9 страница. В конце раздела отмечу, что пасту с похожим назва- нием Prep-Blend выпускает фирма Sikkens и другие про- изводители.
В конце раздела отмечу, что пасту с похожим назва-
нием Prep-Blend выпускает фирма Sikkens и другие про-
изводители.
ШНШ ПОЛИРОВАЛЬНЫЕ ПАСТЫ
Всё что касается полировальных паст и технологии
работы с ними, очень подробно изложено в гл. 12.
В этом разделе имеется предварительная информация
о назначении полировальных паст и их типах.
5.3.1. НАЗНАЧЕНИЕ
ПОЛИРОВАЛЬНЫХ ПАСТ
Предназначены для полировки как старых, таки вновь
окрашенных поверхностей кузова автомобиля.
Поясню подробнее. Если автомобиль не новый и име-
ет потускневшее (заветренное) покрытие, дефекты
в виде потёртостей и неглубоких царапин (п. 1.2), то
с помощью полировки можно вернуть эмали или лаку
высокие декоративные качества.
Что касается новых (ремонтных) покрытий, то здесь
картина следующая.
Новое покрытие может иметь различные дефекты -
шагрень, пыль и повышенную сорность (п. 11.6).
После удаления всех дефектов методом сухого и мок-
рого шлифования (п. 12.4.1) полировка позволит вернуть
покрытию глянец.
При участочном ремонте с помощью полировки мож-
но сделать почти незаметной зону перехода старого
покрытия в новое (п. 11.5.5), в результате чего практи-
чески исчезнет граница между старым и новым (ремон-
тным) покрытием.
5.3.2. ТИПЫ ПОЛИРОВАЛЬНЫХ ПАСТ, ИХ
ОБОЗНАЧЕНИЕ И ПРОИЗВОДИТЕЛИ
По типу полировальные пасты можно разделить на две
большие группы — абразивные и неабразивные.
Абразивные полировальные пасты в свою очередь так-
же можно разделить на две группы.
Грубые абзазивные пасты. Предназначены для предва-
рительной (грубой) полировки. Необходимость в грубой
полировке возникает тогда, когда автомобиль имеет ста-
рое, сильно потускневшее покрытие, а также дефекты
в виде неглубоких царапин и потёртостей (п. 1.2). Как
вы понимаете, слово «грубый» в данном контексте име-
ет чисто условное значение, так как размер абразивных
частиц - микроны.
Новое (ремонтное) покрытие также могут полировать
грубой полировальной пастой. Потребность в этой опе-
рации возникает тогда, когда с нового покрытия были
удалены с помощью абразивной шлифовки все дефек-
ты слоя краски (п. 12.4.1)
Тонкие (доводочные) абразивные пасты. Позволяют
вернуть блеск старым, не слишком потускневшим по-
крытиям. Тонкие абразивные полировальные пасты
позволяют также удалить мелкие царапины, остаю-
щиеся после грубой предварительной полировки как
на старых, так и на новых (ремонтных) покрытиях.
Неабразивные полировальные пасты. Основным действу-
ющим веществом этих материалов служит воск.
Будучи растёртым с помощью полировальных салфеток
(п. 12.3.2) в тонкую плёнку, воск усиливает уже имею-
щийся глянец.
К неабразивным относятся также и пасты для защиты
блеска. Они имеют восковую основу и предназначены
для повышения стойкости отполированной поверхности
к мойкам и атмосферным осадкам.
В конце раздела можно дать предварительные пояс-
нения по поводу обозначения полировальных паст..
Традиционно самая грубая полировальная паста обозна-
чается как паста №1. Тонкая (доводочная) паста — №2.
Неабразивная (восковая) паста имеет №3. Паста для
защиты блеска известна под №4. Однако этой систе-
мы обозначения придерживаются не все производите-
ли полировальных паст. Более подробно этот вопрос
рассмотрен в главе 12.
Теперь поговорим о производителях материалов для
полировки. В любом магазине, торгующем кузовным со-
фтом, представлено огромное количество материалов для
полировки от разных фирм. Но наиболее качественные
и эффективные материалы для полировки выпускает
американская фирма ЗМ. Материалы этой фирмы пред-
назначены для профессионального применения и дают
в прямом смысле блестящий результат, при условии, что
вы будете четко соблюдать технологии.
