Протяжная (долбежная)
Протянуть (долбить в единичном производстве) шпоночный паз или шлицевое отверстие.
Технологическая база - отверстие и базовый торец колеса. Оборудование - горизонтально-протяжной или долбежный станки. Применяются варианты чистового протягивания отверстия на данной операции вместо чистового растачивания на предыдущей операции.
Шпоночные пазы в отверстиях втулок зубчатых колёс, шкивов и других деталей обрабатываются в единичном и мелкосерийном производствах на долбёжных станках, а в крупносерийном и массовом - на протяжных станках. На рисунке 89 показано протягивание шпоночного паза в заготовке зубчатого колеса на горизонтально-протяжном станке. Заготовка 1 насаживается на направляющий палец 4, внутри которого имеется паз для направления протяжки 2. Когда канавка протягивается за 2-3 рабочих хода, то под протяжку помещают подкладку 3.
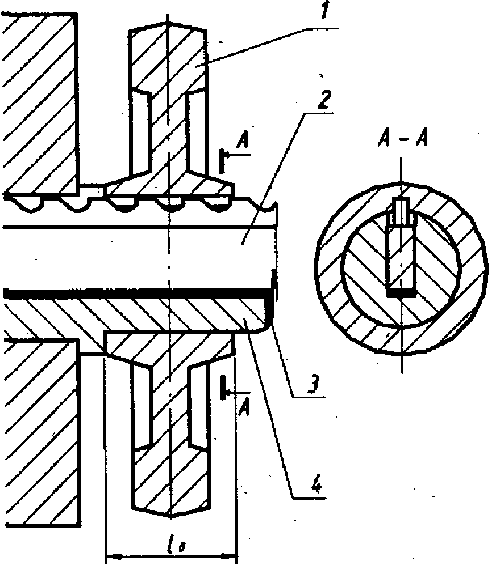
| Рис. 89. Протягивание шпоночного паза в отверстии |
025 Токарная
Точить базовый и противолежащие торцы, наружную поверхность венца начисто.
Технологическая база - поверхность отверстия (реализуется напрессовкой на оправку, осевое положение на оправке фиксируется путём применения подкладных колец при запрессовке заготовки). Необходимость данной операции вызывается требованием обеспечения соосности поверхностей вращения колеса. Оборудование -токарно-винторезный (единичное производство), токарный с ЧПУ (серийное) или токарный многорезцовый полуавтомат.
Зубофрезерная
Фрезеровать зубья начерно (обеспечивается 8-я степень точности). Технологическая база - отверстие и базовый торец (реализуется оправкой и упором в торец). Оборудование - зубофрезерный полуавтомат.
Зубофрезерная
Фрезеровать зубья начисто (обеспечивается 7-я степень точности).
Шевинговальная
Шевинговальная операция повышает на единицу степень точности зубчатого колеса. Операции применяют для термообрабатываемых колёс с целью уменьшения коробления зубьев, так как снимается поверхностный наклёпанный слой после фрезерования. Технологическая база - отверстие и базовый торец (реализуется оправкой). Оборудование - зубошевинговальный станок.
Термическая
Калить заготовку или зубья (ТВЧ) или цементировать, калить и отпустить - согласно техническим требованиям. Наличие упрочняющей термообработки, как правило, приводит к снижению точности колеса на одну единицу.
Внутришлифовальная
Шлифовать отверстие и базовый торец за один установ. Обработка отверстия и торца за один установ обеспечивает их наибольшую перпендикулярность. Технологическая база - рабочие эвольвентные поверхности зубьев (начальная окружность колеса) и торец, противолежащий базовому. Реализация базирования осуществляется специальным патроном, у которого в качестве установочных элементов используют калибровочные ролики или зубчатые секторы. Необходимость такого базирования вызвана требованием обеспечения равномерного съёма металла и зубьев при их последующей отделке с базированием по отверстию на оправке. Оборудование - внутришлифовальный станок.
