11 страница. Бороться с хлопунцами помогает уголок, сделанный из тонкого листа и приваренный к внутренней поверх- ности кузовной панели
Бороться с хлопунцами помогает уголок, сделанный
из тонкого листа и приваренный к внутренней поверх-
ности кузовной панели, например, дверной. Длина
уголка 200—300 мм (уточняется по месту), ширина пол-
ки 8-10мм, толщина металла 0,5-0,8 мм.
Уголок, как правило, проходит примерно посередине
вмятины и приваривается точками с шагом 30-40 мм.
Форма уголка должна соответствовать форме панели.
Иногда, чтобы добиться желаемого результата, прихо-
дится варить несколько уголков в разных положениях.
Жесткость панели увеличивается и эффект неустойчи-
вости исчезает. Последующее нанесение грубой
шпатлёвки окончательно «успокаивает» панель.
Ещё один пример нетрадиционной рихтовки - вы-
резание болгаркой повреждённого участка, правка его
на верстаке и вваривание на место сплошным точеч-
ным швом наподобие заплатки. Последовательность ра-
бот такова. Маркером размечаете линию реза так, что-
бы края вырезаемого участка с запасом 20-30 мм вы-
ходили по возможности на неповреждённые участки
панели. Вырезаете отмеченный участок. Выправляете
его на верстаке, используя инструменты для рихтовки.
Зачищаете края деталей под сварку.
Иногда на вырезанном уже куске приходится делать
дополнительные надрезы или даже вырезы. Когда вы
решите, что достаточно точно приблизились к исходной
форме, примерьте вырезанный кусок. Для этого прихва-
тите его в нескольких местах сваркой и проконтроли-
руйте шаблонами или линейкой. Если всё в порядке —
вваривайте кусок на место, предварительно зачистив до
металла края сварного шва.
Может оказаться так, что выправленный кусок ока-
жется больше по размеру, чем окно под него.
И немудрено — вы здорово отколотили его молотком
на наковальне, и металл растянулся. В этом нет ничего
страшного. Края можно обрезать или отогнуть внутрь
панели.
В тех местах, где остался зазор, сварку ведёте внах-
лёст с полосками металла, подложенными под разрез.
Полоски можете заранее приварить к краям окна спо-
собом электрозаклёпки. Сварку ведите с перерывами,
чтобы металл успевал остыть и меньше коробился. Да-
лее. Отремонтированный таким образом участок пане-
ли должен быть занижен относительно её исходной
формы на величину до 3 мм и более. Это необходимо
для окончательной доводки с помощью шпатлёвки.
О толщине шпатлёвки уже упоминалось в п. 4.1.2, 7.2.4.
Иногда, если никакие рихтовки осуществить не уда-
ется, поверх вмятины б к её краям приваривается зап-
лата а (рис. 7.11). Далее - шпатлевание и последующая
подготовка к окраске.

