10 страница. Все проблемы можно условно поделить на две группы
6.4.8. ВОЗМОЖНЫЕ ПРОБЛЕМЫ ПРИ
ПРОВЕДЕНИИ СВАРОЧНЫХ РАБОТ
Все проблемы можно условно поделить на две группы.
I. Проблемы, связанные с неправильным выбором ре-
жимов работы сварочного полуавтомата.
К ним относятся:
а) Неправильный выбор величины сварочного тока.
При чрезмерно большом сварочном токе возможны
прожоги свариваемого металла.
|
Другой признак чрезмерного сварочного тока — обра-
зование большой капли металла на конце проволочного
электрода, выходящего из медного наконечника свароч-
ной горелки. Иногда эта капля намертво приваривается
к медному наконечнику, образуя с ним единое целое. При
попытке пустить сварочный аппарат проволока стоит,
а иногда ломается на выходе подающего устройства, пе-
ред входом в шланг. Сварка становится невозможной.
В этом случае необходимо снять газовое сопло и плос-
ким напильником со средней насечкой запилить торец
медного наконечника. Опиловку делают до тех пор, пока
полностью не освободят проволоку от прихвата к медному
наконечнику.
Иногда приходится спилить некоторую часть наконеч-
ника, чтобы вызволить проволоку из «плена». Если вам не
хочется тратить время на опиловку, вы можете вывернуть
наконечник, не обращая внимания на сопротивление за-
кручиваемой проволоки.
Если проволока на выходе подающего устройства не сло-
малась, то после замены наконечника можно продолжить
работу.
Если проволока сломалась, образовав петлю на входе
в подающий шланг, то отводим прижимной ролик и ку-
сачками перекусываем сварочную проволоку до входа
в подающее устройство.
Вытягиваем кусок сварочной проволоки из шланга, дей-
ствуя в направлении от сварочной горелки к бобине.
Далее поступаем согласно п. 6.3.1 и продолжаем работу.
б) Неправильная регулировка прижима проволоки
в подающем устройстве.
Как уже отмечалось выше, при «прихвате» сварочной
проволоки в медном наконечнике она ломается на вы-
ходе подающего устройства.
Это значит, что прижим сварочной проволоки в пода-
ющем устройстве слишком велик.
Прижим должен быть отрегулирован так, чтобы при
прихвате проволока проскальзывала, но не ломалась.
Другая крайность - прижим слишком мал. В этих слу-
чаях также возможен прихват сварочной проволоки
в наконечнике, хотя сварочный ток выбран правильно.
Это происходит потому, что проволока из-за проскаль-
зывания подаётся медленнее, чем плавится. В конце
концов дуга начинает гореть на самом наконечнике, что
и приводит к прихвату. Те же самые последствия имеет
слишком малая скорость подачи проволоки.
в) Мал расход газа. Сварка получается пористой. Ре-
шение этой проблемы — увеличить расход газа регули-
ровкой редуктора. Как уже отмечалось выше, для сва-
рочной проволоки диаметром 0,8 мм оптимальным будет
расход газа 8—10 литров в минуту.
В инструкциях по применению бытовых углекислот-
ных полуавтоматов могут быть указаны другие цифры
расхода газа, например, 2-3 литра в минуту. Как пока-
зала практика, такого расхода явно недостаточно.
2. Проблемы, связанные с неисправностями сварочно-
го полуавтомата.
Неисправности полуавтомата редко бывают фаталь-
ными. Не могу припомнить, чтобы за девять лет работы,
в моем бытовом полуавтомате случилась какая-либо се-
рьёзная неисправность. Чаше всего изнашивался мед-
ный наконечник в сварочной горелке. В этом случае
дуга горит нестабильно, слышны частые щелчки, рабо-
тать становится просто невозможно.
Износ наконечника складывается из механического
и электроэрозионного.
Механический износ образуется за счёт трения про-
волоки о наконечник.
Дело усугубляется тем, что на сварочной проволоке
появляется насечка, которую наносит на неё подающий
ролик. Эта насечка работает подобно напильнику.
