Машинная формовка
Машинную формовку применяют для производства отливок в массовом и серийном производствах. При формовке на машинах формы изготовляют в парных опоках с использованием односторонних металлических модельных плит.
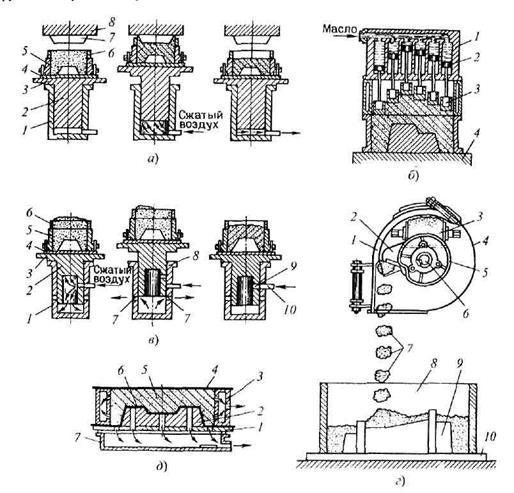
Рис. 8.1 – Схемы способов уплотнения литейных форм при машинной формовке.
а – уплотнение прессованием: 1 – нижняя часть цилиндра; 2 – прессовый поршень; 3 – стол машины; 4 – модельная плита; 5 – опока; 6 – наполнительная рамка; 7 – прессовая колодка; 8 – траверса.
б – прессование многоплунжерной колодкой: 1 – многоплунжерная колодка; 2 – поршень; 3 – плунжеры; 4 – стол машины.
в – уплотнение встряхиванием: 1 – нижняя часть цилиндра; 2 – поршень; 3 – стол машины; 4 – модельная плита; 5 – опока; 6 – наполнительная рамка; 7 – выхлопные окна; 8 – торец цилиндра; 9 – канал встряхивающего поршня; 10 – впускное окно.
г – уплотнение пескометом: 1 – метательная головка; 2 – ковш; 3 – ленточный канвейер; 4 – кожух метательной головки; 5 – ротор; 6 – вал электродвигателя; 7 – пакет смеси; 8 – опока; 9 – модель; 10 – модельная плита.
д – вакуумно-пленочная формовка: 1 – модельная плита; 2 – модель; 3 – опока; 4, 6 – пленка; 5 – сухой кварцевый песок; 7 – воздушная коробка.
Машинная формовка механизирует установку опок на машину, засыпку формовочной смеси в опоку, уплотнение смеси, удаление моделей из формы, транспортирование и сборку форм.
Машинная формовка обеспечивает более высокую геометрическую точность полости формы, чем ручная формовка, повышает производительность труда, исключает трудоемкие ручные операции, сокращает цикл изготовления отливок. При машинной формовке формовочную смесь уплотняют прессованием, встряхиванием, пескометом, вакуумной формовкой и др.
Уплотнение формовочной смеси прессованием (рис. 8.1, а) осуществляют при подаче сжатого воздуха при давлении 0,5 ... 0,8 МПа в нижнюю часть цилиндра 1, в результате чего прессовый поршень 2, стол 3 с прикрепленной к нему модельной плитой 4 поднимаются. При этом колодка 7, закрепленная на траверсе 8, входит внутрь наполнительной рамки 6 и уплотняет формовочную смесь в опоке 5.
Плотность формовочной смеси уменьшается по мере удаления от прессовой колодки из-за  трения формовочной смеси о стенки опоки. Неравномерность плотности формовочной смеси тем больше, чем выше опока и модели. Прессование используют для уплотнения формовочной смеси в опоках высотой 200 ... 250 мм.
трения формовочной смеси о стенки опоки. Неравномерность плотности формовочной смеси тем больше, чем выше опока и модели. Прессование используют для уплотнения формовочной смеси в опоках высотой 200 ... 250 мм.
 Для достижения равномерной плотности формовочной смеси в опоке используют многоплунжерные прессовые колодки (рис. 8.1, б). При прессовании стол 4 машины движется в сторону многоплунжерной прессовой колодки 1. Вследствие различной степени сопротивления формовочной смеси в форме плунжеры 3 под действием давления масла на поршень 2 прессуют находящиеся под ним участки формы независимо от соседних.