|
Рис. 7.11
{
В завершении темы осталось прояснить вопрос: гра-
мотно ли резать панель, стойку, или лонжерон на куски,
затем сваривать их, а на вмятины ставить заплаты? Стро-
гай критик скажет, что ремонт повреждений таким спо-
собом далёк от академизма и отдает кустарщиной.
Если вспомнить, в каких условиях вы трудитесь, то
ответ будет скорее да, чем нет.
А что будет с прочностью? Сколько проживёт отре-
монтированный таким образом кузов?
Если речь вести о наружных панелях, например,
дверных, то они не несут серьёзных механических на-
грузок, и поэтому подобный ремонт вряд ли скажется
на продолжительности их жизни.
Силовые элементы, если их правильно сварить, так-
же не подведут.
Вы можете усилить силовые элементы дополнитель-
ными накладками, приваренными электрозаклёпкой
и (или) сплошным прерывистым швом.
Далее. Прочность и надёжность сварных соединений
весьма высока. Срок службы автомобиля, отремонти-
рованного таким образом, определяется чаще всего
коррозионной стойкостью детали, а не технологией её
ремонта.
Гаражные условия, безусловно, накладывают отпе-
чаток на эту самую технологию. Недостаток оборудова-
ния и площадей заставляют искать нетрадиционные ре-
шения, и с некоторыми из них я просто обязан был вас
познакомить.
В завершении темы могу сказать, что многолетний
опыт работы в гараже пока не подтвердил сомнений по
поводу надёжности подобного ремонта.
шиш ПРАВКА СИЛОВЫХ ЭЛЕМЕНТОВ
Вопрос о том, править или заменять, нами уже пред-
варительно обсуждался. Как уже отмечалось, в услови-
ях оборудованного сервиса некоторые силовые элемен-
ты кузова могут быть успешно выправлены с помощью
вытяжных стендов.
В гараже акцент смещается в сторону нетрадицион-
ной рихтовки, а также частичной или полной замены
силового элемента. Что именно вы предпримете из этих
трёх вариантов, решать вам. Могу только сказать, что
определяющими факторами будут бюджет и трудоём-
кость предстоящего ремонта.
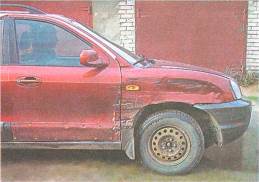
Для пояснения приводится конкретный пример га-
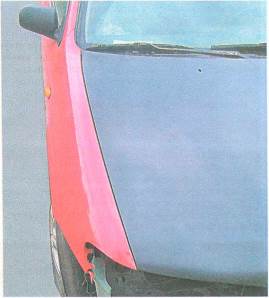
ражного ремонта автомобиля Hyundai Santa Fe, кото-
рый потребовался после жёсткого касательного удара
«Газелью».
|
У автомобиля требовалось заменить дверь, крыло,
нижний рычаг передней правой подвески и надо было
еще что-то делать с повреждённой передней правой
стойкой.
|
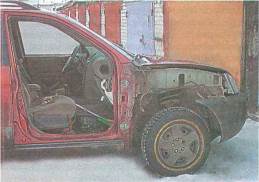
Замена двери и крыла не вызывает затруднений. Но
вот замена стойки потребовала бы огромных трудоза-
трат. Поэтому замене предпочли вытяжку нетрадици-
онным способом, то есть с разрезами и рихтовкой по
частям. Едва ли вам придётся ремонтировать точно та-
кое же повреждение у точно такого же автомобиля, но
вам может пригодиться методика подобного ремонта.
Начнем описание ремонта с предварительных пояс-
нений.
Конструктивно стойка наподобие матрёшки состоит из
нескольких штампованных профилей, вложенных один
в другой и сваренных между собой точечной сваркой.

|
Наружный металл 1 (рис. 7.12) обычно тонкий, такой же
толщины, как, например, дверные панели или крылья.
Внутренний металл 2 несколько толще (1 мм и бо-
лее). Силовой набор стойки может состоять иногда из
трёх профилей.
На стойке имеются крепления дверных петель,
представляющие собой четырёхгранные гайки М8
(3 на рис. 7.12), наглухо приваренные к силовому на-
бору контактной сваркой. Каждая из дверных петель
крепится к стойке тремя болтами М8.
Наружный тонкий металл был вырезан болгаркой
с достаточным запасом, то есть с выходом на непо-
вреждённые участки стойки и порога. Точечная сварка
была удалена перовым сверлом (п. 2.2.1)
Затем были частично вырезаны фрагменты силового
набора, на которых находились крепёжные отверстия
верхней и нижней петель.
 Рис. 7.12
Рис. 7.12
|
В дверной проём была вложена новая дверь с при-
винченными к ней новыми дверными петлями. К тем
же петлям со стороны креплений к стойке были при-
винчены вырезанные из стойки фрагменты силового
набора.

