Норма незавершенного производства по изделию в целом
Норма незавершенного производства по изделиям данного наименования Яизд определится равенством

где Н1ц, Н2ц и т. д. — суммарное назавершенное производство по всем частям изделия, изготовляемым в цехах (1ц, 2ц и т. д.);
Н1скл., Н2скл, Нскл.узл - суммарное незавершенное производство по всем частям изделия, проходящим через запасы на складах (1 скл, 2 скл и скл. узл.);
Нузл — незавершенное производство по узлам данного наименования, определяется по выведенным выше формулам для внутрицеховых и межцеховых запасов;
При этом весь комплект деталей узла рассматривается как одна совокупная деталь, общая трудоемкость которой равна ts-i, a себестоимость Pg; Нгл.сб— незавершенное производство, образующееся на главной сборке изделия.
Если длительность производственного цикла главной сборки велика и разделяется на ряд этапов, то незавершенное производство рекомендуется рассчитывать по каждому этапу в отдельности, а итоги суммировать.
Общая масса материала по i-и детали в незавершенном производстве, образующаяся на главной сборке, определится из равенства

где Тэi — длительность периода от начала производственного цикла главной сборки до момента начала его эi-го этапа, на котором используется i-я деталь.
Следовательно, разность Тгл.сб —Тэi показывает длительность периода времени до выпуска готового изделия, в течение которого i-я деталь фигурирует в процессе главной сборки.
В итоге общий вес материала, фигурирующего в незавершенном производстве по i-й детали в течение всего процесса производства изделия (Нматi)пр, равен

Первые три слагаемых рассчитываются по выражению (8 6) а четвертое — по (8.7).
Лекция 11 (6)
Техника построения календарных планов. Условия построения календарных планов. Построение пооперационно-подетального, точного календарного плана.
Календарный план производства разрабатывается для каждой стадии технологического процесса (практически для каждого цеха)
отдельно.
Техника построения календарного плана должна быть подчинена следующим основным требованиям:
1) обеспечение своевременного начала производства и сроков выпуска по каждой позиции плана (узла, детали, заготовки, отдельной операции — в зависимости от стадии производства и требуемой детализации сроков);
2) соответствие планируемой системы сроков показателям kсм, kз и планомерному использованию оборудования и площадей;
3) соответствие планируемой системы сроков установленным планом по труду численности и квалификации производственных рабочих.
В зависимости от относительной трудоемкости планируемой продукции различаются следующие способы построения календарных планов для цеха в целом или отдельного предметного участка:
1) построение точного пооперационно-подетального (или сборочного) плана-графика, отвечающего в наиболее точной мере указанным выше основным требованиям;
2) построение ориентировочного плана-графика;
3) разработка календарно-объемного плана.
Построение пооперационно-подетального, точного календарного плана
Построение точного пооперационно-подетального календарного плана 1 представляет сложный процесс.
Сущность расчетов и графических построений такого плана, если выразить ее в общем виде, заключается в следующем.
1. В соответствии с установленным крайним сроком изготовления партии деталей данного наименования на календарном плане графически наносят все операции, выполняемые в данном цехе (участке).
2. График каждой операции изображается в виде отрезка линии, длина которой, выраженная в рабочих днях, равна

3. Каждая операция на графике проверяется в отношении возможности выполнения в установленные сроки путем нанесения ее на план загрузки соответствующего рабочего места.
Для этой цели параллельно с календарным планом строится план загрузки всех рабочих мест или рабочих участков. Сроки начала и конца каждой операции в календарном плане должны совпадать со сроками этих операций в плане загрузки соответствующего рабочего места.
В связи с этим первоначально установленные в календарном плане сроки выполнения операций корректируются и окончательно определяются только в процессе планирования загрузки рабочих мест.
Первоначальное установление в календарном плане сроков запуска и выпуска по каждой из многочисленных операций выполняется при помощи предварительно построенных вспомогательных графиков. Это — упрощенные, неточные планы, в которых сроки по операциям не проверяются на их соответствие ,плану непрерывной загрузки рабочих мест. Вспомогательные графики строятся для каждой партии деталей данного наименования.
При построении такого графика должны быть соблюдены следующие три условия:
1) выполнение крайнего срока выпуска готовой партии деталей (  дет);
дет);
2) соблюдение установленной технологическим процессом последовательности операций;
3) для всех пар смежных операций и деталей всех наименований, включаемых во вспомогательный график, предусматривается межоперационный перерыв одинаковой длительности tсрмо.
