Определение длительности производственного цикла
Основой для составления календарного плана мелкосерийного и единичного производства служат следующие расчеты и построения.
1. Определение длительности производственного цикла главной сборки изделия, сборки узлов, изготовления трудоемких (ведущих) деталей узлов, заготовок и наиболее важных и сложных предметов технологической оснастки (инструментов, приспособлений, моделей, штампов).
2. Построение типового графика межцеховых опережений и опережения выпуска готового изделия по схеме: главная сборка — сборка основных узлов — изготовление ведущих деталей основных узлов - изготовление заготовок для ведущих деталей — инструментальная подготовка производства для комплектов деталей основных узлов.
3. Построение ориентировочного межцехового календарного плана подготовки и изготовления изделия в целом, определение длительности производственного цикла изделия и распределение трудовых затрат по календарным отрезкам межцехового плана.
Как и все расчеты и построения в оперативно-производственном планировании, основные нормативные расчеты в рассматриваемом типе производства также следует начинать с завершающей стадии производства — общей (главной) сборки • изделия — и затем переходить к следующей стадии в порядке, обратном последовательности технологического процесса.
Производственный цикл общей сборки изделия.
Если всю общую сборку изделия поручить бригаде с количеством р рабочих из расчета их полной и равномерной загрузки, то календарный период Тц (дни) от начала первой и до конца последней операции сборки определится как частное от деления:

Согласно этой формуле, календарный период Гц в основном определяется тем количеством рабочих, которое допустимо для одновременной сборки изделия. График работы внутри бригады определяется в процессе самой сборки путем переброски рабочих по мере необходимости с одной операции на другую.
Такой порядок работы практикуется при выполнении единичных заказов и изготовлении опытных экземпляров неосвоенных изделий. В этих случаях нет четкой разбивки сборочного процесса на этапы и отдельные операции, а нормы времени определяются грубо и укрупненно. Узловая сборка здесь обычно не выделяется в особый календарный график, а объединяется с общей сборкой, и из-за этого сроки изготовления отдельных деталей не могут быть увязаны в достаточной мере точно со сроками их действительной потребности.
В условиях мелкосерийного повторяющегося производства указанная формула и вытекающие из нее упрощения не обеспечивают правильного построения производственного цикла изделия и своевременного выполнения отдельных стадий технологического процесса. Большая часть основных (укрупненных) операций общей сборки в тяжелом машиностроении связана с поступлением к их началу готовых узлов и отдельных деталей, причем каждая укрупненная
операция допускает определенное число р рабочих для одновременной работы. От величины р зависит тот календарный отрезок времени, в течение которого может быть выполнена данная операция. Помимо этого, повторяемость заказа создает условия для специализации производственных рабочих (бригад рабочих) по отдельным видам сборочных работ.
Поэтому необходимо предварительно рассчитать длительность сборки по отдельным укрупненным операциям. Сумма их составит длительность производственного цикла общей сборки:

выполняющих данную укрупненную операцию.
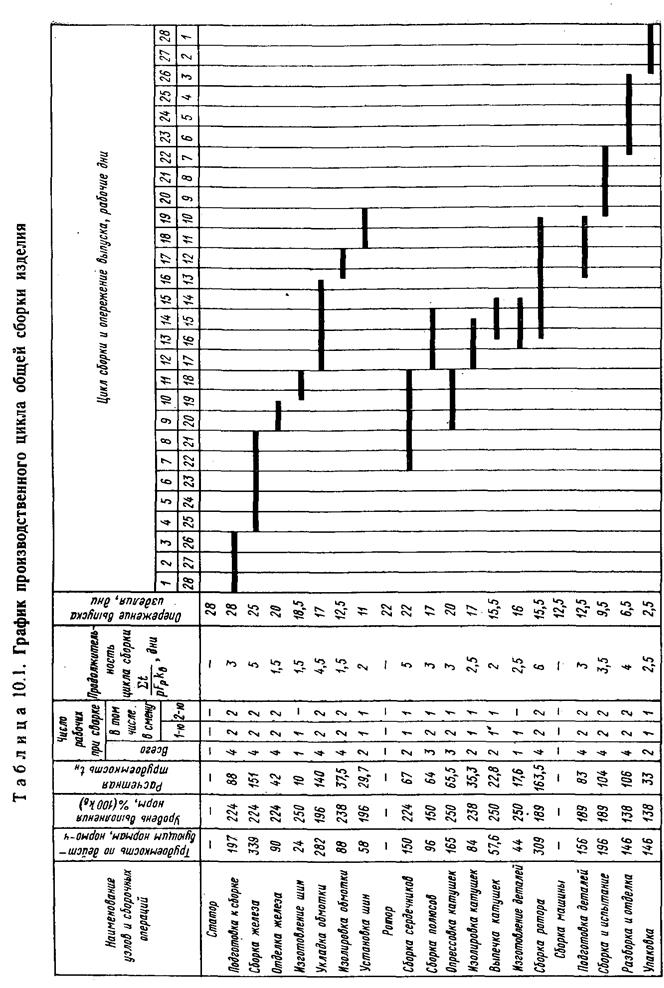
Длительность Тц может быть сокращена за счет параллельного выполнения смежных операций. Возможность такого сокращения определяется в процессе построения графика (табл. 10.1—10.3) общей сборки изделия. График производственного цикла общей сборки составляется в следующем порядке.
