12 страница. Из несъёмных деталей были повреждены лонжероны, брызговики, панель радиатора
Из несъёмных деталей были повреждены лонжероны,
брызговики, панель радиатора. Было решено заменить
панель радиатора целиком и лонжероны частично.
Подготовительная часть работ включала в себя уда-
ление всех повреждённых деталей, то есть панели пе-
редка полностью и повреждённых (передних) частей
лонжеронов.
Затем были отрихтованы брызговики и примерены
новая панель, крылья, капот, бампер и фары с целью
установить их правильное взаимоположение.
Выяснилось попутно, что погнуты растяжки передней
подвески. После того как детали были окончательно
подогнаны, пришло время заняться лонжеронами.
От купленных лонжеронов были отрезаны передние уча-
стки нужной длины и также были подогнаны по месту.
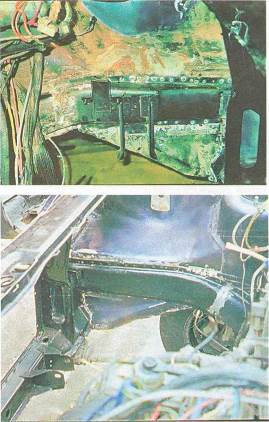
Далее лонжероны и панель передка были подготов-
лены к сварке и приварены. Места сварки показаны
на фотографиях.
|
Здесь нужны некоторые пояснения.
Лонжерон как силовой профиль состоит из двух по-
ловин (сечение см. рис. 8.1). Одна из них (правая) от-
штампована заодно с брызговиком, другая, более тол-
стая (левая), точечной сваркой соединяется с ней
в замкнутый профиль. В нашем случае была заменена
внутренняя часть. Наружная, отштампованная заодно
с брызговиком, была отрихтована и не заменялась.
О
рис. 8.1
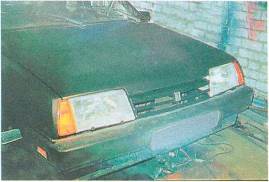
Перед тем как окончательно сварить новые детали,
автомобиль был предварительно собран, т. е. были ус-
тановлены все новые детали — капот, бампер, фары
и даже номерной знак.
|
После окончания сварочных работ место стыковой
сварки внутренней части лонжерона было зачищено,
зашпатлёвано, подготовлено к окраске и окрашено.

|
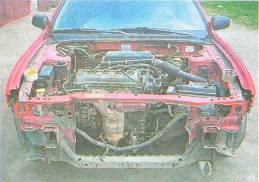
Ещё один пример.
Автомобиль Nissan Almera получил средней величи-
ны повреждения после наезда на препятствие.
Все эти детали были быстро куплены, так как име-
лись в наличии в магазине запчастей.
Для экономии бюджета было куплено «чёрное» нео-
ригинальное кузовное железо и неоригинальный поли-
пропиленовый бампер (Тайвань). Следует заметить, что
оригинальное железо к «японкам» стоит традиционно
дорого.

| Поэтому от новой панели передка отсверлили верх- нюю половину... |
| Восстановлению не подлежали капот, бампер, пре- словутый «телевизор» и некоторые другие детали — планка крепления бампера (в магазинах его называют усилитель бампера) и поперечина . |

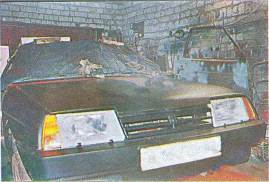
| .и на саморезах временно закрепили на автомобиле. |НШ |
|

| Закрепили также и все остальные новые детали - капот, планку крепления бампера, поперечину, бам- пер. Были установлены также старые частично уцелев- шие фары, замок капота и его привод. |
Панель передка («телевизор») заменялась лишь час-
тично, а именно, верхняя её часть, так как нижняя
часть в аварии практически не пострадала.
«Телевизор» был наглухо приварен лишь после того,
как были подогнаны абсолютно все детали, включая
замок капота.
Сварные точки были загерметизированы материалом
KS-1000 (Car System) (п. 4.9, 9.2) при помощи кисти,
и только после этого «телевизор» был окрашен.