При базировании колеса на данной операции за наружную поверхность венца для обеспечения соосности поверхностей вращения необходимо ввести перед иди после термообработки круглошлифовальную операцию для шлифования наружной поверхности венца и торца, противолежащего базовому (желательно за один уста-нов на оправке). Технологическая база - отверстие и базовый торец. Оборудование - круглошлифовальный или торцекруглошлифовальный станки. Необходимость отделки наружной поверхности венца колеса часто вызывается также и тем, что контроль основных точностных параметров зубьев производится с использованием этой поверхности в качестве измерительной базы.
Плоскошлифовальная
Шлифовать торец, противолежащий базовому (если необходимо по чертежу). Технологическая база - базовый торец. Оборудование - плоскошлифовальный станок с прямоугольным или круглым столом.
Зубошлифовальная
Шлифовать зубья. Технологическая база - отверстие и базовый терец. Оборудование - зубошлифовальный станок (обработка обкаткой двумя тарельчатыми или червячным кругами или копированием фасонным кругом). При малом короблении зубьев при термообработке (например, при азотировании вместо цементации) операция зубошлифования может быть заменена зубохонингованием или вообще отсутствовать.
Наличие зубошлифовальной или зубохонинговальной операции определяется наличием и величиной коробления зубьев при термообработке. Двукратное зубофрезерование и шевингование зубьев до термообработки может обеспечить 6-ю степень точности. При потере точности во время термообработки на одну степень конечная 7-я степень точности будет достигнута. Введение отделочной операции зубошлифования или зубохо-нингования необходимо только при уменьшении точности колеса при термообработке больше, чем на одну степень.
Контрольная
Применяются варианты техпроцесса с однократным зубофрезерованием, но с двукратным зубошлифованием.
Наличие упрочняющей термообработки приводит, как правило, к снижению степени точности колёс на одну единицу, что требует введения дополнительной отделочной операции. Для незакаливаемых зубчатых колёс шевингование является последней операцией; перед термообработкой шевингуют зубья в целях уменьшения деформации колеса в процессе термообработки и повышения степени на одну единицу.
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОРПУСНЫХ ДЕТАЛЕЙ
ХАРАКТЕРИСТИКА КОРПУСНЫХ ДЕТАЛЕЙ
К корпусам относят детали, содержащие систему отверстий и плоскостей, координированных друг относительно друга. К корпусам относят корпуса редукторов, коробок передач, насосов и т.д. Корпусные детали служат для монтажа различных механизмов машин. Для них характерно наличие опорных достаточно протяжённых и точных плоскостей, точных отверстий (основных), координированных между собой и относительно базовых поверхностей и второстепенных крепёжных, смазочных и других отверстий.
По общности решения технологических задач корпусные детали делят на две основные группы:
а) призматические (коробчатого типа) с плоскими поверхностями больших размеров и основными отверстиями, оси которых расположены параллельно или под углом;
б) фланцевого типа с плоскостями, являющимися торцовыми поверхностями основных отверстий.
Рис. Корпус редуктора
Призматические и фланцевые корпусные детали могут быть разъёмными и неразъёмными. Разъёмные корпуса имеют особенности при механической обработке.
Технологические задачи.
Точность размеров:
- точность диаметров основных отверстий под подшипник по 7-му квалитету с шероховатостью Ка = 1,6...0,4 мкм, реже - по 6-му квалитету Ка = 0,4...0,1 мкм;
- точность межосевых расстояний отверстий для цилиндрических зубчатых передач с межцентровыми расстояниями 50...800 мм от ± 25 до ± 280 мкм;
- точность расстояний от осей отверстий до установочных плоскостей колеблется в широких пределах от 6-го до 11-го квалитетов.
Точность формы:
- для отверстий, предназначенных для подшипников качения, допуск круглости и допуск профиля сечения не должны превышать (0,25...0,5) поля допуска на диаметр в зависимости от типа и точности подшипника;
- допуск прямолинейности поверхностей прилегания задаётся в пределах 0,05...0,20 мм на всей длине;
- допуск плоскостности поверхностей скольжения - 0,05 мм на длине 1 м.