1. Как обычно, по вертикали перечисляются в порядке последовательности выполнения укрупненные операции общей сборки. Граница укрупнения операции при построении графика определяется следующими условиями: 1) постоянство количества и квалификации рабочих бригады, выполняющей всю совокупность частичных операций, составляющих данную укрупненную операцию; 2) охват данной укрупненной операцией сборки определенной конструктивно завершенной части машины, состоящей из одного или нескольких собранных узлов; 3) минимальная длительность производства укрупненной операции, устанавливаемая ориентировочно в зависимости от сложности схемы сборки (например, не меньше одного рабочего дня).
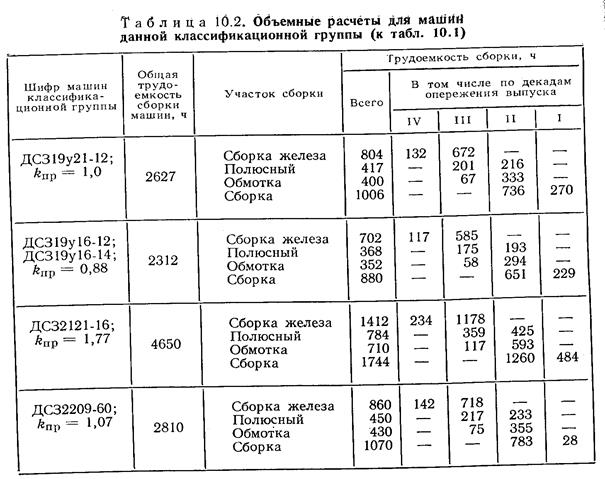
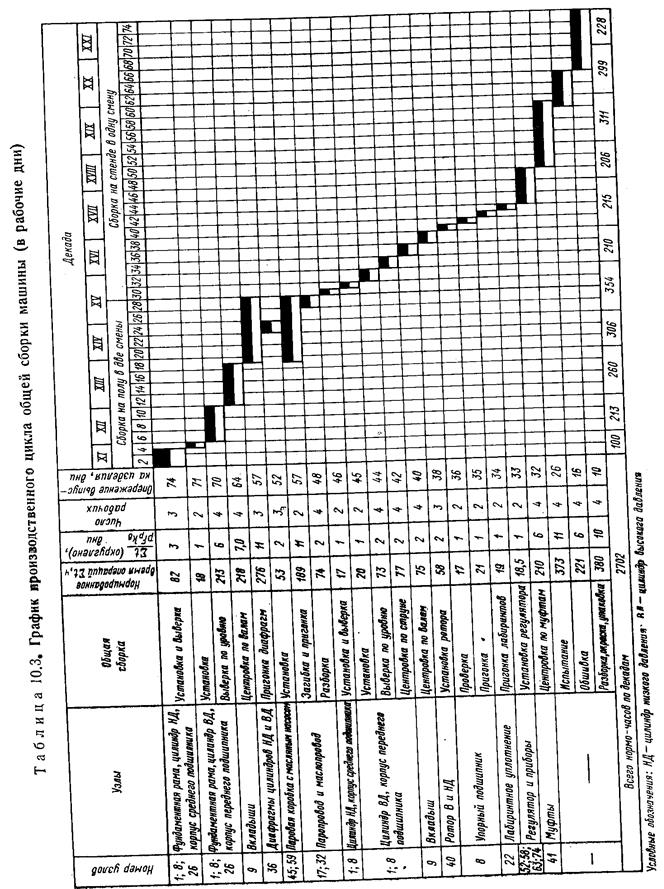
2. Против каждой укрупненной операции записываются: 1) узлы и детали, имеющиеся в наличии к началу выполнения данной укрупненной операции (в том случае, если предметом сборочной операции служит комплекс предварительно собранных узлов). Так, согласно графику табл. 10.2, к моменту выполнения первой укрупненной операции общей сборки турбины «Установка и выверка» должны быть поданы узлы: фундаментная рама, цилиндр низкого давления и средний подшипник; 2) норма времени в часах; 3) число рабочих р, одновременно участвующих в работе.