|
8.3.1. КРИТЕРИИ ПРАВИЛЬНОСТИ
УСТАНОВКИ СИЛОВЫХ ЭЛЕМЕНТОВ КУЗОВА
Восстанавливать геометрию кузова приходится тог-
да, когда он был изрядно повреждён. Мы не будем рас-
сматривать примеры фатально разбитых автомобилей,
кузовы которых в процессе ремонта были собраны из
кусков от других автомобилей. Этот вопрос мы подроб-
но обсудим в другой литературе.
Рассмотрим в меру повреждённые автомобили, вос-
становление которых экономически целесообразно.
Чтобы восстановить геометрию кузова, почти всегда
приходится заменять повреждённые силовые элементы.
Сосредоточимся на некоторых особенностях процесса
применительно к гаражным условиям. Главная особен-
ность - это отсутствие стапеля и измерительной системы.
Как вы знаете, стапель, или стевд - это мощная плат-
форма из стальных балок, к которой специальными за-
жимами крепят ремонтируемый автомобиль, чтобы
с помощью силовых гидроцилиндров выправить его ку-
зов. Измерительная система - это система на базе ла-
зерной оптики и персонального компьютера, позволя-
ющая точно определить величины, на которые были
смещены контрольные точки повреждённого кузова.
Процесс восстановления геометрии кузова находится
под непрерывным контролем измерительной системы.
Как правило, стенд и измерительная система образуют
единый комплекс и позволяют править практически
любой автомобиль.
Вернемся, однако, с небес на землю, а точнее,
в гараж.
Замена крыльев, как съёмных, так и несъёмных, по-
рогов, дверей, как уже отмечалось, не требует приме-
нения каких-то сложных способов контроля геометрии
кузова, особенно если он не повреждён и вы заменяе-
те, допустим, проржавевшие детали. В этом случае по-
ложение новой детали, как уже отмечалось, контроли-
руется по её расположению относительно старых.
Дело меняется, когда кузов повреждён и у вас нет
уверенности в том, что новая силовая деталь, устанав-
ливаемая взамен повреждённой, займет правильное по-
ложение.
И в самом деле, если в результате аварии у автомо-
биля пришли в негодность, например, передние лон-
жероны, то нет сомнений в том, что их необходимо
заменить. Но как сделать это правильно? Иными сло-
вами, что нужно сделать для того, чтобы новые сило-
вые элементы кузова заняли правильное положение?
Существует два способа сделать это.
1. Прямой способ. В этом случае кузов помещается
на стапель, конструкция которого обеспечивает одно-
значно правильное положение вновь устанавливаемых
силовых элементов. Говоря по-другому, стапель имеет
специальные крепления, обеспечивающее правильное
(то есть в соответствии с картой контрольных точек,
имеющихся в ремонтной литературе для любого авто-
мобиля) положение новых силовых элементов относи-
тельно кузова.
Замером правильности положения контрольных
точек занимается измерительная система.
2. Косвенный способ. Иначе его можно назвать гараж-
ным. В этом случае обходимся без стапеля
и измерительной системы.
1. Для этого нужно предварительно собрать автомо-
биль, установив на него с помощью временных креплений
(саморезов и струбцин) все новые кузовные детали, а так-
же абсолютно все детали, которые определяют правиль-
ное взаимное расположение как новых кузовных деталей,