Подробно о полировальных пастах ЗМ и о технологии
их применении рассказано в гл. 12.
Очень хорошие полировальные пасты выпускаются
под торговой маркой Саг system германской фирмы
Voschemie. В полный набор для полировки входят три
пасты (№1, №2, №3) и паста для защиты блеска.
В магазинах по продаже кузовного софта можно об-
наружить полировальные пасты голландского производ-
ства Radex. Полный комплект для полировки включает
в себя пять паст, а именно: RDXO, RDX1, RDX2, RDX3
и паста для защиты блеска. Паста RDX0 предназначена
для грубой полировки твёрдых покрытий, таких как лак
UHS и некоторых других, имеющих кондицию «яичной
скорлупы». Остальные четыре пасты имеют традицион-
ное назначение.
Английская фирма Farecla Products Limited выпус-
кает довольно интересные материалы для полировки.
Полировальные пасты Farecla имеют особенности.
1. Одной полировальной пастой (например, G3 Liqid)
проводятся все этапы полировки, от начала до конца.
Это значит, что вместо последовательного применения
трёх-четырёх паст вы используете только одну.
2. Полировальные работы пастами Farecla требуют
обильного увлажнения полировального круга.
Фирма уверяет, что в процессе производства полиро-
вальных паст используются нанотехнологии.
Глава 6
СВАРОЧНЫЙ ПРАКТИКУМ
Практически все работы, связанные с ремонтом ме-
ханических и коррозионных повреждений — это работы
с металлом. Вы должны уметь делать с металлом всё,
что необходимо для ремонта, то есть зачищать, резать,
сверлить и, в конечном итоге, сваривать.
Сварка - царица кузовного ремонта. И соответствен-
но кормилица, если вы работаете за деньги.
Возможности, которые сварка даёт гаражнику, очень
велики. Наличие сварочного полуавтомата и устойчи-
вых навыков по сварке металлов позволит вам браться
за уникальные проекты и восстанавливать, казалось бы,
безнадёжно искалеченные автомобили. Я уже не гово-
рю о самодеятельном автомобильном творчестве. Тут без
сварки вообще нечего делать.
§1.;: ТЕХНИКА БЕЗОПАСНОСТИ ПРИ
СВАРОЧНЫХ РАБОТАХ
О технике безопасности при сварочных работах подроб-
но упоминалось в п. 2.6.1. Прежде чем начать сварочные
работы, прочтите этот раздел ещё раз!
ОЧЕНЬ КРАТКИЕ СВЕДЕНИЯ
О СВОЙСТВАХ КУЗОВНОГО МЕТАЛЛА
О них уже упоминалось в п. 1.1.1. В этом разделе было
отмечено, одно из главных свойств кузовного металла — это
хорошая свариваемость, то есть способность образовывать
механически прочное соединение посредством сварки.
Собственно, знания этого факта вполне достаточно,
чтобы заняться сварочным практикумом.
ЕШ СПОСОБЫ СОЕДИНЕНИЯ МЕТАЛЛОВ
ЭЛЕКТРОСВАРКОЙ
При ремонте автомобильных кузовов применяется три
основных способа соединения металла сваркой.
1. Сварка встык

|
Применяется при частичной замене кузовных деталей.
Например, тогда, когда вы меняете деталь не полностью,
а только фрагментарно. Разделывать шов (то есть снимать
фаски с краёв свариваемого металла) при сварке встык
тонкого листового металла необязательно. Это придётся де-
лать при толщине металла 2 мм и более.
2. Сварка внахлёст
|
В этом случае один кусок металла накладывается на
другой. Применяется, например, при приваривании за-
плат вместо проржавевших участков порогов, крыльев,
пола и др. Сварку внахлёст применяют для соединения
силовых элементов с кузовом автомобиля.
3. Сварка через отверстие, или электрозаклёпка
|
Этот очень востребованный способ соединения кузов-
ных деталей напоминает точечную сварку, применяе-
мую при сборке кузова на заводе. При ремонте автомо-
биля применяется сплошь и рядом.
Новые пороги, крылья, различного рода усилитель-
ные накладки на силовые элементы кузова, иногда
и сами силовые элементы также могут быть приварены
электрозаклёпкой.