3. По каждой укрупненной операции указывается длительность сборки, рассчитанная по формуле (10.1), с округлением в днях (см. табл. 10.1—10.3).
4. Зачерчивается график общей сборки по каждой укрупненной операции в соответствии с результатами расчета по формуле (10.1).
5. По каждой укрупненной операции (или комплексу укрупненных операций) определяется в днях длительность опережения запуска по отношению к выпуску готовой машины. Первая укрупненная операция начинается с опережением Топi, равным длительности производственного цикла всей общей сборки Топ1 — Тц; вторая укрупненная операция, очевидно, начинается с опережением Топ2= Топ1-t1, где t1 — длительность первой операции (дни), определяемая по формуле (10.1).
Третья укрупненная операция начинается с опережением, равным
Топ3= Топ2-t2 и т. д.; t2 - длительность второй операции, определяемая аналогично t1.
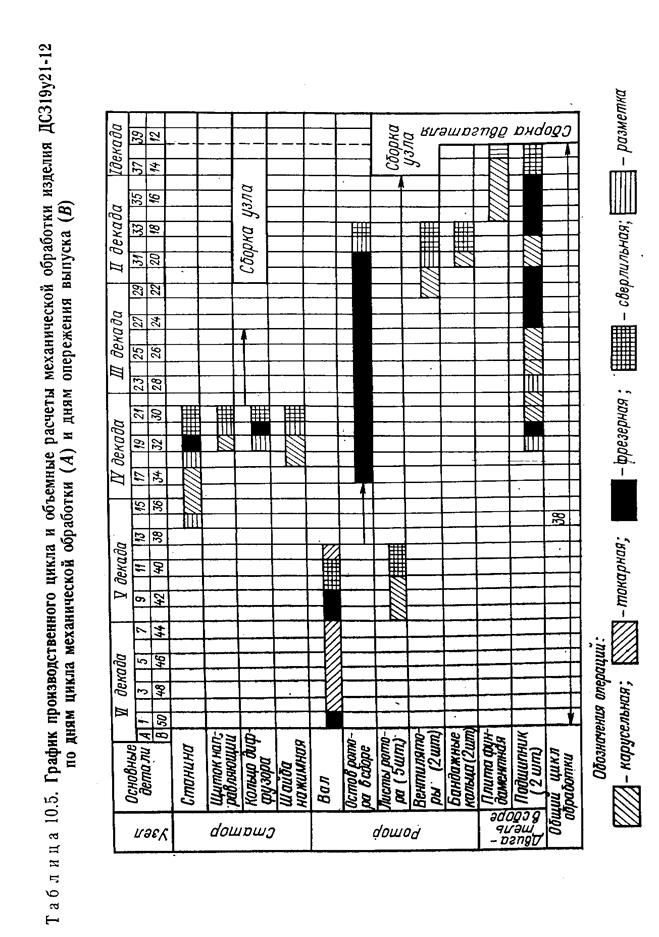
Так, согласно графику табл. 10.1, общая сборка статора двигателя ДС319у21-12 начинается с опережением выпуска готового изделия на 28 дней, а начало сборки ротора опережает выпуск готового изделия на 22 дня и т. д.