Точность взаимного расположения поверхностей:
- допуск соосности отверстий под подшипники в пределах половины поля допуска на диаметр меньшего отверстия;
- допуск параллельности осей отверстий в пределах 0,02...0,05 мм на 100 мм длины;
- допуск перпендикулярности торцовых поверхностей к осям отверстий в пределах 0,01...0,1 мм на 100 мм радиуса;
- у разъёмных корпусов несовпадение осей отверстий с плоскостью разъёма в пределах 0,05...0,3 мм в зависимости от диаметра отверстий.
Качество поверхностного слоя. Шероховатость поверхностей отверстий Ка = 1,6...0,4 мкм (для 7-го ква-литета); Ка = 0,4...0,1 мкм (для 6-го квалитета); поверхностей прилегания Ка = 6,3...0,63 мкм, поверхностей скольжения Ка = 0,8...0,2 мкм, торцовых поверхностей Ка = = 6,3...1,6 мкм. Твёрдость поверхностных слоёв и требования к наличию в них заданного знака остаточных напряжений регламентируются достаточно редко и для особо ответственных корпусов.
МАТЕРИАЛЫ И ЗАГОТОВКИ ДЛЯ КОРПУСОВ
В машиностроении для получения заготовок широко используются серый чугун, модифицированный и ковкий чугуны, углеродистые стали; в турбостроении и атомной технике - нержавеющие и жаропрочные стали и сплавы; в авиастроении - силумины и магниевые сплавы; в приборостроении - пластмассы.
Чугунные и стальные заготовки отливают в земляные и стержневые формы. Для сложных корпусов с высокими требованиями по точности и шероховатости (корпуса центробежных насосов) рекомендуется литьё в оболочковые формы и по выплавляемым моделям.
Заготовки из алюминиевых сплавов получают отливкой в кокиль и под давлением. Замена литых заготовок сварными производится для снижения веса и экономии материала, при этом толщина стенок корпуса может быть уменьшена на 30...40 % по сравнению с литыми корпусами.
ОСНОВНЫЕ СХЕМЫ БАЗИРОВАНИЯ
При обработке корпусных деталей используются следующие методы базирования:
- обработка от плоскости, т.е. вначале окончательно обрабатывают установочную плоскость, затем принимают её за установочную базу и относительно неё обрабатывают точные отверстия;
- обработка от отверстия, т. е. вначале окончательно обрабатывают отверстие и затем от него обрабатывают плоскость.
Чаще применяется обработка от плоскости (базирование более простое и удобное), однако более точным является обработка от отверстия, особенно при наличии в корпусах точных отверстий больших размеров и при высокой точности расстояния от плоскости до основного отверстия (например, корпуса задних бабок токарных и шлифовальных станков).
При работе первым методом труднее выдерживать два точных размера - диаметр отверстия и расстояние до плоскости.
При базировании корпусных деталей стараются выдерживать принципы совмещения и постоянства базы. Ниже приведены наиболее часто используемые схемы базирования.
При изготовлении корпусных деталей призматического типа широко используется базирование по плоской поверхности 1 и двум отверстиям 2, чаще всего обработанным по 7-му квалитету (рис. 90).
Детали фланцевого типа базируются на торец фланца 1, отверстие 2 большего диаметра и отверстие 3 малого диаметра во фланце. Распределение опорных точек зависит от соотношения длины базирующей части отверстия к его диаметру (рис. 92, 93).

| Рис. 92. Базирование корпусной заготовки на плоскость, длинное отверстие и отверстие малого диаметра во фланце |
При базировании корпусов используют следующие опоры: а) постоянные: сменные, со сферической, плоской, рифленой поверхностью; б) регулируемые;
ОБРАБОТКА РАЗЪЁМНЫХ И НЕРАЗЪЁМНЫХ КОРПУСОВ
Маршрут обработки неразъёмных корпусов включает 3 этапа:
1. Обработка базовых поверхностей (наружной плоскости и установочных отверстий);
2. Обработка основных отверстий;
3. Обработка крепёжных и других мелких отверстий.
