Обрубка отливок
Обрубка отливок – процесс удаления с отливки прибылей, литников, выпоров и заливов по месту сопряжения полу форм. Обрубку производят пневматическими зубилами, ленточными и дисковыми пилами, газовой резкой и на прессах.
Литники от чугунных отливок отбивают молотками сразу же после выбивки из форм перед удалением стержней.
Литники и прибыли от стальных отливок отрезают газовой или плазменной резкой.
Ленточные и дисковые пилы используют для обрубки отливок из алюминиевых, магниевых, медных сплавов.
После обрубки отливки зачищают, удаляя мелкие заливы, остатки прибылей, выпоров и литников. Зачистку выполняют маятниковыми и стационарными шлифовальными кругами, пневматическими зубилами, газоплазменной обработкой и другими способами.
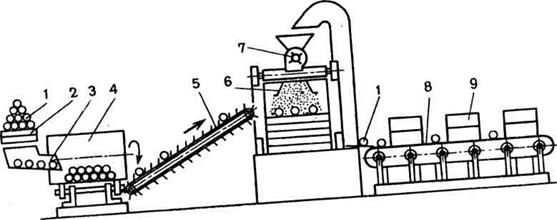
Рис. 9.6 – Поточная линия очистки отливок: 1 – отливки; 2 – контейнер;
3 – вибрационная решетка; 4 – галтовочный барабан; 5 – конвейер; 6 – дробеметный барабан; 7 – дробеметный аппарат, 8 – ленточный конвейер, 9 - обдирочные станки.
 Очистка отливок – процесс удаления пригара, остатков формовочной и стержневой смеси с наружных и внутренних поверхностей отливок. Ее осуществляют в галтовочных барабанах периодического или непрерывного действия, в гидропескоструйных и дробеметных камерах, химической или электрохимической обработкой и другими способами.
Очистка отливок – процесс удаления пригара, остатков формовочной и стержневой смеси с наружных и внутренних поверхностей отливок. Ее осуществляют в галтовочных барабанах периодического или непрерывного действия, в гидропескоструйных и дробеметных камерах, химической или электрохимической обработкой и другими способами.
На рис. 9.6 показана схема поточной линии очистки отливок. Отливки 1 конвейером 2 подаются на выбрационную решетку 3 для удаления смеси. Затем они во вращающемся барабане 4 очищаются от остатков горелой смеси.
Горелая смесь из барабана удаляется через отверстия. Из барабана отливки конвейером 5 подаются в дробеметный барабан 6, в котором струей металлической дроби, подаваемой дробеметным аппаратом 7, осуществляется окончательная очистка. После этого отливки ленточным конвейером 8 подаются к обдирочным станкам 9 для зачистки заливов, мест установки питателей и т.д.
Дата добавления: 2015-03-26; просмотров: 1895;