так новых и старых. К ним могут относиться двигатель,
фары, бампер, решетка радиатора и т. п.
2. Предварительная сборка ведется способами, позво-
ляющими оперативно менять взаимное положение новых
кузовных деталей (струбцины, саморезы, «прихваты»
сваркой), то есть вести подгонку.
Рассмотрим довольно сложный пример.
Полностью отрезали разбитую переднюю часть пе-
реднеприводного автомобиля. Устанавливаете на ав-
томобиль на саморезах и струбцинах новые лонже-
роны в сборе с брызговиками, панель радиатора,
крылья, капот, фары, декоративную решётку ради-
атора, замок капота и его привод, бампер. В некото-
рых случаях устанавливают двигатель или его макет
(макет — это такая конструкция, сваренная из под-
ручных материалов - уголка, водопроводных труб
и листового металла, которая точно повторяет располо-
жение опор двигателя). Кстати, от двигателя может ис-
пользоваться пустой блок с закреплёнными на нем опо-
рами, а от коробки — только картер, тоже с опорой.
На стадии предварительной сборки регулируем
взаимное расположение абсолютно всех новых де-
талей, установленных на автомобиль, а также но-
вых и старых.
Не упускаем ни одного пустяка. На стадии предва-
рительной сборки автомобиль должен выглядеть так,
как будто он уже окончательно собран.
Это значит, что равномерными и одинаковыми должны
быть абсолютно все зазоры, как между новыми, так меж-
ду новыми и старыми деталями. То есть, между крылья-
ми и передними дверями, между фарами и капотом,
между бампером и крыльями и т. п.
Должен отпираться и запираться замок капота!
3. Предварительную сборку автомобиля ведём с новыми
кузовными деталями, полностью подготовленными к свар-
ке. Это позволит сразу начинать сварочные работы, как
только вы закончите подгонки, и не разбирать автомо-
биль лишний раз только для того, чтобы подготовить
детали к сварке.
Таким образом, измерительную систему мы заменяем
правильной взаимной ориентацией новых и старых кузов-
ных деталей и некоторых агрегатов. В некоторых случа-
ях такие работы могут вестись вообще без каких бы то
ни было измерительных инструментов, а только на глаз.
Строгие критики могут спросить: «Можно ли косвен-
но, почти ничего не измеряя, руководствуясь только
глазомером, сказать, что у этого автомобиля с геомет-
рией всё в порядке?».
Ответ утвердительный. Можете же вы понять, что
женщина просто красавица, даже не заглядывая ей
в лицо? Для этого вам нужно один только раз посмот-
реть на неё со спины. Заметьте, вам при этом не нуж-
ны никакие мерительные инструменты.
В конце раздела приведу в качестве примера ремонт
автомобиля ВАЗ-2108, получившего сокрушительный
удар от маршрутного такси в левое переднее крыло
примерно под углом 90 градусов к продольной оси ав-
томобиля. Не уцелела практически ни одна кузовная
деталь, находившаяся в передней части автомобиля.
Частично пригодным остался лишь правый лонжерон
с брызговиком. С помощью лебёдки, установленной
между кронштейном левого переднего рычага передней
подвески и передней частью лонжерона, последние
были поставлены на свое место. Что касается всего ос-
тального, то есть левого лонжерона, панели передка,
крыльев и капота — всё это было снято, отрезано
и отправлено в металлолом.