6 На каждый отрезок времени (месяц, декаду, день) подсчитываются по графику затраты нормо-часов, а по всему производственному циклу определяется общий объем нормо-часов, потребный для выполнения сборочных работ (см. табл. 10.3).
Производственный цикл узловой сборки.
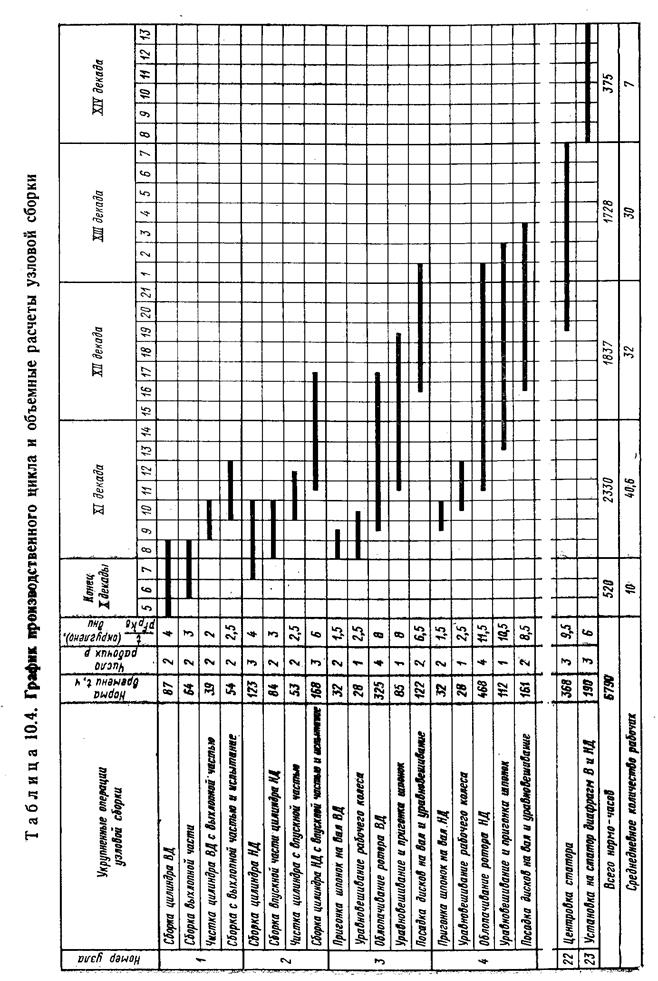
Производственный цикл узловой сборки по машине в целом определяется следующим образом (см графики узловой сборки паровой турбины в табл. 10.4).
1. Для каждого узла в отдельности строится график сборки по укрупненным операциям.
2. Длительность каждой укрупненной операции рассчитывается так же, как и длительность общей сборки (по формуле 10.1), исходя из нормы времени, количества занятых на данной операции рабочих р и среднего коэффициента выполнения норм kВ.
3. Смежные укрупненные операции размещаются в графике параллельно в том случае, если характер их допускает одновременную работу двух бригад.
4. Календарный срок окончания последней укрупненной операции данной узловой сборки определяется сроком подачи готового узла на общую сборку.
Так, на графике узловой сборки (табл. 10.4) срок окончания сборки цилиндра высокого давления с выхлопной частью (узел № 1) показан в середине декады XI, исходя из того, что в конце этой декады (или в начале следующей) начинаются установка и выверка этого узла на общей сборке (см. табл. 10.3).
5. Календарный срок, или величина опережения начала сборки по отношению к сроку окончания сборки узла, определяется просто в результате построения графиков укрупненных операций.
6. На каждый отрезок времени (месяц, декаду) подсчитываются по графику затраты нормо-часов на узловую сборку по машине в целом. В сумме по всему производственному циклу эти затраты должны быть равны объему нормированного (  ) по всем узлам времени (табл. 10.4, где сумма = 6790 нормо-ч.).
) по всем узлам времени (табл. 10.4, где сумма = 6790 нормо-ч.).
На каждый отрезок времени (месяц, декаду) устанавливается среднедневное количество рабочих, необходимое для выполнения плана узловой сборки по машине в целом (с учетом kВ).
