ТИПОВОЙ МАРШРУТ ИЗГОТОВЛЕНИЯ КОРПУСА
Последовательность механической обработки корпуса призматического типа с плоским основанием и основным отверстием с осью, параллельной основанию.
Заготовительная
Заготовки корпусов из серого чугуна отливают в земляные, металлические (кокиль) или оболочковые формы, из стали - в земляные формы, кокиль или по выплавляемым моделям. Заготовки из алюминиевых сплавов отливают в кокиль или литьём под давлением. В единичном и мелкосерийном производствах применяют сварные корпуса из стали. Заготовки корпусных деталей перед механической обработкой проходят ряд подготовительных операций.
Фрезерная (протяжная)
Фрезеровать, или протянуть плоскость основания начерно и начисто или с припуском под плоское шлифование (при необходимости). Технологическая база - необработанная плоскость, параллельная обрабатываемой поверхности. Оборудование:
- в единичном и мелкосерийном производствах - вертикально-фрезерный и строгальный станки;
- в серийном - продольно-фрезерный или продольно-строгальный станки;
- в крупносерийном и массовом - барабанно- и карусельно-фрезерные, плоскопротяжные, агрегатно-фрезерные станки.
Сверлильная
Сверлить и зенковать (при необходимости) отверстия в плоскости основания. Развернуть два отверстия. Технологическая база - обработанная плоскость основания. Оборудование - радиально-сверлильный станок или сверлильный с ЧПУ, в массовом и крупносерийном производствах - многошпиндельный сверлильный станок или агрегатный станок.
Фрезерная
Обработка плоскостей, параллельных базовой (при их наличии). Технологическая база - плоскость основания. Оборудование - (см. операцию 10).
Фрезерная
Обработка плоскостей, перпендикулярных базовой (торцы основных отверстий). Технологическая база -плоскость основания и два точных отверстия. Оборудование - горизонтально-фрезерный или горизонтально-расточной станок.
Расточная
Растачивание основных отверстий (черновое и чистовое, или с припуском под точное растачивание). Технологическая база - та же (см. операцию = 025). Оборудование - единичное производство - универсальный горизонтально-расточной станок:
- мелкосерийное и среднесерийное - станки с ЧПУ расточно-фрезерной группы и многооперационные
станки;
- крупносерийное и массовое - агрегатные многошпиндельные станки.
Точность межосевых расстояний, а также точность положения отверстий достигается с помощью:
- разметки (от ± 0,1 мм до + 0,5 мм);
- пробных расточек (до + 0,02 мм);
- координатное растачивание на горизонтально-расточных станках (до ± 0,02 мм);
- обработка по кондукторам и шаблонам (до ± 0,02 мм, ± 0,03 мм). 035 Сверлильная
Сверлить (зенковать при необходимости), нарезать резьбу в крепёжных отверстиях. Технологическая база - та же. Оборудование - радиально-сверлильный, сверлильный с ЧПУ, многооперационный, сверлильный многошпиндельный и агрегатный станки (в зависимости от типа производства).
Плоскошлифовальная
Шлифовать (при необходимости) плоскость основания. Технологическая база - поверхность основного отверстия или обработанная плоскость, параллельная базовой (в зависимости от требуемой точности расстояния от базовой плоскости до оси основного отверстия). Оборудование - плоскошлифовальный станок с прямоугольным или круглым столом.
Расточная
Тонкое растачивание основного отверстия. Технологическая база - базовая плоскость и два отверстия. Оборудование - алмазно-расточной станок. С целью выдерживания принципа постоянства баз большинство операций обработки (020, 025, 030, 035), за исключением операций подготовки технологических баз (010, 015) и отделки основных поверхностей (040, 045), часто концентрируют в одну операцию, выполняемую на горизонтально-расточном (единичное производство), многооперационном (серийное) или агрегатном (массовое) станках.
В маршрут обработки разъёмных корпусов дополнительно к вышеприведённым операциям включают:
- обработку поверхности разъёма у основания (фрезерная);
- обработку поверхности разъёма у крыши (фрезерная);
- обработку крепёжных отверстий на поверхности разъёма основания (сверлильная);
- обработку крепёжных отверстий на поверхности разъёма крышки (сверлильная);
- сборку корпуса промежуточную (слесарно-сборочная операция);
- обработку двух точных отверстий (обычно сверлением и развёртыванием) под цилиндрические или конические штифты в плоскости разъёма собранного корпуса).