|
Дверь с помощью подручных средств, то есть с помо-
щью пенопластовых прокладок (вырезаны из старой
упаковки), помещённых между ней и порогом, была
правильно установлена в дверном проёме. Критерий
правильности — зазоры в дверном проёме - п. 8.1.1.
Петли со стороны стойки были установлены примерно
в то же положение, в каком они были до аварии. Кры-
ло также было установлено на своё место, и — после
того, как убедились в его правильном положении —
снято. Чтобы дверь не вывалилась из проёма во время
примерочных работ, её придерживал помощник.
|
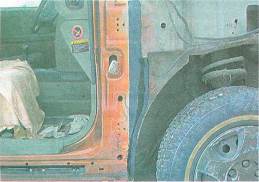
По величине зазоров между вырезанными фрагмен-
тами, привинченными к петлям, и местами, откуда они
были вырезаны, была оценена, к слову сказать, из чи-
стого любопытства, величина увода стойки от первона-
чального положения.
Затем края реза были «подтянуты» к вырезанным
фрагментам. Здесь пригодился обратный молоток
(п. 7.2.3).
|
Тянуть пришлось наружу и вперёд. Когда все воз-
можности вытяжки были исчерпаны, оказалось, что
кое-где между вырезанными фрагментами и местами,
откуда они были вырезаны, остались зазоры до 15 мм.
В них были вложены полоски металла толщиной
1,2 мм и приварены к стойке. Во время работ наруж-
ный тонкий металл не устанавливался, так как мешат
подгонке. Вместо него под петли были подложены про-
кладки такой же толщины.
Вырезанные фрагменты были прихвачены сваркой
в нескольких местах к стойке. Дверь теперь держалась
на стойке и могла открываться.

|
Потом опять навесили крыло и попутно убедились,
что передний кронштейн крыла в районе бампера тре-
бует правки, а задние кронштейны крепления крыла,
расположенные на стойке, требуют коррекции своего
положения.
Закончив подгонку, приварили вырезанные фрагмен-
ты к стойке, насколько это позволила дверь. Затем сняли
дверь и окончательно приварили вырезанные в начале
работ фрагменты.
Осталось выправить и приварить вырезанный в са-
мом начале наружный облицовочный кусок стойки.
Рихтовка смятого как голенище сапога куска велась
на верстаке. Поскольку он был сильно деформирован,
то пришлось сделать на нем ещё несколько надрезов.
После многочисленных примерок фрагмент был при-
варен на место, а к нему, в свою очередь, были прива-
рены задние кронштейны крыла. После подготовитель-
ных работ стойка была окрашена.
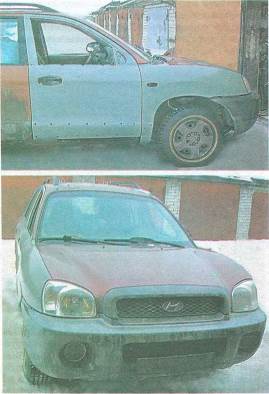
Отремонтированная таким образом стойка имеет уже
несколько другую геометрию, нежели до аварии. Стро-
гие измерения могут это обнаружить. Однако глаз —
никогда. К слову сказать, сервисмены соглашались
только на замену стойки целиком, с отклейкой стекла,
разборкой салона и т. п., а стоимость ремонта вдвое
превышала сумму страхового возмещения.
Все кузовные детали можно условно разделить на
съёмные и несъёмные. К съёмным относятся такие де-
тали, которые можно снять и установить с помощью
гаечных ключей — это капот, бамперы, двери, иногда
передние крылья и т. д.
Поврежденные несъёмные детали удаляются слесар-
ным инструментом (п. 2.2) и болгаркой (п. 2.4.4.2). Из
этого и будем исходить, изучая практикум.
ЕЛ ЗАМЕНА
СЪЁМНЫХ ДЕТАЛЕЙ КУЗОВА
Замена дверей — довольно простая операция. Перед
тем как красить новую дверь, обязательно примерьте
её, полностью закрепив петли на стойке. Убедитесь,
что дверь не задевает другие детали кузова, что зазор
в дверном проеме соответствует норме, что дверь не
«вывалена» наружу и не «завалена» внутрь относитель-
но соседних с ней деталей - порога, крыла и задней
двери. Дверь не должна также провисать и т. д. То, как
дверь должна стоять в проёме, можно посмотреть на
другой стороне автомобиля или на другом таком же ав-
томобиле. Если дверь занимает неправильное положе-
ние, то необходима регулировка.
Положение дверей в проёмах регулируется измене-
нием положения дверных петель по отношению к стой-
кам, к которым они крепятся. Такая регулировка воз-
можна потому, что практически у всех автомобилей,
как импортных, так и отечественных, дверные петли
имеют овальные отверстия для крепёжных болтов и до-
пускают некоторую возможность для регулировки по-
ложения дверей. Меняя положение петель, можно до-
биться правильного положения дверей в проёмах. В тех
случаях, когда заводских регулировок недостаточно,
можно дополнительно распилить отверстия в дверных
петлях с помощью круглого напильника. Иногда меж-
ду площадкой петли и стойкой приходится помещать
дополнительные прокладки.
Проверьте положение рамки бокового стекла в двер-
ном проеме. Иногда она может выпирать за габариты
кузова, даже будучи фирменной. Чаще всего это быва-
ет у отечественных автомобилей, реже у иномарок.
Если дверь встала правильно, а рамка — нет, то пра-
вить её придется руками.
Съёмные крылья также нужно предварительно приме-
рить и при необходимости подогнать по месту до ок-
раски. Подгонка крыльев, так же, как и дверных пе-
тель, может сопровождаться распиливанием круглым
напильником крепёжных отверстий на фланце крыла,
или даже дополнительной рихтовкой фланца брызгови-
ка, к которому оно крепится. А если крыло уже окра-
шено, то вы рискуете повредить свежую краску во вре-
мя проведения подгоночных работ.
8.1.1. КРИТЕРИИ ПРАВИЛЬНОСТИ УСТАНОВКИ
СЪЁМНЫХ КУЗОВНЫХ ДЕТАЛЕЙ
Их немного - величина зазоров между устанавлива-
емыми деталями и их симметрия.
Перечислим зазоры, которые тестировались на пра-
вой стороне Hyundai Santa Fe: между дверями, дверью
и крылом, дверью и рамкой ветрового стекла, дверью
и порогом, крылом и бампером, крылом и капотом,
крылом и фарой.