Электрическая эрозия возникает вследствие того, что
через медный наконечник, представляющий собой
скользящий контакт, проходит электрический ток в де-
сятки, а иногда и сотни ампер, и металл наконечника
переносится на проходящую через него проволоку.
Поэтому наконечник изнашивается довольно быстро.
Внешне это выглядит так: отверстие в наконечнике ста-
новится овальным, и проволока болтается в нем. Такой
наконечник подлежит немедленной замене.
А запасных у вас должно быть в достатке.
3. Проблемы косвенного характера.
Иногда в процессе сварочных работ не удаётся дос-
тичь приемлемого качества сварки. Всё говорит о том,
что вроде бы неисправен полуавтомат - дуга горит не-
устойчиво, сварочная проволока прилипает к металлу,
а «провар» получается плохим. Регулировки сварочного
тока и скорости подачи проволоки почти ничего не ме-
няют. Появляется мучительное желание разобрать ап-
парат и начать чинить его...
Не торопитесь.
Причина может оказаться на редкость банальной -
в питающей полуавтомат электрической сети может ока-
заться пониженное напряжение. Помните, что совре-
менные сварочные полуавтоматы рассчитаны на пита-
ющее напряжение 230 В.
Если в процессе сварки напряжение «просаживается»
до неприемлемо низких величин (п. 2.6.6), то нормаль-
ная работа полуавтомата становится невозможной. Си-
туация в условиях гаража вполне обычная. Как с этим
бороться умеренными, и радикальными мерами, будет
рассказано в главе 13.
Ремонт любого автомобильного кузова — это восста-
новление повреждённых деталей и (или) их замена.
Повреждённые детали кузова восстанавливают, если
это экономически целесообразно, то есть если затраты
на ремонт повреждённой детали будут меньше, чем за-
мена детали на новую.
Конечно, помимо экономической подоплёки могут
быть и другие, более важные, соображения.
■Ш ТЕХНИКА БЕЗОПАСНОСТИ
ПРИ РИХТОВОЧНЫХ РАБОТАХ
При занятиях рихтовкой необходимо придерживаться
ряда простых правил техники безопасности. О них уже
упоминалось в разделе 2.1. Перед началом рихтоврчных
работ прочтите их ещё раз!
Ш*Ж РИХТОВКА (ПРАВКА) И ВЫТЯЖКА
КУЗОВНОГО МЕТАЛЛА
Вначале дадим несколько определений.
Рихтовка, или правка — это восстановление исход-
ной формы повреждённой (смятой) кузовной детали.
Вытяжкой обычно называют процесс, при котором
восстанавливают первоначальное, как до аварии,
положение смещённых со своего места кузовных де-
талей, то есть «вытягивают» их на прежнее место.
Вытягивают обычно силовые элементы, такие как
лонжероны, стойки.
Рихтовать металл можно различными способами —
с помощью рихтовочных молотков и наковален-поддер-
жек, с применением газовой горелки и без.
Вытяжку в гаражных условиях практически не дела-
ют, так как для этого нужны специальные вытяжные
стенды, которые есть даже не во всяком сервисе. Но
это не значит, что в гараже невозможно сделать вы-
тяжку.
7.2.1. РИХТОВАТЬ ИЛИ ЗАМЕНЯТЬ?
СОВРЕМЕННЫЕ ТЕНДЕНЦИИ
Рихтовать или заменять - это довольно сложный
и неоднозначный вопрос. Как его решать, зависит от
предполагаемого объёма рихтовочных работ, ваших воз-
можностей и наличия времени, а также целей, которые
вы перед собой ставите. У этого вопроса существует
и экономическая составляющая.
Если повреждения металла незначительны, то рих-
товка вполне оправданна.
Замена предпочтительнее рихтовки во всех осталь-
ных случаях, так как экономит время. Нет смысла рих-
товать смятое крыло ВАЗ-2Ю7, так как новое стоит
недорого и может быть быстро заменено. Рихтовать
сильно смятые наружные панели порогов и дверей так-
же имеет мало смысла.