Маршрут обработки разъёмных корпусов:
1. Обработка базовых поверхностей;
2. Обработка плоскостей разъёма;
3. Обработка крепёжных отверстий, предназначенных для соединения отдельных частей корпуса;
4. Сборка корпуса с обработкой отверстий под контрольные штифты;
5. Обработка основных отверстий;
6. Обработка крепёжных отверстий и других мелких отверстий и плоскостей.
МЕТОДЫ ОБРАБОТКИ ПОВЕРХНОСТЕЙ КОРПУСОВ
В мелкосерийном и единичном производствах обработку заготовок корпусных деталей выполняют на универсальных станках без приспособлений и начинают с разметки:
1) наносят риски центровых осей;
2) от этих осей намечают остальные оси отверстий и контуры детали;
3) размечают окружности отверстий.
Разметкой определяют положение осей основных отверстий, плоских и других поверхностей.
Обработку плоских поверхностей можно производить различными методами на различных станках - строгальных, долбёжных, фрезерных, протяжных, токарных, расточных, многоцелевых, шабровочных и др. (лезвийным инструментом); шлифовальных, полировальных, доводочных (абразивным инструментом).
Наиболее широкое применение находят строгание, фрезерование, протягивание и шлифование.
Строганиенаходит большое применение в мелкосерийном и единичном производстве благодаря тому, что для работы на строгальных станках не требуется сложных приспособлений и инструментов, как для работы на фрезерных, протяжных и других станках.
Этот метод обработки является весьма гибким при переходе на другие условия работы. Однако он малопроизводителен: обработка выполняется однолезвийным инструментом (строгальными резцами) на умеренных режимах резания, а наличие вспомогательных ходов увеличивает время обработки. Кроме того, для работы на этих станках требуются рабочие высокой квалификации. Строгание и долбление применяют в единичном и мелкосерийном производствах.
При строгании применяют: поперечно-строгальные, а также одно- и двухстоечные продольно-строгальные станки. Строгание на продольно-строгальных станках применяют в серийном производстве и при обработке крупных и тяжёлых деталей практически во всех случаях. Объясняется это простотой и дешевизной инструмента и наладки; возможностью обрабатывать поверхности сложного профиля простым универсальным инструментом, малой его чувствительностью к литейным порокам, возможностью снимать за один рабочий ход большие припуски (до 20 мм) и сравнительно высокую точность (рис. 94).
При тонком строгании может быть достигнута шероховатость Ra = (1,6...0,8) мкм и неплоскостность 0,01 мм для поверхности 300 х 300 мм.
Для увеличения производительности процесса строгания заготовки устанавливают в один или несколько рядов; обрабатывают одновременно заготовки деталей различных наименований.
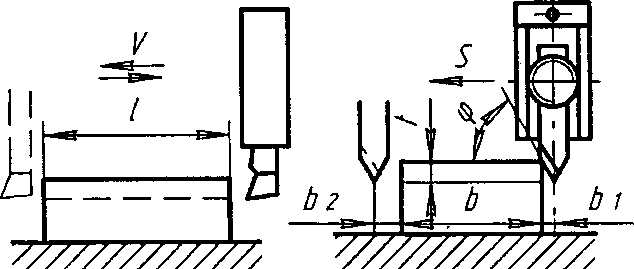
Рис. 94. Схема строгания плоской поверхности:
l - длина заготовки, мм; b2 - перебег резца, мм; b - ширина заготовки, мм; b1 - врезание резца, мм; t - глубина резания, мм
Наиболее рационально применять строгание длинных и узких поверхностей. При обычной форме резца строгание производится с глубиной резания от 3 до 10 мм и подачей 0,8...1,2 мм на один двойной ход стола, обеспечивая 1Т 13 - 11; Rc = 3,2...12,5.
Фрезерование в настоящее время является наиболее распространённым методом обработки плоских поверхностей. В массовом производстве фрезерование вытеснило применявшееся ранее строгание.
Фрезерование осуществляется на фрезерных станках. Фрезерные станки разделяются на горизонтально-фрезерные, вертикально-фрезерные, универсально-фрезерные, продольно-фрезерные, карусельно-фрезерные, барабанно-фрезерные и многоцелевые.