|
Обе двери в нижней части над порогом должны быть
на одной линии и иметь одинаковое расстояние до него.
| Глава 8 ПРАКТИКУМ ПО ЗАМЕНЕ ПОВРЕЖДЁННЫХ КУЗОВНЫХ ДЕТАЛЕЙ |
Следует также сравнить зазоры с правой восстанав-
ливаемой стороны с аналогичными на левой стороне
автомобиля.
Ещё несколько замечаний.
Объём работ по подгонке новых деталей напрямую
зависит от их происхождения — оригинальные или нео-
ригинальные, а также от того, в каком состоянии зазо-
ры на неповреждённой, эталонной стороне автомобиля.
Иногда приходится приводить в порядок сначала их,
а затем уже заниматься новыми дверью, крылом и т. д.
Не лишним будет проверить также действие дверного
замка, положение дверного уплотнителя и дверной
обивки. У крыла, как уже отмечалось, проверяются за-
зоры между дверью, капотом, бампером и фарой. Мо-
жет оказаться так, что кронштейны, к которым кре-
пится крыло, придется выправить, а в более сложных
случаях переставить на другие места, обеспечивающие
правильные зазоры.
Абсолютная величина зазоров — разная у разных ти-
пов автомобилей. У отечественных авто она может быть
достаточно большой и достигать 8-9 мм (задняя дверь
нового ВАЗ-2115) и даже более, а у некоторых инома-
рок всего 3 мм (Honda Civic). Имеет также значение,
подвергался ли автомобиль сложному кузовному ремон-
ту в прошлой жизни, то есть до вас.
Ещё одно замечание. Человеческий глаз очень хоро-
шо различает не величины зазоров, а разницу между
ними. Иначе говоря различает относительные, а не аб-
солютные величины.

| ...и всего остального. |
Итак, мы выяснили, что главными критериями при
установке новых деталей будут величина зазоров
и их симметрия.
ЗАМЕНА НЕСЪЁМНЫХ
ДЕТАЛЕЙ КУЗОВА
О том, как заменять несъёмные детали, подробно
написано в Л.8.
Вкратце напомню последовательность этих работ.
Для начала сверлом удаляем места точечной свар-
ки старой детали к кузову (п. 2.2). Обычно диаметр
сверла выбирают около 8 мм.
Высверливать точечную сварку не так просто, как
это может показаться.
У профессионалов есть специальные инструмен-
ты для этих работ. Их описание дано в Л.З.
Я же советую вести работу в три приёма.
| Точно так же будете контролировать правильность установки капота... |
 ...крышки багажника, бампера...
...крышки багажника, бампера...
|
1. Разыщите все места точечной сварки и пометьте
их маркером. Это позволит при последующем высвер-
ливании не пропустить их.