|
Если крыло съёмное, то и говорить не о чем. Напри-
мер, в случае с ВАЗ-2109.
|
Бывает и так, что деталь даже с небольшим поврежде-
нием проще заменить. Представьте себе, что вы отрих-
товали незначительно повреждённое переднее крыло
ВАЗ-2109. Делать это очень удобно, поскольку деталь
съёмная. Попутно обнаружили, что крыло имеет множе-
ственные коррозионные «вздутия» красочного слоя, ца-
рапины, мелкие вмятины, отслоившуюся мастику на
внутренних поверхностях и коррозию на них.
Что вы будете делать? Отковыряете изнутри грязь
и отслоившуюся мастику. Рискуя здоровьем, зачистите
болгаркой все коррозионные повреждения как снару-
жи, так и изнутри, наружные поверхности полностью
отшлифуете, зашпатлюете все дефекты, отшлифуете
их, загрунтуете крыло почти целиком и целиком же
окрасите. Внутренние поверхности окрасите травящим
грунтом, обработаете подходящим антикором.
Шпатлевание дефектов редко проходит за один при-
ём, обычно приходится делать их два-три, чтобы до-
биться приемлемого качества. Плюс время на отверж-
дение шпатлёвок. Общие затраты времени составят
два-три дня.
Если же приобрести новое крыло, то порядок ра-
боты таков: отшлифовать транспортировочный грунт,
загрунтовать, окрасить. Изнутри нанести подходящий
антикоррозионный состав. Работы втрое меньше,
и никакой рихтовки. Качество наружных поверхно-
стей - как у нового автомобиля.
Бывают и иные примеры. Автомобиль «Нива»:
рихтовать придётся однозначно, так как найти кузов-
ные запчасти к нему в сто раз сложнее, чем к «Жигу-
лям».
И ещё. Практически в 75% всех случаев, когда ре-
шается вопрос «заменять или рихтовать», принимается
решение о замене.

|
|
Довольно значительно повреждены крыло и панель пе-
редка. Однако замена этих деталей будет слишком дол-
гим и дорогим мероприятием. Вывод однозначный —
вытягивать и рихтовать, поскольку это экономически
целесообразно.
Если вы восстанавливаете олдтаймер типа «Моск-
вич-400», имеющий механические повреждения, то
Принятию таких решений способствует изобилие
и относительная дешевизна кузовных запчастей. Вы мо-
жете купить или заказать относительно дешёвые неори-
гинальные запчасти для большинства иномарок. Для оте-
чественных автомобилей вообще можно найти любую
запчасть, причем в первом же «кузовном» магазине.
Я уже не говорю о рынках автозапчастей, с которыми
понятие «дефицит» несовместимо в принципе.
Теперь несколько слов о рихтовке.
В мои планы не входит загружать вам голову описа-
ниями искусных приёмов работы с редкими рихтовоч-
ными инструментами. По моему глубокому убеждению,
рихтовать нужно только в самых элементарных случа-
ях, когда с работой справится любой неподготовлен-
ный гаражник.
Настоящая полноценная рихтовка сделалась видом
искусства, которым владеют немногие.
Вы, однако, тоже сможете овладеть им, если очень
захотите.
7.2.2. ПРАВКА ВМЯТИН
РИХТОВОЧНЫМИ МОЛОТКАМИ
Вмятина имеет чередующиеся зоны сжатия и растя-
жения металла. Внутренняя и наружная части вмятины
(а) представляют собой растянутые области, а граница
перехода к неповреждённым частям панели - сжа-
тые (б) (рис.7.1).
 Рис. 7.1
Рис. 7.1
|
Растянутые области содержат как бы «лишний» металл.
Откуда он взялся? На рисунке 7.1 видно, что учас-
ток б-б на вмятине стал длиннее, чем на неповреж-
дённой панели. Длина участка до повреждения изоб-
ражена штриховой линией. Это значит, что металл на
повреждённом участке растянулся, но одновременно
стал тоньше.