Существуют следующие виды фрезерования (рис. 95): цилиндрическое (а), торцовое (б), двустороннее (в), трёхстороннее (г).
Широкое применение находит в настоящее время фрезерование торцовыми фрезами, а при достаточно больших диаметрах фрез (свыше 90 мм) - фрезерными головками (торцовыми фрезами со вставными ножами). Это объясняется следующими преимуществами фрезерования этими фрезами перед фрезерованием цилиндрическими фрезами:
- применением фрез больших диаметров, что повышает производительность обработки;
- одновременным участием в обработке большого числа зубьев, что обеспечивает более производительную и плавную работу;
- отсутствием длинных оправок, что даёт большую жёсткость крепления инструмента и, следовательно, возможность работать с большими подачами (глубинами резания);
- одновременной обработкой заготовок с разных сторон (например, при использовании барабанно-фрезерных станков).
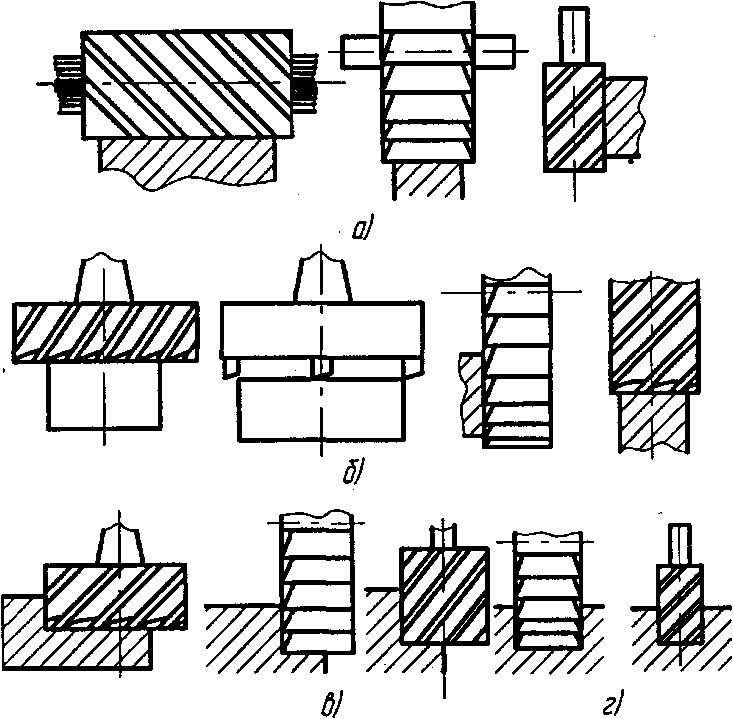
| Рис. 95. Схемы фрезерования плоских поверхностей: а - цилиндрического; б - торцового; в - двустороннего; г - трёхстороннего |
Фрезерование характеризуется высокой производительностью и сравнительно высокой точностью. Фрезерование в два перехода (черновой и чистовой) позволяет достичь: по точности размеров - 1Т9; по шероховатости Ra = 6,3...0,8 мкм; отклонение от плоскостности 40...60 мкм.
Одним из наиболее производительных способов фрезерования является обработка плоскостей на карусельно-фрезерных, барабанно-фрезерных станках, что возможно по непрерывному циклу. Одним из способов сокращения основного времени является внедрение скоростного и силового фрезерования. Скоростное фрезерование характеризуется повышением скоростей резания, при обработке стали до 350 м/мин, чугуна - до 450 м/мин, цветных металлов - до 2000 м/мин, при небольших подачах на зуб фрезы Sz = 0,05...0,12 мм/зуб - при обработке сталей, 0,3...0,8 мм/зуб - при обработке чугуна и цветных сплавов. Силовое фрезерование характеризуется большими подачами на зуб фрезы (Sz > 1 мм).
Как скоростное, так и силовое фрезерование выполняется фрезами, оснащёнными твёрдосплавными и керамическими пластинами.
