Восстановление деталей электроконтактной приваркой.
Электроконтактная приварка. Для электроконтактной приварки характерны высокая производительность, минимальные потери присадочного материала (до 5 %) и припуск на последующую механическую обработку за счет возможности регулирования толщины наваренного слоя (0,3... 1,5 мм).
Сущность процесса заключается в совместном деформировании навариваемого металла и поверхности основы, нагреваемых электрическим током до пластического состояния.
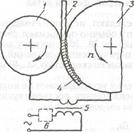
Привариваемая лента 2 прижимается к детали З роликом 1. Между деталью и роликом пропускается электрический ток большой плотности от понижающего трансформатора 5. Амплитуда и продолжительность импульсов тока изменяются регулятором 6.
Достоинство способа — возможность получения наваренных слоев с заданными трибологическими свойствами, что в несколько раз повышает износостойкость деталей, их коррозионную стойкость и другие свойства.
 От материала ленты зависит твердость наваренного слоя.
От материала ленты зависит твердость наваренного слоя.
Схема электроконтактной приварки:
1 — ролик; 2— привариваемая лента; 3 — деталь; 4— наваренный слой; 5 — трансформатор; 6 — регулятор цикла сварки; р — сила прижатия ролика; я —частота вращения детали
Оборудование для электроконтактной приварки состоит из вращателя и сварочной головки, которая определяется видом производимого процесса. Питание процесса от трансформации при силе тока 10…20 кА.
К недостаткам способа относятся: низкая стойкость роликовых электродов и связанная с этим нестабильность процесса; относительно высокая трудоемкость подготовки деталей к электроконтактной приварке.
Дата добавления: 2015-02-28; просмотров: 1419;