В табл. 10.4 представлены график производственного цикла и объемные расчеты по узловой сборке. Содержание графика и отдельные графы не требуют пояснения.
Производственный цикл механической обработки.
Порядок построения производственного цикла комплекта деталей для узла и определения его длительности следующий.
1. Длительность производственного цикла каждой детали комплекта (узла) определяется самостоятельно.
2. Взаимное расположение на графике производственных циклов отдельных деталей узла подчиняется графику Производственного цикла наиболее трудоемкой детали узла: готовность всех деталей прямо или косвенно (т. е. когда деталь поступает на сборку узла в составе промежуточной сборки) приурочивается к моменту готовности наиболее трудоемкой детали. В табл. 10.5 приведен пример графика обработки деталей узловых сборок двигателя ДС319у21-12.
Из графика видно, что выпуск всего комплекта деталей статора планируется по сроку выпуска станины, являющейся «ведущей» деталью. Такими же ведущими деталями для ротора служат вал и остов ротора (в сборе), а для двигателя в сборе — подшипники.
Длительность производственного цикла всего комплекта деталей узла благодаря параллельному построению производства отдельных деталей равна длительности производственного цикла наиболее трудоемкой детали (или части узла в случае сложного, его состава, например, остова ротора в сборе; см. табл. 10.5).
3. График производственного цикла механической обработки строится только для трудоемких деталей. Мелкие и нетрудоемкие детали с длительностью производства, исчисляемой часами, учитываются только в объемных расчетах механической обработки по узлу в целом.
В табл. 10.5 такие детали не показаны, но в суммарных затратах нормо-часов (табл. 10.6) они должны быть предусмотрены.
4. Производственный цикл каждой трудоемкой детали строится путем простого нанесения на график последовательно чередующихся операций, начиная с конечной операции и совмещая ее конец с моментом готовности наиболее трудоемкой детали основного или промежуточного узла. Применение методов сокращения длительности (параллельного совмещения сложных операций) здесь, как правило, исключается, так как обычно размер партии п = 1 шт. (одному комплекту).
5. При построении графиков механической обработки следует учитывать поправки на межоперационные перерывы.
Метод определения средней нормы  для различных групп деталей такой же, как и в серийном, регулярно повторяющемся производстве.
для различных групп деталей такой же, как и в серийном, регулярно повторяющемся производстве.
Для наиболее трудоемких (ведущих деталей, определяющих длительность цикла всего комплекта) деталей узла, норма  должна быть определена особенно жестко исходя из необходимости максимально возможного сокращения производственного цикла изделия в целом.
должна быть определена особенно жестко исходя из необходимости максимально возможного сокращения производственного цикла изделия в целом.
6. После построения производственного цикла механической обработки комплекта деталей узла нетрудно рассчитать по примеру узловой и общей сборки объем как общих затрат нормо-часов, так и отдельных, по видам механической обработки.
7. При наличии графиков механической обработки по комплектам деталей отдельных узлов можно определить длительность производственного цикла и распределение трудовых затрат по всей совокупности механической обработки.
Увязав полученные результаты с графиками узловой и общей сборки, мы определим общий цикл производства машины в механосборочной стадии и суммарные затраты нормо-часов по отдельным отрезкам времени.