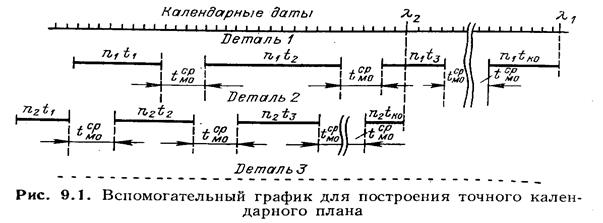
На рис. 9.1 представлена схема вспомогательного графика календарного плана. Очевидно, что представленный график является убедительным только в отношении соблюдения крайних сроков ^ поступления готовых деталей на узловую сборку и вовсе неубедительным в отношении длительности межоперационных перерывов, т. е. в отношении точного соблюдения сроков смежных операций.
В верхней части (рис.9.2) помещен календарный план главной сборки изделия, начало каждого k-го этапа которой определяет сроки выпуска соответствующих узлов узл. Начало сборки узлов определяет общий крайний срок подачи всего комплекта готовых деталей ( дет).
Календарное размещение сроков производства многочисленных деталеопераций должно обеспечить не только выполнение конечных сроков дет, узл, и изд, но и равномерную, непрерывную работу сборочных бригад, рабочих механообрабатывающих цехов и участков. Это требование необходимо учесть при составлении плана загрузки производственного участка каждого рабочего дня, т. е. на каждый данный момент 001. Однако оно не могло быть предусмотрено при составлении календарного плана производства изделия в целом.
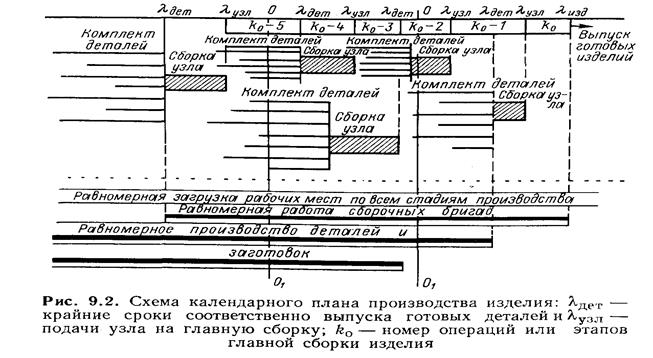
Все линии на этом рисунке, обозначающие в упрощенной форме план производства деталей в комплекте для различных узлов, представляют, по существу, вспомогательные графики (см. рис. 9.1). В силу недостаточности масштабов выпуска в программу цеха или участка включаются детали различных изделий.
В соответствии со сроками, диктуемыми многочисленными графиками, на загрузку одной и той же группы оборудования в каждый данный рабочий день (001 — рис. 9.2) могут претендовать детали многих наименований. Как известно, такая концентрация продукции по срокам загрузки одной и той же группы рабочих мест является причиной возникновения межоперационных перерывов tмо (см. гл. 5). При совпадении сроков детали одних наименований должны быть календарно сдвинуты на более ранний или более поздний срок, а детали какого-то одного наименования — загружены на рабочие места в установленный вспомогательным графиком срок. Те детали, по которым запуск и выпуск будут сдвинуты на более ранние сроки, увеличивают свой межоперационный перерыв tмо в сочетании с последующей операцией (+tмо) сдвинутые на более поздний срок, наоборот, сокращают и могут довести его до нуля (tмо = 0) и даже до отрицательной величины (-tмо).
При построении точного календарного плана требуется максимально уточнить время межоперационных перерывов для каждой пары смежных операций: точно устанавливается рабочий день (начала и окончания каждой последующей операции), согласованный с точными сроками непрерывной загрузки соответствующего рабочего места.
При определении (Трез)тш необходимо учитывать различные условия, при которых происходит построение точного календарного плана.
Некоторые из таких условий:
1. Крайние сроки выпуска конкурирующих деталей ( ) одинаковы, и по всем деталям планируются сроки запуска и выпуска первых операций. Очевидно, что предпочтение при загрузке соответствующего рабочего места (выполняющего первые операции) дается детали, у которой наибольшая длительность производственного цикла.