| .высверлите металл удаляемой детали. ^шшшш |
2. Просверлите сквозные отверстия диаметром
2,5-3 мм в помеченных местах. Иногда сверло в про-
цессе сверления сползает с центра точечной сварки.
В этом случае предварительно накерните центр буду-
щего отверстия.
Перовое сверло центруется по предварительно про-
сверленному отверстию диаметром 2,5-3 мм и гаранти-
рованно удаляет сварную точку. Сверление сразу боль-
шим сверлом очень неудобно, так как оно в процессе
работы может сместиться и вы промахнетесь, оставив
сварную точку невредимой. Имеется также риск про-
сверлить сварную точку насквозь, что приведет
к необходимости делать дополнительную работу — за-
варивать и зачищать лишние дыры.
Как уже отмечалось в п. 2.2.1, перовое сверло — это
обычное спиральное сверло, заточенное соответствую-
щим образом. Перовое сверло имеет режущие кромки,
расположенные под 90 градусов к оси сверления, что
способствует высверливанию металла только удаляемой
детали.
После этого детали можно разъединить.
Остающиеся отверстия диаметром 2-2,5 мм можно не
заваривать, если они перекрываются металлом новой
детали.

Если точечная сварка недоступна для высверливания,
срубаем её острым, как бритва, зубилом(п. 2.2.2) с уг-
лом заточки около 30 градусов.

|
Для удобства работ перед сверловкой отрезаем бол-
гаркой (отрезной диск толщиной 1,2 мм) от старой де-
тали всё, что мешает.
Замена детали может быть полной или частичной.
Установка новых деталей потребует подготовитель-
ных и подгоночных работ. Если вы меняете, например,
наружную панель порога, то помимо удаления старой
детали вы должны подготовить к установке новую. Под-
готовка заключается в сверлении или высечке отвер-
стий под сварку дыропробивным штампом (п. 2.2.4).
Вы должны зачистить металл вокруг отверстий как
внутри панели, так и снаружи, от транспортировочного
грунта. Кроме того, вы должны зачистить места при-
варки новой детали от коррозии и любых других заг-
рязнений. На те места, которые уничтожила коррозия,
но к которым должна привариваться новая деталь, ста-
вятся заплаты. Прежде чем приваривать новую дет&пь
к автомобилю, вы должны тщательно подогнать её по
месту, затем временно закрепить саморезами и струб-
цинами, проверить зазоры между новой деталью и дру-
гими деталями кузова, и только тогда начинать сварку.
8.2.1. ЗАМЕНА СТЁКОЛ
Гаражному мастеру довольно часто приходится заме-
нять вклеенные стёкла — как ветровые, так и задние.
8.2.1.1. СНЯТИЕ СТАРОГО СТЕКЛА
Первый шаг перед вклейкой нового стекла — снятие
старого. Здесь возможны следующие варианты.
I. Стекло разбито вдребезги.
В этом случае делаем следующие подготовительные
мероприятия:
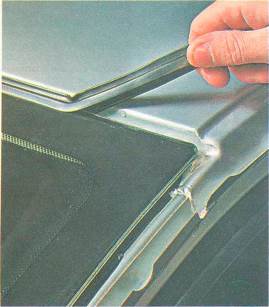
а) в салоне автомобиля снимаем накладки передних
стоек и переднюю накладку панели приборов;
|
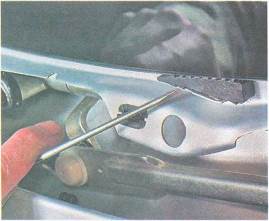
| в) снимаем поводки стеклоочистителей; г) в нижней части стекла с помощью отвёртки уда- ляем регулировочные клинья; |
б) снимаем уплотнительную прокладку переднего
стекла;
|
д) снимаем решётки воздухопритоков;
е) снимаем уплотнитель передней двери до высоты
чуть выше лобового стекла.