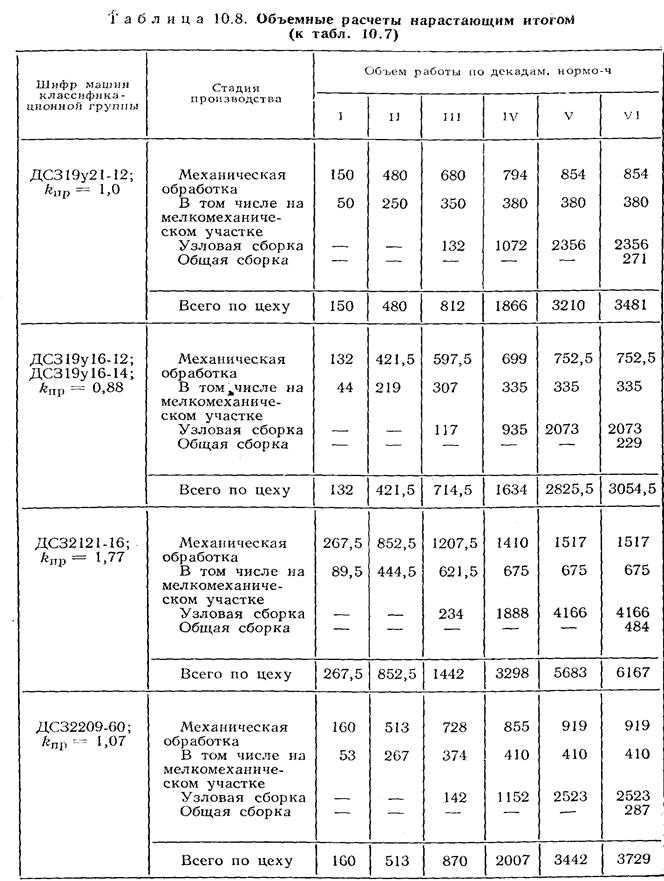
В табл. 10.7 представлен график производственного цикла машины, увязывающей стадию механической обработки с этапами сборочного процесса. В табл. 10.8 приведен объемный расчет необходимых нормо-часов по каждой стадии и сводный расчет по всем представленным в графике стадиям (график в табл. 10.7 согласован но срокам с графиками табл. 10.1 и 10.6).
Производственный цикл и объемные расчеты в заготовительной стадии производства.
Графики в табл. 10.6 позволяют определить все сроки подачи комплекта отливок и поковок к началу механической обработки деталей каждого данного узла машины.
Длительность производственного цикла комплекта заготовок, как и при механической обработке, рассчитывается исходя из длительности производства литья или поковки по наиболее трудоемкой позиции. В производственный цикл этих деталей необходимо включить только основные операции:
по литью — изготовление стержней, формовку и заливку, обрубку;
но поковкам — заготовку материала (протяжку, резку), работу на кузнечных машинах и термообработку.
Расчеты по обычно большому числу малотрудоемких заготовок следует вести только в разрезе потребного объема нормо-часов, упрощая эти расчеты. Для использования этого упрощенного метода по заготовительным операциям необходимо:
1) иметь спецификацию отливок и поковок по данной машине с указанием принадлежности каждого наименования к той или иной группе сложности;
2) знать массу каждой заготовки (черная масса для механической обработки);
3) по каждой группе сложности надо иметь среднюю норму трудоемкости единицы массы.
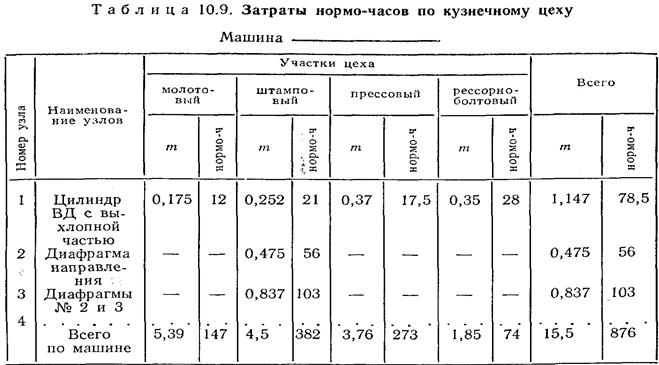
В целях четкости планирования работ все7объемные расчеты целесообразно вести для узлов по участкам данного заготовительного цеха. Суммарные итоги затрат нормо-часов по каждому узлу и по участкам цеха следует свести в таблицу отдельно по каждому заготовительному цеху (табл. 10.9). Необходимо помнить, что в качестве планово-учетной единицы для заготовительных и обрабатывающих цехов (участков) в мелкосерийном и единичном типах производства надо предпочитать комплект деталей на узел х.
Для построения графиков и определения длительности производственного цикла машины в целом в общий межцеховой график следует включить только длительности наиболее трудоемких и сложных поковок и отливок, а все прочие малотрудоемкие наименования учитывать только в объемных расчетах в виде суммарных затрат времени по узлам. Распределение затрат нормо-часов по отрезкам времени производится в том же порядке, что и на механосборочной стадии (табл. 10.7 и 10.8).
Дата добавления: 2018-11-25; просмотров: 1338;