2. Планируются промежуточные операции с различной нумерацией у различных деталей (при = const и Тц = const). Минимум резерва будет у детали, характеризующейся наименьшим количеством оставшихся операций:


3. Среди конкурирующих имеются детали, заведомо опаздывающие по срокам. Это значит, что по этим деталям, т. е. по оставшимся парам смежных операций, tсрмо частично или полностью исчерпано на предыдущих операциях. Минимальный резерв в этом случае следует искать по выражению

марное необходимое время на 1 шт. по всем оставшимся операциям.
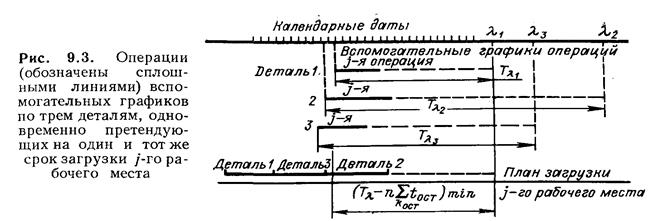
4. Конкурирующие детали имеют различные сроки выпуска . Для определения детали с минимумом резерва времени можно пользоваться выражением (9.1). Но более четким признаком приоритета детали здесь следует признать максимум требуемой скорости производства Uтах для обеспечения своевременного выпуска конкурирующей детали. Выражение такого показателя приведено в равенстве

На рис. 9.3 показаны вспомогательные графики по трем деталям с различными сроками выпуска ( ) и  , у которых сроки выполнения j-x операций (загружающих рабочие места j-й группы оборудования) совпадают.
, у которых сроки выполнения j-x операций (загружающих рабочие места j-й группы оборудования) совпадают.
Построение точного пооперационно-подетального календарного плана является сложной задачей. Наибольшую трудность представляет точное согласование многочисленных сроков календарного плана со сроками загрузки рабочих мест. Для практической реализаций такого важного требования надо стремиться к тому, чтобы план загрузки рабочих мест был построен на закреплении деталеопераций за определенными рабочими местами по стандарту, а построенный точный календарный план действовал в течение ряда плановых периодов.
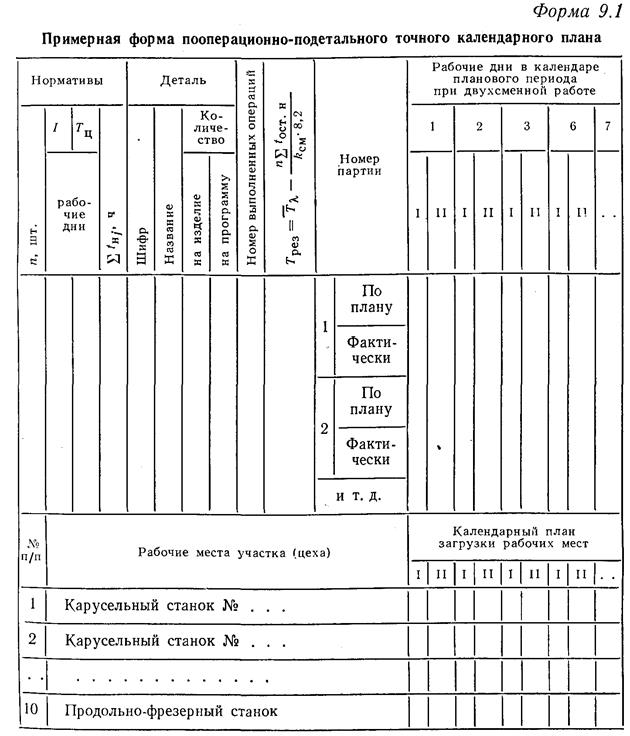
Следует учитывать, что в процессе построения точного календарного плана как бы сочетаются в особой форме вторая и третья стадии ОПП: кроме календарного плана и в полной увязке с ним строится на длительный отрезок времени также и календарный план загрузки рабочих мест с такой же дифференциацией сроков исполнения каждой деталеопераций.
Следовательно, сбалансированность потребных и имеющихся трудовых и других ресурсов проверяется с той же точностью по срокам, с какой построен сам точный календарный план (форма 9.1). Нижняя часть формы может быть выделена в качестве самостоятельного календарного плана загрузки рабочих мест.
Ориентировочный (неточный) план-график
Ориентировочный календарный план также является поопера-ционно-подетальным. Но его построение не связывается с планом загрузки рабочих мест. В этом заключается простота его разработки и основное отличие от точного календарного плана и сходства со вспомогательными графиками.
Порядок построения этого плана следующий.