Предстояла непростая задача восстановления ав-
томобиля.

|

|
Для этого были куплены левый лонжерон в сборе
с брызговиком, панель передка, крылья, капот, бампер
с кронштейнами крепления, фары, решетка радиатора.
Все кузовные детали были подготовлены к сварке, за-
тем на саморезах и струбцинах закреплены на кузове.
Были установлены абсолютно все детали, включая
фары, решетку радиатора и бампер.
|
Были закреплены на своих местах кронштейны рас-
тяжек передней подвески. После этого начались рабо-
ты по подгонке деталей по взаимному положению.
Критериями, как уже говорилось, являлись зазоры как
между новыми, так между новыми и старыми деталя-
ми. Учитывалось также и расположение колёс в колёс-
ных арках. Рулеткой измерялась также колёсная база
с левой стороны и сравнивалась с аналогичным заме-
ром с правой.

|
Как вы заметили, работа велась опять-таки по двум
критериям - равномерности и одинаковости зазоров.
После того, как все зазоры и симметрия были установ-
лены, новые кузовные элементы были наглухо прива-
рены к кузову. Следующий этап - окончательная под-
гонка оставшихся деталей, таких как бампер, решётка
радиатора, фары. Отверстия для крепления фар на па-
нели передка и кронштейнов бампера пришлось немно-
го распилить круглым напильником, в результате чего
детали «уселись» практически идеально. Петли капота
также регулировались и подгибались до тех пор, пока
все зазоры не пришли в норму.
Глава 9
| ПРАКТИКУМ |
...или просто напильником с мелкой насечкой до той поры, пока не доберётесь до чистого металла. Так де- лаем, если отверстие невелико по размеру. Если размер дыры достаточно велик...

|
| ...то проще вырезать кусок проржавевшего металла болгаркой. |

| Чтобы было удобней примерять заплату, а также для уменьшения риска уронить её в дыру приварите к ней одной-двумя точками небольшой хвост. |
| ...или пневматической шлифовальной машины |

|
| - |
АНТИКОРРОЗИОННЫЙ
ШЪЛ РЕМОНТ СКВОЗНЫХ
КОРРОЗИОННЫХ ПОВРЕЖДЕНИЙ
Необходимость постановки заплат и ремонтных
вставок возникает тогда, когда на кузовных деталях
появляется сквозная коррозия. Или когда коррозия
уничтожает целые фрагменты кузовных деталей.
Сквозная коррозия характерна для «пожилых» отече-
ственных автомобилей, а также для очень «пожилых»
импортных. Она очень портит внешний вид автомоби-
ля. Более того. В коррозионные пробоины устремляется
грязь и вода, которые ещё более ускоряют коррозию.
9.1.1. ПОСТАНОВКА ЗАПЛАТ
И РЕМОНТНЫХ ВСТАВОК
Сквозную коррозию в виде небольших дыр ремон-
тируют путём постановки заплат. Края этой самой
дыры состоят из истончённого ржавчиной металла и
не могут быть надёжной основой для приваривания
заплаты. Поэтому вы должны разделать края отвер-
стия, например, корундовым наждаком малого диа-
метра, зажатымв патрон прямой электрической...

|

| ...а затем завариваем сплошным точечным швом. |
| За него вы можете держать заплату во время приме- рок, а во время сварки подключить к нему зажим сва- рочного аппарата. После примерки заплату прихватываем по углам... |
| ...рихтовка, если понадобится, отремонтированного участка с помощью обратного молотка,... |

| ...шпатлевание грубой шпатлёвкой... |
Заплата приваривается внахлёст. То есть размер за-
платы выбирается несколько больше размера отвер-
стия.
Строго говоря, шов может быть точечным с интерва-
лом между точечной сваркой 10-15—20 мм и более.
Сплошным шов делается только потому, что через неко-
торое время коррозия может попасть через щели между
сварными точками под шпатлёвку и вспучить её.

| Проржавевший усилитель был отремонтирован с по- мощью самодельных вставок, выгнутых из тонкого ли- стового металла. |
Далее предстоит зачистка сварных швов, кон-
троль формы поверхности с приваренной заплатой
на «просвет»...
...и дальнейшая подготовка к окраске (гл. 10).
Если отверстие, проделанное коррозией, небольшое,
то мы справимся с ним с помощью заплаты. А если
утрачен целый фрагмент кузовной детали? На фото по-
казана фатальная коррозия усилителя пола (он распо-
ложен под правым передним сиденьем) автомобиля
ВАЗ-2109.