6.3.1. подготовка металла к сварке
Прежде чем варить металл, его нужно основательно
очистить от всех видов загрязнений. К ним относится
абсолютно всё, кроме самого металла.
Перечислим их.
1. Все виды ржавчины.
2. Старая краска, фунты и шпатлёвки.
3. Антикоррозионное покрытие всех видов.
4. Транспортировочный фунт (п. 11.5.1)
5. Жидкие автоконсерванты.
6. Масло моторное и трансмиссионное.
Все эти зафязнения могут сделать сварку невозмож-
ной или как минимум некачественной. Почему это про-
исходит?
1. Зафязнения не проводят электрический ток, и вы не
сможете даже начать сварку.
2. В условиях большого тепловыделения в процессе свар-
ки некоторые зафязнения выделяют большое количество
газов, которые выдувают жидкий металл из сварочной
ванны. Вместо соединения вы получаете «дыру», а жид-
кий металл разбрызгивается во все стороны и может при-
вести к ожогам и пожару.
В некоторых случаях сварные швы делаются пористы-
ми, то есть некачественными, из-за тех же газов.
Свариваемые участки металла должны быть по возмож-
ности плотно прижатыми друг к другу. Это делается
с помощью струбцин или временным креплением на са-
морсзах. Зазоры между свариваемыми участками метал-
ла должны отсутствовать или быть по возможности ми-
нимальными.
Если этого не делать, то весьма вероятны сквозные про-
жоги краёв свариваемых участков. Особо это касается
сварки встык тонкого металла. Если между краями име-
ется зазор, то есть риск сделать его ещё больше неудач-
ной попыткой сварить.
Как с этим бороться, будет сказано чуть ниже.
6.3.2. виды сварных швов
|
| 2. Сплошные |
|
3. Сплошные прерывистые

|
Вне зависимости от того, как вы варите металл - встык
или внахлёст, — сварные швы бывают следующих видов:
I. Точечные

|
Сплошной прерывистый шов — это чередование
сплошных участков сварки длиной 15-25 мм с таки-
ми же перерывами. Строго говоря, размер участков
сплошной сварки и интервал между ними вы можете
выбирать по своему желанию, исходя из конкретной
задачи.
Сплошными прерывистыми швами обычно соединя-
ют силовые элементы кузова, сделанные из сравнительно
толстого (1,5 мм и более) металла.
Сплошной шов может состоять из отдельных точек, рас-
положенных вплотную с некоторым перекрытием. Это
будет сплошной точечный шов. Такие швы чаше всего
применяют при сварке тонкого листового металла.

|
|
|

|
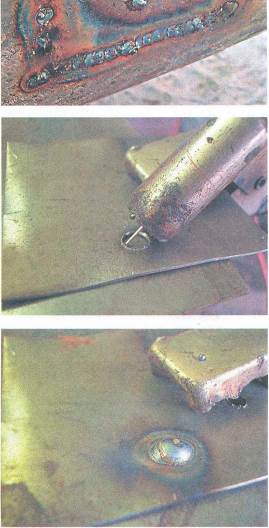
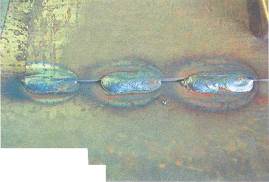
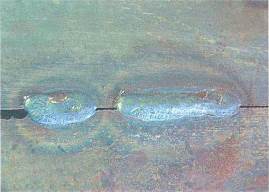
Фотографии (см. выше), а также фото раздела 9.1.1 на
различных примерах дают полное представление
о видах сварных швов и способах соединения деталей.
Добавлю к этому, что в автомобиле редко применяют
сплошные швы. Это связано с тем, что автомобильный
кузов должен сохранять некоторую эластичность, чтобы
уменьшить вероятность усталостных повреждений в про-
цессе его эксплуатации. Сплошной шов также склонен
к короблению, то есть нарушению геометрической фор-
мы соединения после остывания.
Все эти виды сварных швов можно делать на де-
талях, по-разному ориентированных в пространстве,
а именно:
1. горизонтальные, или «на полу»;
2. горизонтальные же, но «на потолке»;
3. вертикальные, или «на стене»
и их всевозможные комбинации.