1. По каждой партии деталей строится календарный план с фиксированием сроков выполнения отдельных операций. В качестве календарного плана может быть, использован заранее построенный и рассчитанный производственный цикл партии деталей. При таком методе построения межоперационные перерывы tсрмо, откладываются после каждой операции равными отрезками.
2. Для деталей, характеризуемых особо сложным, ответственным и длительным контролем качества или требующих особых транспортных устройств и длительного транспортирования, в календарном плане предусматривается после соответствующих операций особое время на вспомогательные операции.
3. Крайние сроки выпуска каждой партии деталей так же, как и для точного плана, должны быть согласованы со сроками их потребления на следующей стадии технологического процесса.
4. Для особо трудоемких деталей, Гц которых не укладывается в оставшееся до ^ время, применяются методы параллельного совмещения наиболее трудоемких операций. Экономия получается, как известно, за счет замены + tсрмо на - tмо.
5. Построенный таким образом календарный план является как бы механическим соединением производственных циклов различных партий деталей в одном документе. Каждая партия деталей получает на плане самостоятельное движение в производстве вне зависимости от движения партий деталей других наименований. В процессе непосредственного производства частные сроки операций, намеченные в плане, неизбежно будут изменяться в результате скопления различных партий при загрузке данного рабочего места. По этой причине установленные планом сроки, как и календарный план в целом, являются ориентировочными (неточными).
6. Проверка соответствия ориентировочного календарного плана по трудовым ресурсам участка или цеха выполняется только укрупненно.
Точная проверка этого соответствия по каждому рабочему месту осуществляется в процессе оперативного планирования (третий этап ОПП), а именно, когда составляются сменные задания и решаются вопросы приоритета деталей при загрузке рабочих мест.
Область применения ориентировочных (неточных) календарных планов распространяется на серийное производство большого числа трудоемких деталей машин с малым масштабом выпуска.
Календарно-объемный план
Календарно-объемный план строится во всех тех случаях, когда графическое построение и расчеты пооперационных сроков нецелесообразны.
В составе любой машины имеется значительное количество мелких, средних и даже крупных деталей малой и средней трудоемкости с несложным процессом производства (3—5 операций). Разработка пооперационно-подетальных планов для таких деталей (как уже указывалось выше) является громоздкой и практически нереальной. Вместе с тем сравнительно короткие циклы производства этих деталей позволяют значительно упростить составление плана.
Календарно-объемный план составляется обычно на каждый месяц в форме ведомости, содержащей список наименований деталей по изделиям и узлам.
По всему списку деталей устанавливается один общий месячный срок выпуска. По отдельным дефицитным или опоздавшим в изготовлении наименованиям, задерживающим выпуск комплекта деталей, устанавливается точный срок (определенная дата) выпуска.
Для проверки соответствия задания ресурсам участка или цеха составляется ведомость загрузки по группам оборудования в том же порядке, в каком выполняются уточненные объемные рачеты на первом этапе оперативно-производственного планирования — при составлении объемного плана.
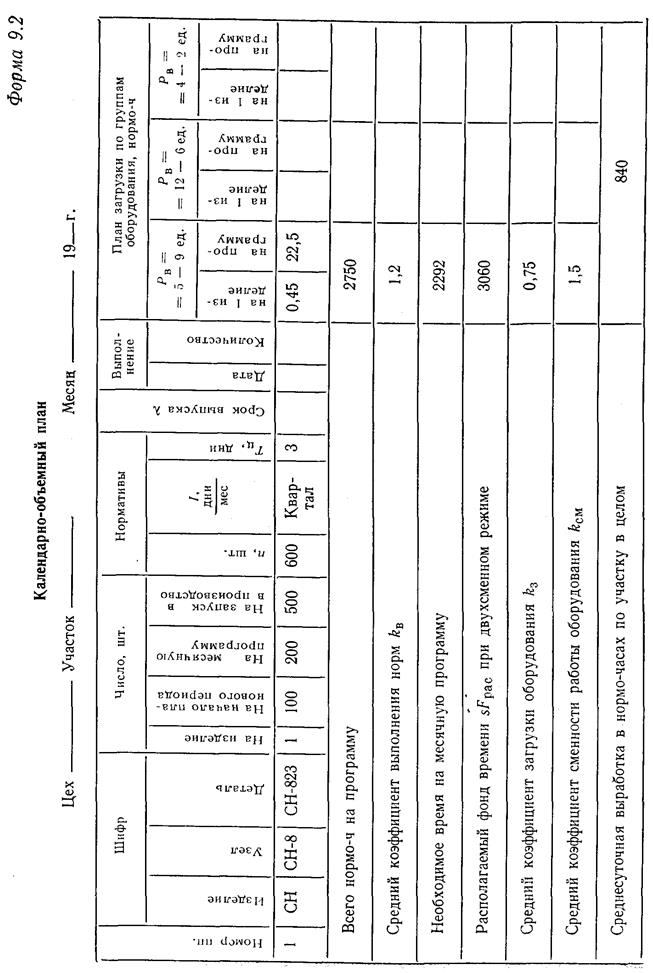
Форма календарно-объемного плана (форма 9.2) сочетает в одном документе календарный план (левая половина) и обосновывающие его объемные расчеты загрузки оборудования (правая половина).