|
Перечень мероприятий по подготовке к снятию
стекла приводится для автомобиля Lada Kalina. Для
автомобилей других марок он может быть другим.
Следующий шаг — удаление остатков разбитого
стекла.
Остатки стекла срезаем остро заточенным сапож-
ным ножом. Резку старайтесь вести в направлении
«от себя». Будьте аккуратны в обращении с острым но-
жом! Старайтесь также не продирать старый клей до
чистого металла.
Для облегчения работы лезвие ножа можно периоди-
чески смачивать водой. Клей со стороны проёма стара-
ются удалить не полностью, а оставив слой не толще
2 мм. В этом случае новый клей будет прилипать к ста-
рому, уже имеющему хорошую адгезию с металлом.
2. Стекло не повреждено.
Перечень мероприятий по подготовке стекла к сня-
тию будет таким же, как и в п. 1 данного раздела. Не
забудьте только снять зеркало заднего вида, если оно
приклеено к стеклу.
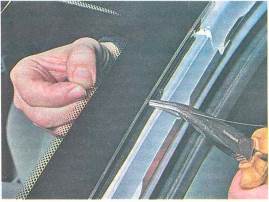
Стекло в этом случае снимают с помощью специаль-
ной струны. Делается это так:
а) кусачками откусываем кусок струны длиной око-
ло 1 м;
в) крепим к концам струны ручки;
г) вдвоём с помощником, аккуратно разрезаем клей
по всему периметру стекла.

|
Один человек при этом находится в салоне, а другой -
снаружи. Процесс напоминает пиление двуручной пилой.
Процесс идёт долго и не слишком гладко - струна
цепляется за заусенцы на кузовном металле и часто
рвётся. Вам также нужно глядеть в оба, чтобы не по-
вредить краску на кузове.
|
Струна с ручками и всё, что нужно для разрезания
клея, обычно продаётся в виде набора.
Если у вас нет фирменного набора для снятия стек-
ла, то в качестве ручек могут применяться подходящие
деревянные бруски, ручки от отвёрток и т. д., а в каче-
стве струны - кусок сварочной проволоки для полуав-
томата.
3. На стекле есть трещины, и вы удаляете его для того,
чтобы заменить на новое. В этом случае вам не нужно
особо церемониться. Некоторые радикальные гараж-
ники просто разбивают стекло, и далее действуют по п.
1. Это существенно ускоряет и упрощает дело.
Если вы не любите собирать осколки, то поступаете
согласно п. 2.
8.2.1.2. УСТАНОВКА НОВОГО СТЕКЛА
После того как старое стекло удалено, нужно обяза-
тельно примерить новое. Для этого вдвоём с помощником
укладываем его в проём. Использование специальных
присосок для монтажа стекла сделает работу более при-
ятной и безопасной.
Убедившись, что зазор между стеклом и старым слоем
клея не превышает 2—3 мм, убираете стекло и готовите
его к вклейке. Иногда старый клей имеет неровную по-
верхность с буграми, которые мешают правильной уста-
новке стекла. В этом случае срезаем бугры и повторяем
примерку. Некоторые смелые мастера удаляют бугры
с помощью лепесткового зачистного круга.

| Иногда в него также может входить и клей для вклей- ки стёкол, и выжимной пистолет, и активатор, и грунт. |
б) вводим струну в клеевой слой с помощью тонко- губцев с изогнутыми губками;

|
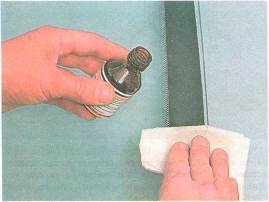
После окончания примерок начинаем подготовку
к вклеиванию нового стекла. Для этого укладываем по
краям нижней части ветрового стекла резиновые дис-
танционные прокладки. Их назначение - обеспечить
нужную толщину нового клеевого шва. Если вы исполь-
зуете новые дистанционные прокладки, то их толщина
должна быть такой же, как у прежних.
Если новые прокладки толще старых, то острым но-
жом удаляем лишний материал.
С помощью тампона наносим на края проёма стекла
активатор, входящий в набор. Активатор наносим так-
же и на поверхность вклеиваемого стекла. Поверх-
ность, предназначенная для вклейки, представляет со-
бой тёмную полосу.
 Надеваем на верхнюю кромку стекла уплотнитель...
Надеваем на верхнюю кромку стекла уплотнитель...
|

