Изготовление стержней
Процесс изготовления стержней включает следующие операции: формовку сырого стержня, сушку, отделку и окраску сухого стержня. Если стержень состоит из двух или нескольких частей, то после сушки их склеивают.
При изготовлении стержней вручную в разъемном стержневом ящике (рис. 9.1, а) раздельно набивают половины стержневого ящика (поз. 1). Поверхности разъема смазывают клеем и обе половины ящиков соединяют друг с другом и металлической иглой делают вентиляционный канал (поз. 2). Затем стержень удаляют из стержневого ящика, устанавливают на сушильную плиту (поз. 3) и отправляют в сушильную печь. На поз. 4 показан стержень, подготовленный к сборке.


 При изготовлении стержней на пескодувных машинах(рис. 9.1, б) стержневая смесь из бункера 12 периодически поступает в пескодувный резервуар 1.
При изготовлении стержней на пескодувных машинах(рис. 9.1, б) стержневая смесь из бункера 12 периодически поступает в пескодувный резервуар 1.
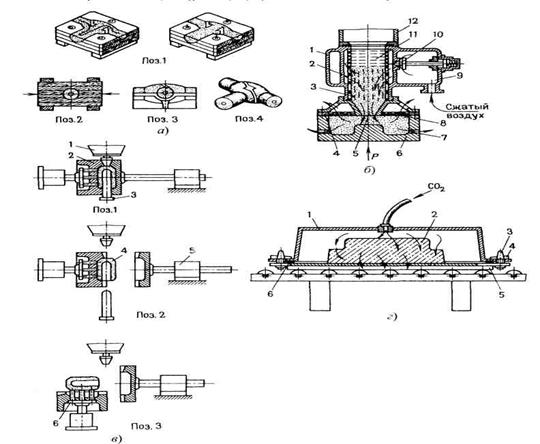
Рис. 9.1 – Схемы процессов изготовления стержней: а – вручную;
б – на пескодувных машинах: 1 – резервуар со смесью; 2, 11 – отверстия для подвода воздуха; 3 – гильза; 4 – надувная плита; 5 – выходное отверстие; 6 – стержневой ящик; 7, 8 – венты; 9 – ресивер; 10 – дутьевой клапан.
в – изготовление стержней в нагреваемой оснастке: 1 – пескодувный резервуар; 2 – стержневой ящик; 3 – опустошитель; 4 – стержень; 5 – пневмоцилиндр; 6 – выталкиватель.
г – изготовление стержней из жидкостекольных смесей: 1 – колпак; 2 – стержень; 3 – штыри; 4 – клинья; 5 – плита; 6 – резиновый уплотнитель.
Сжатый воздух из ресивера 9 через быстродействующий клапан 10 заполняет резервуар 1 и через отверстия 2, 11 поступает в гильзу 3, в которой резко повышается давление, и стержневая смесь выталкивается через сопло 5 в полость стержневого ящика 6. Для выпуска воздуха в надувной плите 4 и стержневом ящике 6 предусмотрены венты 7, 8. Эти машины обеспечивают высокое качество стержней и обладают высокой производительностью, полностью автоматизированы.
Изготовление стержней в нагреваемой оснастке (рис. 9.1, в) состоит в следующем. На поз. 1 нагретые до температуры 200...300 °С половинки стержневого ящика 2 и опустошитель 3 собирают. Из пескодувного резервуара 1 стержневая смесь с синтетической смолой вдувается в стержневой ящик. Связующее при нагреве отверждается, обеспечивая прочность стержню 4. После непродолжительной выдержки (13...120 с) опустошитель 3 извлекают и пневматическим цилиндром 5 отводят одну из половин ящика (поз. 2). После этого вторая половина ящика поворачивается на 90°, и выталкивателями 6 стержень 4 удаляется из стержневого ящика (поз. 3). Стержни, полученные этим способом, имеют высокую прочность, точность размеров, газопроницаемость. Этим способом стержни изготовляют на высокопроизводительных автоматических машинах
Изготовление стержней из жидкостекольных смесей состоит в химическом отверждении жидкого стекла путем продувки стержня углекислым газом. Изготовленный стержень 2 выкладывают на плиту 5 и накрывают колпаком 1 (рис. 9.1, г). С помощью резиновых уплотнителей 6, штырей 3 и клиньев 4 плита и колпак плотно соединяются. Стержень продувается углекислым газом под давлением 0,1...0,3 МПа в течение 1...10 мин. После продувки стержни отделывают и окрашивают самовысыхающими красками. Этим способом изготовляют средние и крупные по массе стержни.
Изготовление стержней из холоднотвердеющих смесей заключается в том, что стержневая смесь, в которой в качестве связующего используется синтетическая смола, в присутствии катализатора отверждается в стержневом ящике при нормальной температуре.
Стержень выдерживают в ящике 2...15 мин. При достижении достаточной прочности стержень извлекают из ящика, и окончательное отверждение его происходит на воздухе.
В условиях крупносерийного и массового производств изготовление стержней производят на полуавтоматических пескодувных машинах со встроенными специальными смесителями периодического действия.
Дата добавления: 2015-03-26; просмотров: 1982;