Проверка календарного плана на загрузку оборудования путем сравнения необходимого времени на месячную программу с располагаемым фондом по группам оборудования производится один раз в месяц. Любая деталь может быть изготовлена и выпущена в начале, в середине и в конце месяца. Следовательно, результаты работы в течение месяца остаются скрытыми и становятся известными только по общим результатам (показателям) за месяц.
Между тем, в течение месяца могут иметь место обычные в машиностроении отклонения от нормы, например:
1) перегрузка рабочих мест в результате превышения размеров по одним наименованиям за счет невыполнения плана (объема загрузки) по другим наименованиям;
2) перегрузка за счет работ, не предусмотренных календарно-объемным планом;
3) колебания в загрузке рабочих мест за счет потерь фонда времени, связанных с неудовлетворительной подготовкой производства, и возможные другие отклонения.
Профилактика подобных, обычно многочисленных отклонений в процессе выполнения календарно-объемного плана весьма затруднена.
Для устранения этого недостатка рекомендуется применять соответствующие показатели систематического контроля выполнения плана. Так, не следует ограничивать учет и контроль работы участка (цеха) только по объему выработанных нормо-часов — только по среднесуточной выработке (форма 9.2). Особо важное значение имеет контроль выполнения календарно-объемного плана по номенклатуре.
Такой контроль выполнения плана целесообразно осуществлять по программе (например, месячной) в целом и по коротким отрезкам планового периода путем определения соответствующих двух показателей:
1) общий показатель выполнения плана по номенклатуре по программе
где  и
и  - количество наименований деталей за плановый период, фактически выпущенное и заданное по календарно-объемному плану на весь плановый период;
- количество наименований деталей за плановый период, фактически выпущенное и заданное по календарно-объемному плану на весь плановый период;
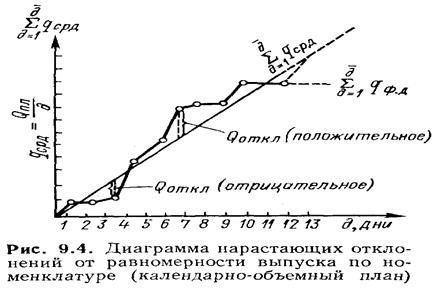
2) показатель отклонений от равномерности выпуска по номенклатуре, определяемый в течение планового периода Q. Одновременно определяется на каждый рабочий день нарастающий суммарный итог отклонений от равномерности выпуска:


Оперативный учет выполнения календарно-объемного плана по номенклатуре может быть представлен наглядно на диаграмме нарастающих итогов (отрицательных и положительных разностей) на каждый рабочий день (рис. 9.4).
Заметное отставание за ряд дней от среднедневного выпуска (<3откл отрицательное) позволит своевременно выявить причины и организовать в процессе производства его устранение или сокращение.
Перечисленные методы построения календарного плана отражают, каждый в отдельности, основную характеристику производственного задания: трудоемкость планируемых изделий и деталей, масштаб и характер их выпуска.
Календарный план должен быть не только планирующим, но и оперативным документом. Чтобы отвечать этому назначению, он должен содержать необходимые данные, свидетельствующие о фактическом выполнении запланированных работ.
Лекция 12, 13
Особенности календарного планирования единичного и мелкосерийного производства. Определение длительности производственного цикла. Назначение и использование календарно-нормативных расчетов в мелкосерийном и единичном производстве. Порядок построения календарных планов.
Дата добавления: 2018-11-25; просмотров: 640;