|
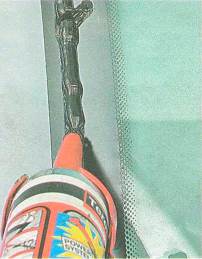
...и наносим клей на стекло. Для этого помещаем
картридж с клеем в выжимной пистолет. Клей вы-
давливаем через насадку с треугольным вырезом
так, чтобы он образовал на краю стекла узкий ва-
лик высотой 8-10 мм.
|
Не торопясь, аккуратно укладываем стекло сим-
метрично в проём. Руками прижимаем его по пери-
метру к проёму так, чтобы клей равномерно распо-
ложился между стеклом и металлом кузова, а рези-
новый уплотнитель на верхней кромке стекла упёр-
ся в кромку крыши.
Удерживая стекло от сползания, ставим на место ре-
гулировочные клинья в нижней части стекла. Оконча-
тельно поджимаем клинья так, чтобы резиновый
уплотнитель на стекле плотно упёрся в кромку крыши.
Процесс отверждения клеевого шва, в зависимости
от применённого клея, окружающей температуры (п.
4.11) и влажности, может составлять от часа до не-
скольких суток. Клей быстрее полимеризуется в тёп-
лом влажном воздухе. В сухую погоду для ускорения
отверждения клея можно обложить стекло мокрыми
тряпками по периметру.
Во время склейки не хлопайте дверями, не садитесь
на сиденья и не перекатывайте автомобиль с места на
место — стекло может выскочить из проёма или смес-
титься. Автомобиль во время склеивания должен не-
подвижно стоять на ровной площадке. Это позволит из-
бежать появления перекосов проёма стекла.
8.2.2. КРИТЕРИИ ПРАВИЛЬНОСТИ УСТАНОВКИ
НОВЫХ НЕСЪЁМНЫХ ДЕТАЛЕЙ
Практически, они те же, что и для установки съём-
ных деталей: одинаковость и равномерность зазоров
между старыми и новыми деталями.
Если при подгонке съёмных деталей их положение
корректируется штатными крепёжными элементами
(болтами), то коррекция положения новых несъёмных
деталей производится с помощью струбцин и саморе-
зов, используемых в качестве временного крепежа.
ПОЛНАЯ И ЧАСТИЧНАЯ ЗАМЕНА
СИЛОВЫХ ЭЛЕМЕНТОВ КУЗОВА
По сути, похожа на замену несъёмных деталей кузова.
Силовые элементы меняем по двум причинам — или
они проржавели, или серьёзно повреждены. И в том
и в другом случае они не могут выполнять свои функ-
ции и подлежат замене, полной или частичной.
Замена силовых элементов кузова значительно слож-
нее, чем, например, замена дверей и крыльев. Но это
не значит, что её нельзя сделать в гараже.
Перед тем как ставить на автомобиль новый силовой
элемент, внимательно изучите места будущей сварки.
Вы должны понимать, как и в каких местах деталь бу-
дет приварена к кузову.
Количество и расположение сварных точек можно оп-
ределить по старой детали, которую вы будете удалять.
Приваривать новую деталь лучше электрозаклёпкой,
предварительно насверлив в соответствующих местах
отверстия диаметром 8 мм. Делать это придётся дрелью
и сверлом, так как высечка, как правило, не берёт тол-
стый металл силовых элементов.
Практически, новую деталь можно установить, руко-
водствуясь в основном здравым смыслом и логикой.
Довольно часто силовые детали заменяют частично.
То есть вырезаем повреждённый участок силового эле-
мента и заменяем его на новый, вырезанный из новой
кузовной запчасти.
Приведем конкретный пример. Автомобиль ВАЗ-2109
получил лобовой удар, слава богу, на небольшой ско-
рости (см. фото ниже).
В результате пришли в полную негодность все съём-
ные детали передка: крылья, капот, бампер, фары...
Дата добавления: 2016-08-07; просмотров: 2176;