Для достижения равномерной плотности формовочной смеси в опоке используют многоплунжерные прессовые колодки (рис. 8.1, б). При прессовании стол 4 машины движется в сторону многоплунжерной прессовой колодки 1. Вследствие различной степени сопротивления формовочной смеси в форме плунжеры 3 под действием давления масла на поршень 2 прессуют находящиеся под ним участки формы независимо от соседних.



 Уплотнение формовочной смеси встряхиванием (рис. 8.1, в) осуществляют при подаче сжатого воздуха при давлении 0,5...0,8 МПа в нижнюю часть цилиндра 1, в результате чего встряхивающий поршень 2 поднимается на высоту 25...80 мм. При этом впускное отверстие 10 перекроется боковой поверхностью поршня, а нижняя его кромка откроет выхлопные окна 7, воздух выйдет в атмосферу. Давление под поршнем снизится, и стол 3 с укрепленной на нем модельной плитой 4 упадет на торец цилиндра 8. Скорость стола, а следовательно, и скорость модельной плиты упадут до нуля, в то время как формовочная смесь в опоке 5 и наполнительной рамке 6, продолжая двигаться вниз по инерции, уплотняется. В момент, когда канал 9 встряхивающего поршня окажется против отверстия 10 встряхивающего цилиндра, сжатый воздух снова войдет в полость встряхивающего цилиндра. Это повлечет за собой новый подъем встряхивающего стола и новый удар его о торец и т.д.
Уплотнение формовочной смеси встряхиванием (рис. 8.1, в) осуществляют при подаче сжатого воздуха при давлении 0,5...0,8 МПа в нижнюю часть цилиндра 1, в результате чего встряхивающий поршень 2 поднимается на высоту 25...80 мм. При этом впускное отверстие 10 перекроется боковой поверхностью поршня, а нижняя его кромка откроет выхлопные окна 7, воздух выйдет в атмосферу. Давление под поршнем снизится, и стол 3 с укрепленной на нем модельной плитой 4 упадет на торец цилиндра 8. Скорость стола, а следовательно, и скорость модельной плиты упадут до нуля, в то время как формовочная смесь в опоке 5 и наполнительной рамке 6, продолжая двигаться вниз по инерции, уплотняется. В момент, когда канал 9 встряхивающего поршня окажется против отверстия 10 встряхивающего цилиндра, сжатый воздух снова войдет в полость встряхивающего цилиндра. Это повлечет за собой новый подъем встряхивающего стола и новый удар его о торец и т.д.
Встряхивающий стол обычно совершает 120...200 ударов в минуту. В результате повторных ударов происходит уплотнение формовочной смеси в опоке. При этом слои формовочной смеси, лежащие у модельной плиты, будут иметь большую плотность, чем слои, лежащие в верхней части формы.
Встряхиванием уплотняют формы высотой до 800 мм. Для уплотнения верхних слоев формы встряхиванием совмещают с прессованием. Это обеспечивает высокую и равномерную плотность форм.
Уплотнение формовочной смеси пескометом (рис. 8.1, г) осуществляют рабочим органом пескомета – метательной головкой, выбрасывающей пакеты смеси на рабочую поверхность модельной плиты. В стальном кожухе 4 метательной головки вращается закрепленный на валу 6 электродвигателя ротор 5 с ковшом 2. Формовочная смесь подается в головку 1 непрерывно ленточным конвейером 3 через окно в задней стенке кожуха. При вращении ковша (1000...1200 об/мин) формовочная смесь собирается в пакеты 7 и центробежной силой выбрасывается через выходное отверстие в опоку 8. Попадая на модель 9 и модельную плиту 10, смесь уплотняется за счет кинетической энергии равномерно по высоте опоки. Метательную головку равномерно перемещают над опокой.
Пескомет является высокопроизводительной машиной, поэтому его применяют для уплотнения крупных литейных форм. Управление работой пескомета автоматизировано.