|
На серии фото ниже показан процесс восстановле-
ния утраченного фрагмента заднего левого крыла авто-
мобиля Mazda 626.
В некоторых случаях можно купить готовую ре-
монтную вставку и приварить её вместо утраченно-
го участка. Такие вставки (например, для автомоби-
лей ВАЗ) продаются в отделах кузовных запчастей
многих магазинов, а также на авторынках. Ассорти-
мент ремонтных вставок для отечественных автомо-
билей и иномарок может быть достаточно широк.
вта АНТИКОРРОЗИОННЫЕ
МЕРОПРИЯТИЯ ДЛЯ НОВЫХ КУЗОВНЫХ
ДЕТАЛЕЙ
После полного окончания сварочных работ необ-
ходимо позаботиться об антикоррозионной защите
сварных швов и вновь установленных деталей. Если
этого не сделать, то новые детали «сгниют» за два-
три года.
В заводских условиях кузовы проходят так называе-
мую фосфатную ванну, то есть полностью погружают-
ся в специальный раствор. На металле образуется
довольно прочная фосфатная плёнка, защищающая его
от действия влаги.
На новых деталях и заплатах этой плёнки нет,
и уже поэтому их антикоррозионная стойкость
ниже, чем у заводских. Чтобы увеличить срок служ-
бы вновь установленных деталей или заплат, необ-
ходим ряд мер.
Сварные швы, если они находятся не на виду, на-
пример, на полу автомобиля внутри салона, или
с внутренней стороны детали, необходимо замазать
герметиком сварных швов, например, бюджетным
однокомпонентным Body 999. Герметик обладает от-
личной адгезией к металлу и быстро сохнет даже на
морозе. Его назначение - не пропустить влагу
к сварному шву. Там, где это нужно (например,
в подкапотном пространстве), герметик можно для
красоты разравнять специальной щёткой и затем ок-
расить.
В качестве герметика сварных швов можно исполь-
зовать также окрашиваемый 1К антигравийный мате-
риал KS-1000 от Саг System (п. 4.9). Этот материал
имеет относительно невысокую вязкость, отлично на-
носится кистью и быстро сохнет.
Поверх этих герметиков можно наносить другие
антикоррозионные материалы общего назначения,
например, мастику БПМ. Следует сказать, что оте-
чественная битумно-каучуковая мастика типа БПМ,
по моему опыту, малопригодна для нанесения на
чистый металл. Очень скоро она отслаивается и об-
нажает ржавое железо, которое должна была защи-
щать. Поэтому наносить её нужно на предваритель-
но загрунтованную поверхность. Можно применить
отечественный фосфатный (травящий) 2К грунт
BJI-02 или «Реофлекс» (п. 4.12). В состав грунтов
входит ортофосфорная кислота и синтетические
смолы. Грунт следует нанести кистью или из рас-
пылителя, просушить и затем нанести мастику.
Внутренние полости, например, порогов, лонже-
ронов и стоек, необходимо обработать консерванта-
ми типа «Мовиль» или им подобными (см. п. 4.10.3)
специальным пневмораспылителем (его называют
«мовильница»)...

