Комплектные формы согласования
Комплектные формы межцеховых связей в отличие от предметной формы характеризуются не локальными сроками, а одним общим сроком, регламентирующим передачу из цеха в цех целого комплекта деталей одного узла (изделия) или целой группы деталей (заготовок) от разных узлов.
Применительно к межцеховым связям комплектность означает, что цех обязан подавать свою продукцию смежному цеху в комплектах предметов разных наименований.
В соответствии с этим производственная программа планируется цеху также в комплектах, а ее выполнение по отдельной позиции засчитывается цеху только в том случае, если им полностью изготовлены (собраны) в установленном количестве все предметы данного комплекта. Здесь единицей планирования и учета работы цеха является комплект деталей (заготовок, узлов).
Планирование комплектности уточняется и подчиняется двум требованиям равномерности производства:
1) в состав комплекта должны включаться только детали одного узла (возможно, укрупненного, состоящего из ряда последовательно или параллельно собираемых узлов) или детали, но имеют одинаковый срок подачи на сборочную стадию;
2) все наименования деталей комплекта должны изготовляться партиями одинакового размера и, следовательно, повторяться в производстве с одинаковой периодичностью.
В практике машиностроительного производства известны две формы комплектных систем межцехового планирования: комплектно-узловая и комплектно-групповая.
Комплектно-узловая форма межцеховых связей. При комплектно-узловой форме межцеховых связей планово-учетной единицей является или комплект деталей (заготовок — для заготовительных цехов) на узел, собираемый в другом цехе, или собранный узел. Основная цель применения этой планово-учетной единицы — обеспечение комплектности в производстве и упрощение всей документации планирования.
Комплектно-групповая форма межцеховых связей. Условиям серийного производства в большей мере соответствует комплектно-групповая система согласования календарных планов на смежных стадиях производства. В качестве планово-учетной единицы при этой системе принимается групповой комплект деталей.
В групповой комплект включаются детали изделия одного наименования, но независимо от принадлежности их к определенным узлам этого изделия. Детали соединяются в групповые комплекты по планово-организационным и технологическим признакам. В соответствии с этим распределение деталей по групповым комплектам является сложным мероприятием, требующим хорошего знания продукции предприятия (цеха) и технологии ее производства.
Согласование календарных планов в условиях неравенства размеров партий в смежных цехах

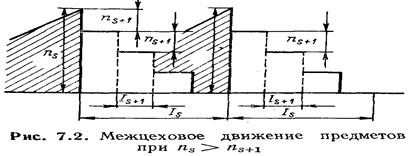 Межоперационные перерывы tnмц - перерывы, возникающие в следствие неравенства партий на смежных стадиях производства. Перерыв tpмц - перерыв, возникающий в результате равномерной загрузки рабочих мест.
Межоперационные перерывы tnмц - перерывы, возникающие в следствие неравенства партий на смежных стадиях производства. Перерыв tpмц - перерыв, возникающий в результате равномерной загрузки рабочих мест.


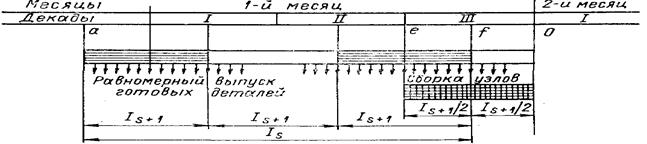








По условиям графика (рис.7.3) параллельное совмещение смежных стадий происходит на отрезке  . В соответствии с этим максимум перерыва уменьшается на ту же величину
. В соответствии с этим максимум перерыва уменьшается на ту же величину

Выпуск деталей и на .отрезке ef может осуществляться с известным (хотя и небольшим) опережением сборки, поскольку надо полагать, что в первую очередь будут собраны те узлы, которые укомплектованы деталями, выпущенными до точки е. Но последние детали, выпущенные в точке f, поступают на сборку без перерыва.




Сокращение запасов деталей на 16 % является существенным экономическим результатом.




Меняющиеся сроки согласования календарных планов
Форма меняющихся сроков согласования производства смежных цехов имеет место в тех случаях, когда потребление деталей (или мелких узлов) в течение планового периода происходит неравномерно.
В этих условиях более рациональной следует признать форму межцеховых связей, известную под названием «система точки заказа».
При этой форме связей продукция цеха — изготовителя деталей обезличивается: она планируется не на удовлетворение потребностей сборки определенного изделия, а на восстановление межцеховых (межучастковых) складских запасов до установленных норм.
Минимальный уровень запаса, сигнализирующий о запуске в производство очередной партии, называется «точкой заказа».
Количество штук, соответствующее «точке заказа», определяется в зависимости от трех величин:
1. среднедневной потребности на программу;
2. длительности производственного цикла партии данных деталей;
3. размера страхового запаса.
 при
при 

Страховой запас Nстр служит для локализации отклонений от плана, возникающих в процессе производства. Одновременно он позволяет восполнить повышенные потребности деталей данного наименования сверх Ncp, если таковые возникнут в периоде изготовления новой партии, т. е. в течение Тц.
Таким образом, календарный план производства нормализованных (общих) деталей не подчинен заранее установленной системе сроков их потребления. Поэтому он строится только на объемных расчетах и расчетах общей потребности на программу.
Лекция 10 (5)
Нормативные расчеты размера незавершенного производства. Образование незавершенного производства. Определение средней нормы внутрицехового незавершенного производства по партии предметов.
Дата добавления: 2018-11-25; просмотров: 548;