Пленочно-вакуумную формовку (рис. 8.1, д) осуществляют в следующей последовательности: модельную плиту 1 с моделью 2 накрывают разогретой полимерной пленкой толщиной не более 0,1 мм. Вакуумным насосом в воздушной коробке 7 создают вакуум 2,6...5,2 МПа. Пленка 6 плотно прижимается к модели и модельной плите. На модельную плиту устанавливают опоку 3, которую заполняют сухим кварцевым песком 5, уплотняют его с помощью вибрации и выравнивают открытую верхнюю поверхность опоки. На верхнюю поверхность накладывают разогретую полимерную пленку 4, которая за счет разрежения (4...6 МПа) прилегает к опоке, что способствует уплотнению песка и устойчивости формы. После этого полуформу снимают с модели.
Изготовляют как верхнюю, так и нижнюю полуформу, затем форму собирают. Вакуумирование продолжается не только при изготовлении полуформ, но и при их сборке, заливке и затвердевании залитого металла. При заливке металла в форму пленка сгорает. Продукты сгорания выполняют роль противопригарного покрытия. Этим способом изготовляют формы для отливок массой 0,1...10 т на автоматических формовочных линиях.
Импульсное уплотнение формовочной смеси(рис. 8.2) осуществляется в следующей последовательности: на модельную плиту 1 с моделью устанавливают опоку 2 и засыпают формовочную смесь 3, на опоку накладывают плиту-рассекатель 4 с большим числом отверстий. Сверху плиты располагают импульсную головку 5 с пусковым клапаном 6. Головку, плиту-рассекатель и опоку плотно прижимают друг к другу.
После этого открывают пусковой клапан 6 и сжатый воздух под давлением 5...8 МПа направляется через отверстия в плите-рассекателе в опоку и уплотняет смесь за счет динамического воздействия и фильтрации через поры, после чего уходит в атмосферу через венты в модели и модельной плите (венты – тонкие отверстия, через которые проходит воздух, но не проходит формовочная смесь).
Этот способ уплотнения формовочной смеси позволяет изготовлять формы с высокой и равномерной плотностью, высокопроизводителен, не имеет движущих частей (плунжеров, диафрагм т.д.).
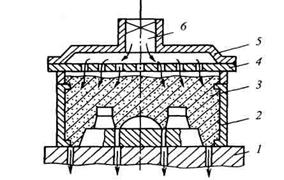
Рис. 8.2 – Схема уплотнения формовочной смеси воздушным импульсом: 1 – модельная плита с моделью; 2 – опока; 3 – формовочная смесь; 4 – плита–рассекатель; 5 – импульсная головка; 6 – пусковой клапан.
Автоматическая формовка 
Автоматическую формовку используют в серийном и массовом производствах отливок, при этом литейная форма передается последовательно с одной позиции на другую. Этот переход осуществляется автоматически различными конвейерами, кантователями, толкателями и другими устройствами. Для автоматической формовки используются формовочные автоматы, формовочные машины для безопочной формовки и автоматические формовочные линии.
Формовочные автоматы, используемые для изготовления литейных форм, выполняют все технологические операции без участия человека. Формовочные автоматы используют, как правило, в составе автоматических линий.
Автоматическую безопочную формовку используют при изготовлении форм для мелких отливок из серого, ковкого и высокопрочного чугунов и стали в серийном и массовом производствах. Изготовление литейных форм осуществляется на высокопроизводительных пескодувно-прессовых автоматических линиях (рис. 8.3).

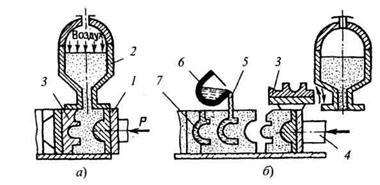
Рис. 8.3 – Схема процесса изготовления безопочных литейных форм на автоматических машинах: 1, 3 – модельные плиты; 2 – головка машины; 4 – плунжер; 5 – полость формы; 6 – ковш; 7 – отливка.