Почему нужно учитывать расположение шва?
Потому что сварка происходит по-разному в зави-
симости от того, в каком положении её ведут.
Проще всего качественный шов получается при
сварке «на полу». При сварке в других положениях
расплавленный металл стремится вытечь из свароч-
ной ванны, ухудшая качество шва, а также усилен-
но забивает своими брызгами сопло сварочной го-
релки.
ПРИЁМЫ РАБОТЫ
СО СВАРОЧНЫМ ПОЛУАВТОМАТОМ
Научиться варить углекислотным полуавтоматом
значительно проще, чем простым электродным. По-
луавтомат не требует от вас умения зажигать дугу
и поддерживать её горение.
Прежде чем начать варить, нужно подготовить по-
луавтомат к работе.
6.4.1. ПОДГОТОВКА СВАРОЧНОГО
ПОЛУАВТОМАТА К РАБОТЕ
1. Для начала необходимо «зарядить» его свароч-
ной проволокой. В некоторых случаях производитель
поставляет вместе с аппаратом небольшую бобину
с проволокой. Иногда это бывает проволока для свар-
ки без защитного газа.
Мой совет — отложите её в сторону и установите
в аппарат стандартную (5 кг) бобину с омеднённой
проволокой диаметром 0,8 мм.
2. Отведите прижимной ролик подающего меха-
низма.
3. Убедитесь, что положение подающего ролика
в подающем устройстве соответствует диаметру про-
волоки. Здесь нужно пояснить, что на подающем ро-
лике могут быть две разные канавки с насечкой для
подачи сварочной проволоки. Клеймо с нужным вам
диаметром имеется на торце ролика.

|
Универсальный ролик имеет одну канавку для всех
диаметров сварочной проволоки и не переналажива-
ется.
3. Введите проволоку в подающее устройство и да-
лее в канал для подачи её в горелку.
4. Подведите прижимной ролик. Убедитесь, что
проволока находится в канавке подающего ролика.
5. Убедитесь, что медный наконечник в сварочной
горелке имеет отверстие, соответствующее диаметру
выбранной вами проволоки, и, сняв предварительно
газовое сопло, выверните его ключом или пассати-
жами.
6. Подключите аппарат к электрической сети.
7. Нажмите клавишу на рукоятке сварочной горел-
ки. Проволока должна прийти в движение и через не-
которое время выйти из кан&ча сварочной горелки.
8. Установите медный наконечник и газовое сопло.
|
| к " А»Ш6 Кв'О») «X1 *' Ш (ПО curve») could lead 10 |
| - When leading о г<№ the wire и cat clee^B least two Inchee ol th«l Failure to follow ttie«J •he wire dmnngwg J |
| Натяжение должно быть таким, чтобы при работе по- луавтомата проволока не «осыпалась» с бобины. |
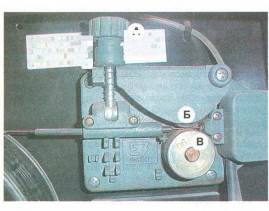
9. Отрегулируйте натяжение проволоки. Это дела-
ется вращением регулировочной гайки А, усилие за-
тяжки которой определяет натяжение проволоки.
10. Отрегулируйте прижим проволоки, вращая круг-
лую гайку с накаткой.
Это делается для того, чтобы подающие ролики Б, В
не проскальзывали и подача проволоки не прекраща-
лась даже тогда, когда подводящий шланг газовой
горелки будет изогнут и трение проволоки внутри пода-
ющего шланга возрастет.
11. Подключите редуктор к баллону с углекис-
лым газом.
12. Подключите полуавтомат к редуктору.
13. Откройте вентиль газового баллона.
14. Нажмите клавишу на газовой горелке и отрегули-
руйте по манометру расход газа равным 8-10 литров
в минуту.
Убедитесь, что газ поступает в горелку. При на-
жатии на клавишу вы услышите легкое «шипение»
газа, выходящего из сопла. Стрелка манометра на
редукторе в этот момент будет показывать расход
углекислого газа в литрах в минуту.