|
или приспособлением, состоящим из нагнетательного
бачка с консервантом и длинной тонкой полимерной
трубки с распылителем на конце. Эту трубку заводят
через технологические отверстия, например, в порог,
включают подачу консерванта, и постепенно выводят
её из полости. В результате внутренние стенки покры-
ваются антикоррозионным составом. Такие устройства
можно изготовить самостоятельно или купить в мага-
зинах кузовного софта.
Указанные материалы приведены в качестве самых
простых и доступных по цене.
Существуют гораздо более совершенные антикорро-
зионные материалы.
Например, фирма Voschemie (п. 4.12) предлагает на-
бор консервантов для скрытых полостей KS-200
и KS 400, битумы для защиты днища KS 100, KS 500
и KS 550, разнообразные восковые защитные составы.
Замечу, что слово «воск» применительно к современ-
ным антикоррозионным материалам означает толстую
эластичную и прочную пленку, а не то, что вынимают
из ульев....
Вы можете с большим успехом использовать модные
нынче составы Dinitrol от фирмы Dinol (п. 4.10). Мате-
риалы Dinitrol ML и Dinitrol 1000 - это маловязкие
высокотекучие консерванты скрытых полостей, содер-
жащие ингибиторы (останавливатели) коррозии. Они
легко проникают в любые щели и стыки, образуя на
них невысыхающую плёнку.
Для нанесения на поверхности, подверженные абра-
зивному износу (например, внутренние полости нового
крыла, арки колес, детали днища) очень хорош мате-
риал Dinitrol 479 (п.4.10), который после высыхания
образует прочную вязкую пленку толщиной более мил-
лиметра. Она способна противостоять граду мелких ка-
мешков и песчаным струям из-под колес. Dinitrol 479
известен также под названием «жидкий локер». То есть
обработка арок колёс этим составом заменяет установ-
ку традиционных пластиковых локеров (подкрылков).
Замечу, что в настоящее время битумные мастики
считаются устаревшими, и их доля в программах вы-
пуска ведущих производителей антикоррозионных ма-
териалов неуклонно сокращается.
Глава 10
ПОДГОТОВИТЕЛЬНЫЙ
Подготовительные работы начинаются тогда, когда
закончены рихтовочные работы, и деталь необходимо
подготовить к окраске. Подготовительные работы име-
ют очень большое значение в деле ремонта автомобиль-
ных кузовов, так как определяют не только оконча-
тельный внешний вид отремонтированной детали, но
и срок службы ремонтных покрытий.
Вообще говоря, возможны различные сценарии про-
ведения подготовительных работ
Кузовная деталь подвергалась рихтовке и шпатлеванию.
В этом случае список работ будет наиболее длинным
(полным), и вам придётся выполнить все операции, пе-
речисленные ниже:
1. Мойка и обезжиривание ремонтируемой детали.
2. Подготовка поверхности металла или пластмассы
к шпатлеваннию.
3. Шпатлевание. В процессе шпатлевания выравни-
ваются относительно небольшие вмятины, оставшиеся
после рихтовочных работ. Шпатлевание может состо-
ять из нескольких этапов:
а) нанесение грубой шпатлёвки;
б) нанесение доводочной шпатлёвки;
в) нанесение жидкой шпатлёвки.
4. Грунтование.
5. Шлифование. Шлифованием сопровождаются все
работы, перечисленные в п. 2-4.
Деталь не подвергалась ни рихтовке, ни шпатлеванию.
Вы хотите её только перекрасить. Тогда последователь-
ность действий такая:
1. Мойка и обезжиривание.
2. Шлифование старого (оригинального) покрытия.
3. Грунтование.
Вы собираетесь подготовить к окраске новую деталь
в транспортировочном фунте (п. 11.5.1) В этом случае
действутете так:
1. Обезжиривание.
2. Шлифование транспортировочного грунта, по воз-
можности, до чистого металла.
3. Нанесение первичного грунта. Первичный грунт
не шлифуется.
4. Нанесение вторичного грунта.
В реальной практике возможны различные ситуации,
не совпадающие с приведёнными выше сценариями.
Некоторые из них описаны в п. 11.4.
Теперь поговорим о критериях качества подготови-
тельных работ.
Подготовительные работы высокого качества под-