Тонкое фрезерование характеризуется малыми глубинами резания (t = < 0,1 мм), малыми подачами (Sz = 0,05...0,10 мм) и большими скоростями резания.
Протягивание плоскостей реализуют на вертикально- и горизонтально-протяжных станках. Протягивание наружных плоских поверхностей благодаря высокой производительности и низкой себестоимости находит всё большее применение в крупносерийном и массовом производстве. Для этих типов производств протягивание экономически выгодно, несмотря на высокую стоимость оборудования и инструмента. В настоящее время фрезерование часто заменяют наружным протягиванием (плоскости, пазы, канавки и т.п.).
В массовом производстве для наружного протягивания применяют высокопроизводительные многопозиционные протяжные станки, а также станки непрерывного действия.
Протягивание является самым высокопроизводительным методом обработки плоскостей, обеспечивающим точность размеров 1Т7 - 1Т9, шероховатость Ra = (3,2...0,8) мкм.
Основными преимуществами протягивания по сравнению с фрезерованием являются: высокая производительность; высокая точность; высокая стойкость инструмента.
Ограничениями широкого применения протягивания являются его высокая стоимость и сложность инструмента.
Обычно при протягивании используются следующие режимы: подача на зуб Sz = 0,1...0,4 мм/зуб; скорость резания t = 6...12 м/мин с максимальными припусками до 4 мм с шириной протягивания до 350 мм.
Шабрение выполняют с помощью режущего инструмента - шабера - вручную или механическим способом. Шабрение вручную - малопроизводительный процесс, требует большой затраты времени и высокой квалификации рабочего, но обеспечивает высокую точность. Механический способ выполняют на специальных станках, на которых шабер совершает возвратно-поступательное движение. Точность шабрения определяют по числу пятен на площади 25 х 25 мм (при проверке контрольной плитой). Чем больше пятен, тем точнее обработка.
Сущность шабрения состоит в соскабливании шаберами слоёв металла (толщиной около 0,005 мм) для получения ровной поверхности после её чистовой предварительной обработки. Шабрение называют тонким, если число пятен более 22 и Ra < 0,08 мкм, и чистовым, если число пятен 6... 10, Ra < 1,6 мкм.
Шлифование. Как и наружные цилиндрические поверхности деталей типа тел вращения, плоские поверхности обрабатывают шлифованием, полированием и доводкой.
Шлифование плоских поверхностей осуществляют на плоскошлифовальных станках с крестовым или круглым столом как обычного исполнения, так и с ЧПУ. Плоское шлифование является одним из основных методов обработки плоскостей деталей машин (особенно закалённых) для достижения требуемого качества. В ряде случаев плоское шлифование может с успехом заменить фрезерование. Шлифование плоских поверхностей может быть осуществлено двумя способами: периферией круга и торцом круга (рис. 96). Шлифование периферией круга может осуществляться тремя способами: 1) многократными рабочими ходами;
2) установленным на размер кругом;
3) ступенчатым кругом.
При первом способе (рис. 96, а) поперечное движение подачи круга производится после каждого продольного хода стола, а вертикальное - после рабочего хода по всей поверхности длины деталей (l ).
При втором способе (рис. 96, б) шлифующий круг устанавливается на глубину, равную припуску, и при малой скорости перемещения стола обрабатывают заготовку по всей длине. После каждого рабочего хода шлифовальный круг перемещается в поперечном направлении от 0,7...0,8 высоты круга. Для чистового рабочего хода оставляют припуск 0,01...0,02 мм и снимают его первым способом. Этот способ применяют при обработке на мощных шлифовальных станках.