15. Проверьте полярность сварочного тока. Если
вы варите с защитным газом, то «плюс» на горел-
ке, «минус» на зажиме. Если проволока для сварки
без газа, то всё наоборот. Переключение полярнос-
ти производят перестановкой клемм.
6.4.2. учимся варить
Если вы начинаете сварку впервые, есть смысл для
начала потренироваться на кусках тонкого чистого ме-
талла толщиной 0,8 мм и более, который есть у вас
под рукой. Старайтесь не использовать оцинкованный
металл, так как пары цинка ядовиты. Нельзя также
вести сварку на ветру - защитный газ будет выду-
ваться из зоны сварки, что значительно ухудшит её
качество или сделает вовсе невозможной.
Сварочный ток зависит от толщины свариваемо-
го металла и для листа толщиной 0,6-0,8 мм со-
ставляет 40—60 А.
На регуляторах тока импортных полуавтоматов вы
увидите градуировки в относительных единицах,
так что установить силу тока, например, 50 А вам так
просто не удастся. Для этого надо будет внимательно
прочесть инструкцию, хотя для практической работы
точное знание величины сварочного тока необяза-
тельно. Правильно выбран ток или нет, вы увидите
по характеру сварного шва. По мере приобретения
опыта вы сами будете знать, в каких положениях дол-
жны находиться регуляторы при сварке металлов той
или иной толщины и в том или ином пространствен-
ном положении.
Для начала не обязательно сразу сваривать кус-
ки металла между собой.
Просто попробуйте аппарат в работе, нанося свар-
ные точки на чистый металл.
Для этого наденьте свой «хамелеон» (п. 2.6.2.2)
и поднесите горелку к металлу на расстояние 4-6
мм. Рукоять сварочной горелки удобнее держать
двумя руками.
Для удобства можно опереть край газового сопла
сварочной горелки на свариваемый металл. Затем
нажмите клавишу. Немедленно загорится дуга. Че-
рез 3-4 секунды отпустите клавишу. Рассмотрите
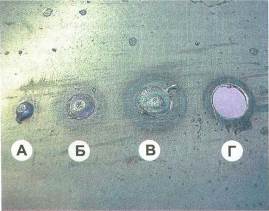
сварную точку. Далее возможны варианты.
|
Их можно перечислить в следующем порядке:
A. Сварочный ток мал. В этом случае расплавленный
металл проволоки не растекается, как следует, а свари-
ваемая деталь не проплавляется. У сварщиков это назы-
вается, нет «провара».
В этом случае увеличиваем ток и повторяем по-
пытку.
Б. Сварочный ток в норме.
B. Сварочный ток велик. Сварная точка как бы
«просела», а на обратной стороне металла повисла
капля.
Г. Сварочный ток велик настолько, что в металле
прожигается отверстие.
Значит, ток надо убавить.
Тренируемся до тех пор, пока не будем получать
красивую и правильную сварную точку.
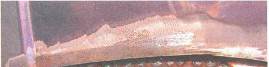
6.4.3. СВАРКА ВНАХЛЁСТ
Теперь можно наложить один кусок металла на дру-
гой и попробовать сварить их вместе внахлёст, снача-
ла в одной точке, потом в другой с шагом 10—15 мм
подобно тому, как это изображено на фото.

|
Куски металла в зоне сварки должны быть плотно
прижаты друг к другу. Получаем два куска металла,
надёжно соединённых точечным сварным швом.
Далее пробуем варить сплошным прерывистым швом.
|
Делаем это в положении «от себя». Если горелка со-
вершает зигзагообразные движения, то ширина сварно-
го шва увеличивается.
Затем варим сплошным непрерывным швом.
|
Качество сварного шва зависит не только от ве-
личины сварочного тока, но и от скорости движе-
ния горелки.
Замечу, что варить сплошным швом можно толь-
ко сравнительно толстый металл. Пояснения по
этому поводу даны в следующем разделе.
6.4.4. СВАРКА ВСТЫК
Если вы варите встык тонкий металл, то знайте, что
сварить его классическим сплошным непрерывным
швом вряд ли удастся. Дело в том, что края свариваемо-
го металла не успевают отводить тепло от сварного шва,
быстро перегреваются и начинают течь.
Проблему не всегда удается решить, даже если при-
менить сварочную проволоку диаметром 0,6 мм и уста-
новить минимальный сварочный ток.
