа (8). Из-за стробоскопического эффекта цифры на лимбе кажутся неподвижными.
Фактическое место уравновешивания на детали определяется с помощью лимба (7), укрепленного на шпинделе. Цифра, отсчитанная по лимбу стробоскопа, совмещается с неподвижной стрелкой на станине. При этом центры неуравновешенных масс, приведенных к выбранным плоскостям коррекции, будут находиться с лицевой стороны станка в горизонтальной плоскости.
Для настройки и тарировки машина КИ-4274 укомплектована эталонным валом с тарировочным грузом, создающим дисбаланс в 300 гсм.
Дата добавления: 2015-02-28; просмотров: 4235;