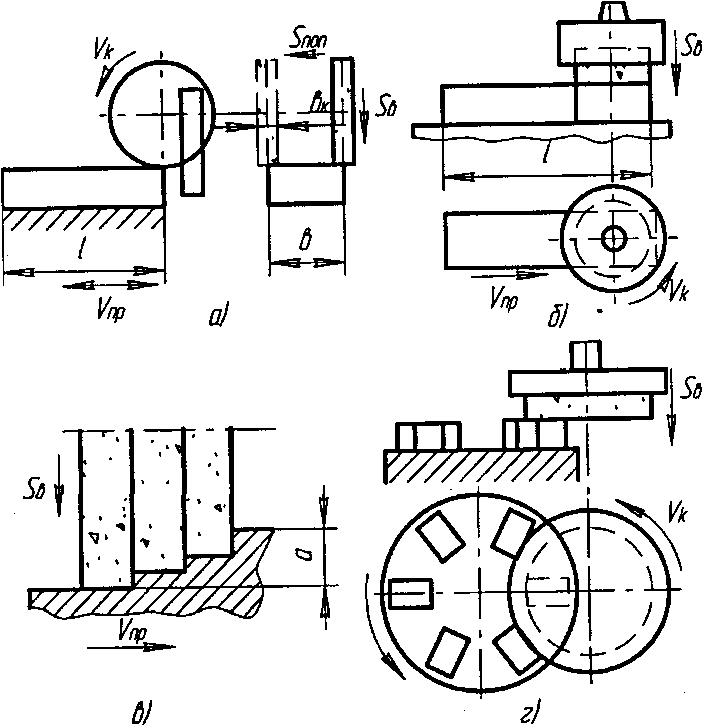
Рис. 96. Схемы шлифования плоскостей:
а - периферией круга; б - торцом круга; в - профилирующим кругом;
г - торцом круга на вращающемся столе
При шлифовании третьим способом круг профилируют ступеньками. Припуск (Z,), распределённый между отдельными ступеньками, снимается за один рабочий ход (рис. 96, в).
На рисунке 96, г показана схема шлифования установленным на размер кругом на станке с вращающимся столом.
Плоским шлифованием обеспечиваются следующие точность размеров и шероховатость поверхности:
- 1Т8-1Т9, Ra = 1,6 мкм - черновое (предварительное) шлифование;
- 1Т7-1Т8, Ra = (0,4.. .1,6) мкм - чистовое шлифование;
- 1Т7-1Т8, Ra = (0,4.. .1,6) мкм - тонкое шлифование.
Шлифование обычно производится с применением СОЖ.
Полирование поверхностей является методом отделочной обработки. В качестве абразивных инструментов применяют эластичные шлифовальные круги, шлифовальные шкурки.
Доводка плоскостей осуществляется на плоскодоводочных станках. Тонкую доводку плоских поверхностей осуществляют притирами. Осуществляют доводку при давлении 20... 150 кПа, причём, чем меньше давление, тем выше качество обработанной поверхности. Скорости при тонкой доводке небольшие (2...10 м/мин). С повышением давления и скорости производительность повышается.
Обработка отверстий.
В единичном и мелкосерийном производствах основные отверстия обрабатывают в основном на универсальных горизонтально-расточных, а при более высокой точности - на координатно-расточных станках, без применения расточных приспособлений.
В серийном производстве применяют на тех же станках расточные приспособления с кондукторными втулками для инструментов или на радиально-сверлильных станках с применением поворотных кондукторов.
В крупносерийном производстве применяют специальные многошпиндельные агрегатные станки. При обработке отверстий диаметром до 50 мм последовательно проводят: сверление, зенкерование, развёртывание.
Особую сложность вызывает обработка соосных отверстий. Такие отверстия (до d = 50 мм) обрабатываются либо с одной стороны или с двух поворотом стола.
Отделочная обработка отверстий производится на специальных станках для тонкого растачивания или на хонинговальных станках. Крепёжные и смазочные отверстия в мелкосерийном производстве обрабатывают на радиально-сверлильных станках с применением накладных кондукторов или по разметке. Резьбу диаметром до 8 мм нарезают вручную, более 8 мм на станке. Контроль корпусных деталей производится: плоскостей - уровнемером или индикатором; отверстий - штангенциркулем, микрометром, предельными калибрами, нутромет-рами; соосность - гладкими или ступенчатыми оправками; межосевые - штангенрейсмусом, индикатором расстояния.
Дата добавления: 2017-10-09; просмотров: 3847;