ТИПОВОЙ МАРШРУТ ИЗГОТОВЛЕНИЯ КРОНШТЕЙНА
Рассматриваемый кронштейн (рис. 99) изготавливается литьём в разовые формы с машинной формовкой по деревянным моделям. Материал - серый чугун.
005 Вертикально-фрезерная
Оборудование: вертикально-фрезерный станок. Приспособление специальное. Фрезеровать плоскость 1 под шлифование.
010 Радиально-сверлильная
Оборудование: радиально-сверлильный станок, приспособление - кондуктор.
1. 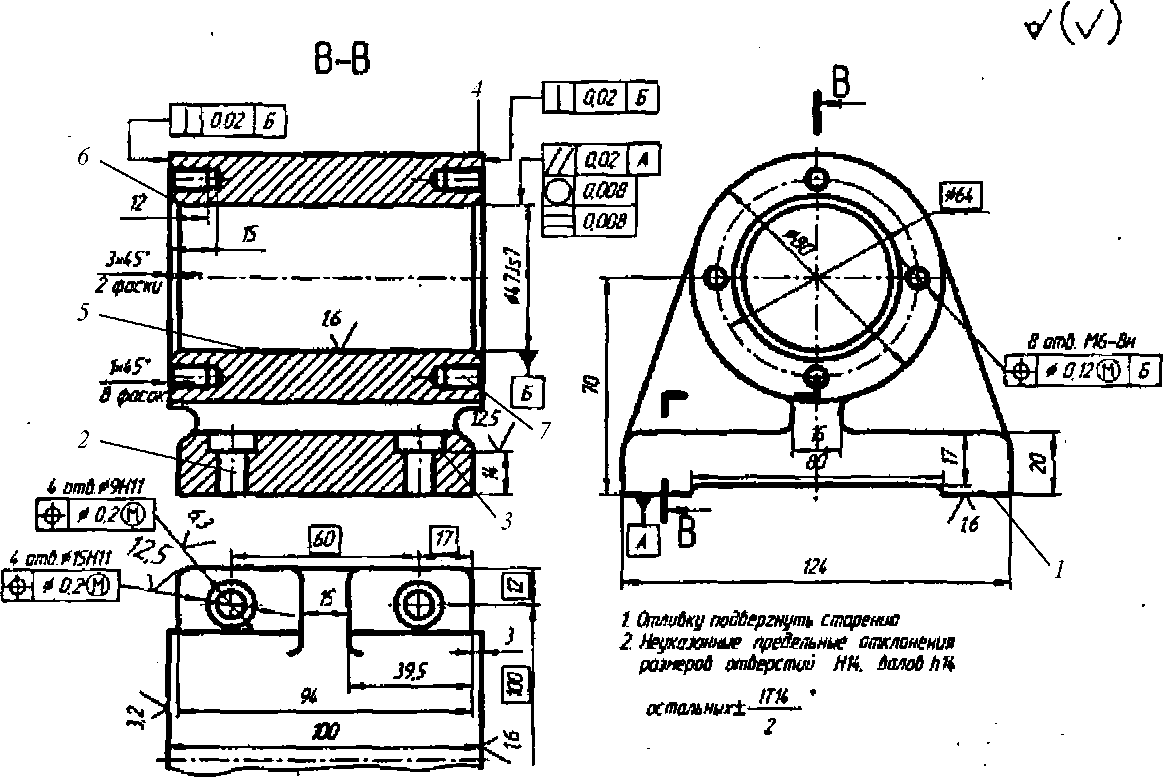
| Рис. 99. Кронштейн |
Сверлить четыре отверстия 2 и 3. Зенкеровать четыре отверстия 3.
Токарная
Оборудование: токарный станок. Подрезать торец 4, расточить отверстие 5, точить фаску 6. (Обработка противоположного торца не показана). 020. Радиально-сверлильная
Оборудование: станок радиально-сверлильный. Приспособление - кондуктор. Сверлить, зенкеровать, нарезать резьбу в четырёх отверстиях 7 (обработка отверстий на противоположном торце не показана).