Ваша задача - убрать растяжения, не создавая при этом
новых. Классическая схема работы в этом случае пред-
ставлена на рис. 7.2.
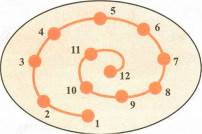 Рис. 7.2
Рис. 7.2
|
Ведём рихтовку по спирали, начиная с краёв вмятины.
Последовательность рихтовки указана цифрами. Работаем
рихтовочным молотком с круглым бойком и плоской под-
держкой. Мы как бы сгоняем растянутый металл в центр
вмятины. Помните, что наковальня а во время работы дол-
жна быть чуть с краю от молотка, иначе вы растянете ме-
талл ещё больше (рис 7.3).

|
Возможно, что вам придется сделать не один и даже
не два прохода по спирали.
Итогом вашей довольно шумной работы станет
следующая картина: края вмятины почти выправле-
ны, а в центре имеется горб. Именно в него пере-
шёл растянутый металл. Что будем делать дальше?
Возьмем наковальню и рихтовочный молоток с ос-
трым бойком. Расположение наковальни и направ-
ление ударов понятно из рис. 7.4.
|
 Рис. 7.4
Рис. 7.4
|
Что в этом случае происходит? Острый боёк не рас-
тягивает металл и уменьшает объём горба. Его края
подтягиваются, объём становится меньше.
Итак, вчерне металл выправлен. Остались мелкие
вмятины и небольшой горб.
Мелкие вмятины убираем с помощью плоской под-
держки и алюминиевого или медного молотка. Здесь
главный принцип — не навредить, то есть не растянуть
металл. Алюминиевый или медный молоток работает
гораздо мягче стального, и риск растянуть металл
уменьшается. Молоток и наковальня располагаются
друг напротив друга.
Можно уменьшить растяжение металла, если
пользоваться наковальней и рихтовочным молотком
с насечкой. Лучше применять их после того, как чер-
новая рихтовка закончена. Лишний металл уйдёт
в мелкие бугорки и впадины, образующиеся на ме-
талле в процессе ковки. В этом случае молоток и на-
ковальня располагаются друг напротив друга. Такая
работа называется прямой ковкой.
Итак, вмятина в целом выправлена, но остался не-
большой бугорок. Чтобы убрать его, нужна газовая го-
релка. Однако её у нас может и не быть. Как посту-
пить в этом случае? Бугорок оставляем. Его вершина
направлена внутрь панели, поэтому небольшую лунку
заполняем шпатлёвкой. Если вы восстанавливаете уни-
кальный автомобиль, то заполнить лунку лучше припо-
ем. Для автомобилей-олдтаймеров другие варианты
считаются дурным тоном.
При проведении рихтовочных работ нам пригодилась
бы газовая горелка. Она позволяет провести эффектив-
ную горячую усадку (сжатие) металла. Однако, как уже
говорилось ранее, в гараже довольно сложно держать
газовый сварочный пост. Тем не менее, если вы реши-
тесь иметь у себя газовую сварку, то пройдите для на-
чала курс обучения на газосварщика. Это потребует от
вас определённых материальных и временных затрат
и на некоторое время усложнит вашу жизнь. Но кому
сейчас легко?
Рихтовку мелких острых вмятин, направленных на-
ружу (рис. 7.4), делают с помощью рихтовочного мо-
лотка с острым бойком. В отличие от прямой ковки,
когда молоток работает всей площадью бойка и по-
тенциально способен растянуть металл, боёк работа-
ет лишь своей острой частью. Воздействие на металл
происходит на минимальной площади, и риск допол-
нительного растяжения металла достаточно мал. По-
ложение подложки, бойка и направление удара по-
нятно из рисунка.
Если вмятина мелкая и направлена внутрь кузов-
ной детали, то её проще зашпатлевать безо всякой
рихтовки.
7.2.3. РИХТОВКА МЕТАЛЛА
С ПОМОЩЬЮ ОБРАТНОГО МОЛОТКА
Практически всё, что написано в предыдущем раз-
деле, трудно осуществить в реальных условиях. Причи-
на проста — внутренняя сторона панели может оказать-
ся малодоступной или недоступной вообще.