разумевают определенную, не побоюсь этого слова,
технологическую дисциплину. Это значит, что вы
должны в обязательном порядке пройти всю без изъя-
тия технологическую цепочку по подготовке ремонти-
руемой детали. Вы должны также обязательно помнить
о предыдущих и последующих покрытиях (п. 4.4.).
Только высокое качество подготовительных работ
может быть убедительной основой для гарантии на
проведённый вами ремонт. Гарантия, в свою оче-
редь, подразумевает, что с отремонтированной вами
ПРАКТИКУМ
детали через короткое время не будет отслаиваться
краска, не появятся коррозионные вздутия и окон-
туривание (п. 10.7) зашпатлёванных участков.
Могу заверить вас, что работа в гаражных услови-
ях позволяет однозначно добиться высокого качества
подготовительных работ.
Тем не менее, в некоторых случаях вам не нуж-
но отличное качество подготовительных работ,
и вы согласны на хорошее. Такая ситуация воз-
можна при ремонте определённого «круга» авто-
мобилей. Например, вы ремонтируете древнюю,
латаную-перелатаную «копейку», чтобы она поез-
дила ещё хоть немного. В этом случае можно
опустить некоторые технологические операции,
о которых будет сказано ниже.
ШЧИ ТЕХНИКА БЕЗОПАСНОСТИ ПРИ
ПОДГОТОВИТЕЛЬНЫХ РАБОТАХ
Как уже отмечалось, подготовительные работы мож-
но свести к нанесению на поверхность кузовной де-
тали некоторых материалов — шпатлёвки и грунта,
а также к шлифованию. Это значит, что практичес-
ки все работы вы должны проводить в респираторе.
То есть, при нанесении полиэфирной шпатлёвки
и грунта вы должны пользоваться респиратором,
например, уже упоминавшимся РПГ-67, который за-
щитит ваши лёгкие от паров растворителей.
Большая часть подготовительных работ - это су-
хая шлифовка, как ручная, так и машинная. Шли-
фование сопровождается образованием огромного
количества шлифовальной пыли. Для минимизации
вреда от вдыхания тончайшей всепроникающей
пыли необходим хотя бы простейший респиратор
с фильтрующим элементом из ткани и поролона. Он
минимально защитит вас от возможного вреда.
*И*Ж НАЧАЛО ПОДГОТОВИТЕЛЬНЫХ
РАБОТ. МОЙКА И ОБЕЗЖИРИВАНИЕ
Перед началом подготовительных работ ремонтируе-
мая деталь должна быть отмыта водой с примене-
нием моющих средств (автошампуня) и обезжире-
на, например, отечественным обезжиривателем
БР-2 (п. 4.8.1) или другим.
Отмытую деталь тщательно высушиваете, исполь-
зуя сжатый воздух и (или) подогреватель (п. 13.6).
Далее начинается обезжиривание.
Для этого берём чистую ветошь или распылитель
и наносим обезжириватель на обрабатываемую по-
верхность.
Через некоторое время собираете обезжириватель
с поверхности другой сухой чистой салфеткой или
ветошью, не давая ему высохнуть.
Кстати, некоторые мастера обезжиривают поверхнос-
ти перед каждой новой операцией.
Ш!£Я ШПАТЛЕВАНИЕ
Шпатлевание необходимо для выравнивания поверх-
ности, на которой ещё осталось много мелких вмятин
после рихтовки. Шпатлеванием вы добиваетесь наибо-
лее полного соответствия формы ремонтируемой повер-
хности исходной.
10.3.1. ПРИСПОСОБЛЕНИЯ ДЛЯ
ПРИГОТОВЛЕНИЯ И НАНЕСЕНИЯ ШПАТЛЁВКИ

|
Готовить шпатлёвку можно на куске органического
стекла — своеобразном мольберте размером примерно
200 на 300 мм с помощью заострённого металлического
стержня диаметром около 6 мм.
|
Органическое стекло, в отличие от других материа-
лов, легко очищается от затвердевшей шпатлёвки
выскабливанием. Очистку необходимо делать сразу
после окончания шпатлевания. Делать это можно дру-
гими шпателями и сапожным ножом, пока остатки
не отвердели. После отверждения шпатлёвки необхо-
димо отшлифовать поверхность оргстекла, чтобы она
была свободна от малейших неровностей.
Шпатлёвку наносят на поверхность с помошью шпа-
телей. Лучше всего купить в магазине набор шпателей
из тонкой стали, похожей на нержавейку (см. фото,
нижний ряд).
Дата добавления: 2016-08-07; просмотров: 1634;