Плоскошлифовальная
Оборудование: станок плоскошлифовальный. Приспособление специальное. Шлифовать плоскость основания начисто.
Внутришлифовальная
Оборудование: внутришлифовальный станок. Шлифовать отверстие 5.
ОБРАБОТКА ДЕТАЛЕЙ КЛАССА "НЕКРУГЛЫЕ СТЕРЖНИ" (РЫЧАГИ)
ХАРАКТЕРИСТИКА РЫЧАГОВ
К деталям класса рычагов относятся собственно рычаги, тяги, серьги, вилки, балансиры, шатуны (рис. 100).
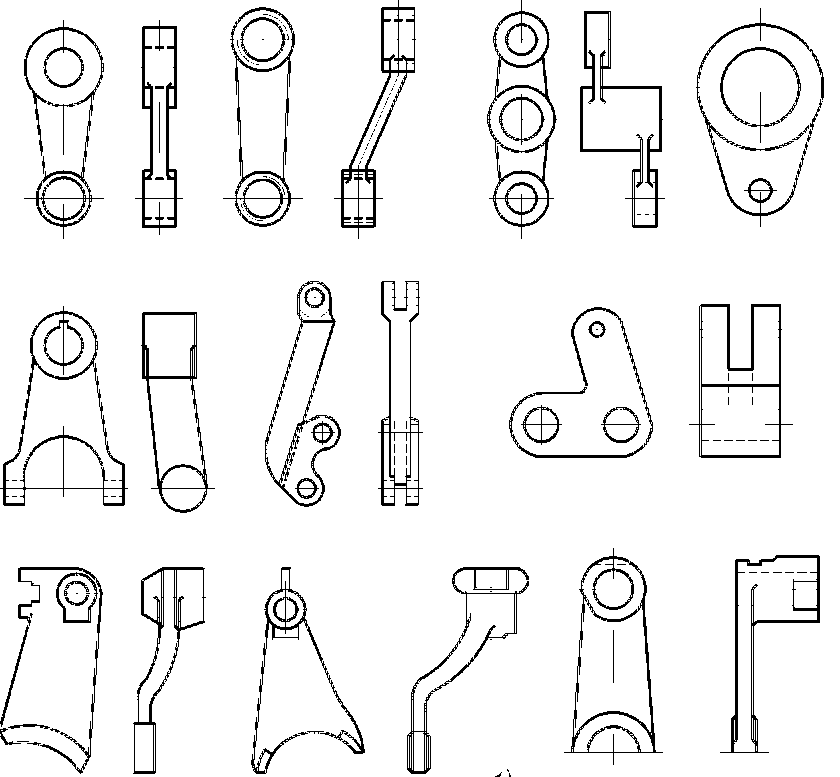
Рис. 100.Конструктивные разновидности рычагов, вилок и шатунов
Рычаги являются звеньями системы машин, аппаратов, приборов, приспособлений. Совершая качательное или вращательное движение, рычаги передают необходимые силы и движения сопряжённым деталям, заставляя их выполнять требуемые перемещения с надлежащей скоростью. В других случаях рычаги, например прихваты, остаются неподвижными и фиксируют относительное положение сопряжённых деталей.
Детали класса рычагов имеют два отверстия или больше, оси которых расположены параллельно или под прямым углом. Тело рычагов представляет собой стержень, не обладающий достаточной жёсткостью. В деталях этого класса, кроме основных отверстий, обрабатываются шпоночные или шлицевые пары, крепёжные отверстия и прорези в головках. Стержни рычагов часто не обрабатывают.
Значительное разнообразие конструкций рычагов вызывает необходимость их классификации с целью сужения типовых технологических процессов. С этой целью рекомендуется следующая классификация:
1. рычаги, у которых торцы втулок имеют общую плоскость или их торцы лежат в одной плоскости;
2. рычаги, у которых торцы втулок лежат в разных плоскостях;
3. рычаги, у которых имеется длинная втулка с отверстием и значительно более короткие втулки.
Дата добавления: 2017-10-09; просмотров: 2999;