Если варить металл толщиной 2 мм и более, то свар-
ной шов успевает остыть за счёт большей теплоёмкости
толстого металла. Но если металл тонкий, а шов должен
быть сплошным? Такая ситуация встречается при час-
тичной замене кузовных панелей. Например, вы выре-
зали повреждённый участок крыла и хотите вварить на
его место новый фрагмент.
Как тут быть?
В этом случае варить нужно точками. Сначала при-
хватываете середину, потом края, потом равномерно рас-
ставляете сварные точки вдоль свариваемых участков
до их полного перекрытия. Металл будет успевать ос-
тыть и не потечёт. Сварной шов получается сплошным,
хотя состоит из множества точек. Помните, что сплош-
ной шов более жёсткий, чем прерывистый или состоя-
щий из отдельных точек, и склонен к короблению.
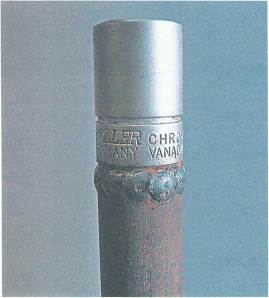
Точечным сплошным швом можно варить и толстый
металл. В качестве примера показана торцовая головка,
приваренная к куску водопроводной трубы.
|
Качество сварки встык зависит от того, насколько
плотно пригнаны края свариваемых участков металла
друг к другу. Если подгонка совершена не совсем удач-
но и между краями свариваемых участков есть зазор,
то попытка сварить металл может привести к прожо-
гу. Зазор станет ещё больше. Чтобы избежать этого,
под стык необходимо подложить небольшую полоску
тонкого металла, который перекроет зазор и позволит
завершить сварку. Иногда такую дополнительную по-
лоску делают заранее, приваривают её электрозаклеп-
кой (п. 6.3.5) сначала к одному краю свариваемого ме-
талла, а затем к другому. Если вам этого покажется
мало, можно проварить точечной сваркой непосред-
ственно сам стык.
Если вы заранее знаете, что зазора при подгоночных
работах не избежать, то ведите сварку с дополнительной
полоской. Её длина примерно равна длине сварного шва.
Всё это требует большего объёма подготовительных ра-
бот, но качество (прочность) сварного соединения гаран-
тируется. Помимо сварки кузовного металла, вы можете
широко использовать сварочный аппарат для работ по из-
готовлению различных инструментов, приспособлений,
ремонта хозяйственного и садового инвентаря.
6.4.5. СВАРКА ЭЛЕКТРОЗАКЛЁПКОЙ
Как уже говорилось, это очень часто используе-
мый вид сварного соединения.
Рассмотрим его подробней.
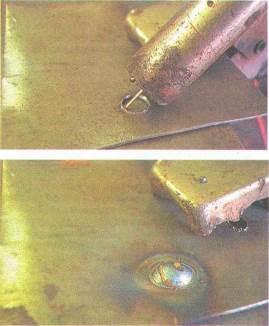
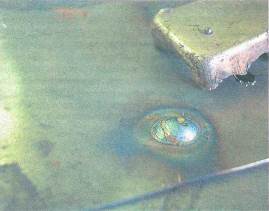
Для успешной сварки электрозаклёпкой, или че-
рез отверстие, можно поступить так. Проволоку,
выходящую из газового сопла горелки, обрезаем
кусачками так, чтобы она выступала примерно на
10 мм. Упираем конец проволоки в край отверстия,
сопло опираем на металл и жмём клавишу.
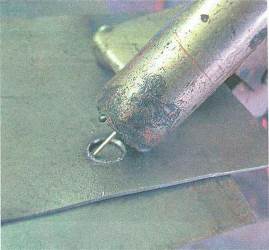
|
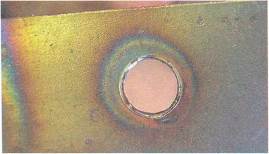
Через 2—3 секунды клавишу отпускаем. Если отвер-
стие было небольшого диаметра, скажем, 8 мм, то свар-
ка будет иметь вид как на фото.
|
Если отверстие большего диаметра, то его нужно об-
варить по кругу точечным или сплошным точечным
швом.