 Модельная плита 1 закреплена на прессовой машине, плита 3 – на плите противодавления. Модельные плиты 1, 3, боковые стенки и головка 2 образуют формовочную камеру (рис. 8.3, а), которая заполняется формовочной смесью с помощью сжатого воздуха под давлением 0,5...1 МПа. После этого формовочная смесь прессуется плунжером 4 под давлением до 2 МПа. Модельная плита 3 отходит влево и поворачивается в горизонтальное положение, а уплотненный ком формовочной смеси плунжером 4 проталкивается до соприкосновения с предыдущим комом, образуя полость 5 (рис. 8.3, б).
Модельная плита 1 закреплена на прессовой машине, плита 3 – на плите противодавления. Модельные плиты 1, 3, боковые стенки и головка 2 образуют формовочную камеру (рис. 8.3, а), которая заполняется формовочной смесью с помощью сжатого воздуха под давлением 0,5...1 МПа. После этого формовочная смесь прессуется плунжером 4 под давлением до 2 МПа. Модельная плита 3 отходит влево и поворачивается в горизонтальное положение, а уплотненный ком формовочной смеси плунжером 4 проталкивается до соприкосновения с предыдущим комом, образуя полость 5 (рис. 8.3, б).
В результате получается непрерывный ряд форм, которые заливают расплавленным металлом из ковша 6. После затвердевания и охлаждения отливок формы подаются на выбивную решетку, где отливки 7 освобождаются от формовочной смеси. Смесь поступает на переработку и повторное использование, а отливки – в обрубное отделение.

 Автоматическая формовочная линия (рис. 8.4) – пример полного автоматизированного производственного процесса формовки.
Автоматическая формовочная линия (рис. 8.4) – пример полного автоматизированного производственного процесса формовки.
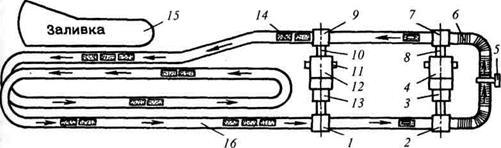
Рис. 8.4 – Схема автоматической формовочной линии: механизм съема верхней опоки; 2 – механизм подачи нижней полуформы с отливкой; 3 – механизм удаления смеси и отливки; 4 – автомат изготовления нижних полуформ; 5 – щетки для очистки тележек конвейера; 6 – тележка конвейера; 7 – позиция установки нижней полуформы на конвейер; 8 – кантователь; 9 – позиция спаривания полуформ; 10 – рольганг; 11 – тележка для смены модельных плит; 12 – автомат для изготовления верхних полуформ; 13 – позиция; 14 – собранная литейная форма; 15 – участок заливки; 16 – конвейер.
На позиции 1 специальным механизмом снимается верхняя опока, которая без формовочной смеси перемещается на позицию 13, нижняя полуформа с формовочной смесью и отливками конвейером 16 с позиции 1 направляется на позицию 2, а затем к механизму 3, где нижняя опока освобождается от смеси и отливок. Отливки направляются в обрубное отделение, а формовочная смесь – на переработку. Опоки, очищенные от формовочной смеси, подаются к формовочным автоматам: верхняя – на автомат 12, нижняя – на автомат 4. Смена модельных плит производится с помощью тележек 11.
Нижняя полуформа, изготовленная на формовочном автомате 4, кантователем 8 переворачивается на 180° и на позиции 7 устанавливается на предварительно очищенную специальными щетками 5 тележку 6 литейного конвейера 16 и подается к механизму спаривания полу форм. Верхняя полуформа, изготовленная на автомате 12, по роликовому конвейеру 10 перемещается к позиции 9, где спаривается с нижней полуформой. Собранная литейная форма 14 по конвейеру транспортируется на участок 15 заливки. Установка стержней в литейную форму осуществляется во время продвижения ее по конвейеру от позиции 7 к позиции 9. Для увеличения продолжительности охлаждения отливок в залитых формах конвейер выполнен с дополнительной петлей на двух уровнях.
Дата добавления: 2015-03-26; просмотров: 4366;