Диаметр отверстия может быть 8 мм и более - чем
толще металл, тем больше диаметр отверстия и выше
сварочный ток.
6.4.6. НЕКОТОРЫЕ ОСОБЕННОСТИ
В ВЕДЕНИИ СВАРКИ «НА ПОТОЛКЕ»
И НА «СТЕНЕ»
Самое сложное положение для ведения сварки -
это, как уже отмечалось, на «потолке», так как рас-
плавленный металл стремится стечь вниз. Поэтому
сварочный ток должен быть меньше, чем при сварке
на «полу». Сварку лучше вести короткими точками,
чтобы металл не успел стечь. Сварка на «стене» так-
же ведётся несколько меньшим сварочным током и
в направлении снизу вверх.
6.4.7. ЗАВАРИВАНИЕ ОТВЕРСТИЙ
И РАЗРЕЗОВ В КУЗОВНОМ МЕТАЛЛЕ
Иногда случается так, что вам нужно заварить отвер-
стие в тонком кузовном металле. Это может быть лиш-
нее отверстие или отверстие, которое случайно «пропо-
роли» дрелью при отсверливании заменяемых деталей.
Отверстие могло быть также случайно прожжено.
|
Проще всего заварить отверстие, подложив под него
кусок металла и сварить это всё «внахлёст». Часто та-
кой возможности нет, поэтому поступаете следующим
образом.
Опираете край газового сопла сварочной горелки на
деталь, а сварочную проволоку - в край отверстия. На
очень короткое время, буквально на секунду или даже
меньше, нажимаете клавишу на сварочной горелке. Об-
разуется небольшая капля металла, приварившаяся
к краю отверстия. Перемещаете горелку и «утыкаете»
проволоку в другой участок отверстия, рядом с только
что образовавшейся каплей. Опять короткое нажатие
клавиши. Ваша задача - обварить таким образом поло-
вину отверстия. Затем делаете следующий проход, обва-
ривая уже наплавленный металл, и так до полного пе-
рекрытия отверстия.

|
Если есть необходимость, зачищаете сварку зачист-
ным абразивным кругом. Так можно заваривать дыры
диаметром 10 мм и более.
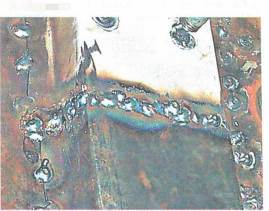
Что касается заваривания разрезов, то тут стратегия
следующая.
Сначала поперёк разреза делается перемычка из ме-
талла, наплавляемого между его краями.

|
Перемычка образуется из цепочки последовательно
наплавляемых капелек. Капельки, как и при заварива-
нии отверстия, образуются при нажатии клавиши на
очень короткое время.

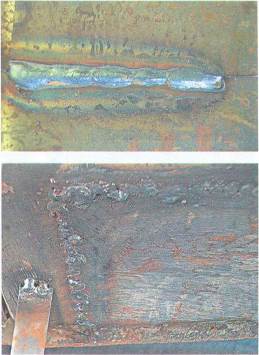
|
Затем начинаете заваривать разрез, двигаясь от перемыч-
ки вдоль разреза. То есть упираете сварочную проволоку
в перемычку и ведёте сварку короткими нажатиями клави-
ши. /Длительность нажатия клавиши должна бьггь такой, что-
бы края металла не перегрелись и не «потекли».

|
Если разрез очень длинный, то на примерно равном
расстоянии делаете несколько перемычек и потом зава-
риваете щель полностью. Если нужно, зачищаете шов.
Завершая описание практикума по сварке, имею нео-
твязное желание предупредить вас, что прежде чем вы
освоите электросварку, пройдёт немало времени. Чте-
ние практических руководств должно подкрепляться ре-
гулярной и упорной работой, результатом которой будет
ваш собственный бесценный опыт.
Замечу также, что при сварке реального кузовного
«железа» красота сварных швов может оказаться чисто
условной. Это не беда. Главное здесь получить хороший
«провар», то есть надёжное соединение, когда оба кус-
ка металла прочно сцепились.
Далее шов будет зачищаться «болгаркой», если это ка-
сается наружных панелей, и уйдёт под шпатлёвку.
Дата добавления: 2016-08-07; просмотров: 2298;