В этом случае работаем обратным молотком и ручной
вытяжкой.
Последовательность работы такая.
Сначала очерчиваем границы вмятины маркером. За-
тем точками помечаем те места, где будут приварены
шайбы или просверлены отверстия. Расположение
шайб или отверстий ведём по спирали примерно так
же, как и при рихтовке обычными молотками (рис. 7.2).
Если будем приваривать шайбы, то зачищаем бол-
гаркой места сварки. Шайбы варим «точкой». Суще-
ствуют специальные сварочные аппараты для точечной
сварки. Однако держать такой аппарат не очень прак-
тично, так как большую часть времени он будет про-
стаивать. Лучше делать это обычным полуавтоматом.
Прочность сварки должна быть такой, чтобы шайба
легко отламывалась пассатижами, когда вы закончите
вытяжку.
Если нет - сверлим отверстия под саморез. Зачистка
в этом случае не обязательна.
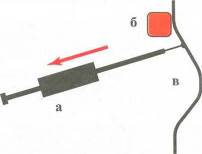
При вытяжке металла с помощью шайб на конце
стержня обратного молотка должен быть крючок,
а при вытяжке с помощью отверстий — саморез. Уда-
ряя скользящим бойком а по упору, начинаем тянуть
металл в, подбираясь от краев к центру, то есть по
спирали.
Контролируйте силу удара. Если перестараетесь, то
металл вытянется больше, чем нужно. Поэтому посто-
янно проверяйте форму восстанавливаемой детали (п.
7.2.4).
Пользуйтесь поддержкой б (рис 7.5). Если к поверх-
ности повреждённой панели приварены шайбы, то на-
ковальней пользоваться неудобно. Поэтому шайбы
привариваем тогда, когда можно обойтись без нако-
вальни, то есть в местах, где панель достаточно «жёс-
ткая». У дверей это обычно края. Середину панели
лучше тянуть за отверстия, пользуясь поддержкой.
Возникает вопрос: что лучше — приваривать шайбы
или сверлить отверстия?
Отверстия ослабляют панель, более того — их как-
то нужно убирать после окончания вытяжки. Привари-
|
рис. 7.5
вание шайб более хлопотное занятие, да и на внутрен-
ней стороне панели образуются выгоревшие участки
покрытия.
Решать этот вопрос будете сами, сообразуясь с об-
стоятельствами.
Качество рихтовки, выполненной с помощью обрат-
ного молотка, достаточно низкое. Металл в точках
приложения усилия вытягивается и принимает вид ос-
троконечных вмятин, направленных наружу панели.
Иногда под внутреннюю поверхность панели оказы-
вается возможным подсунуть наковальню и разгладить
вмятины алюминиевым или медным молотком.
Возможности эффективно разгладить металл, как
правило, нет.
В некоторых случаях можно применить ручную вы-
тяжку. Приёмы работы ручной вытяжкой те же самые,
что и обратным молотком. Для удобства и более эффек-
тивной работы можно работать двумя ручными вытяж-
ками одновременно. О свойствах этих инструментов
уже писалось в п. 2.3.4, 2.3.5.
Обратный молоток и ручные вытяжки неэффектив-
ны при рихтовке повреждений на больших «пружиня-
щих» поверхностях. Удобнее всего пользоваться этими
инструментами на краях панелей, там, где металл жёс-
тче, чем посередине, и лучше поддаётся правке.
7.2.4. способы контроля
отрихтованной поверхности
В процессе рихтовки металла возникает насущная
потребность в проверке качества работы.
Качество напрямую зависит от того, насколько точно
вы восстановите исходную форму панели.
Теоретически наиболее точно это делается с помо-
щью шаблонов, вырезанных из металла или подходя-
щего пластика. Шаблон делается по форме неповреж-
дённой панели. То есть, если вы рихтуете, например,
правое переднее крыло, то делаете шаблон по левому
переднему. Прикладывая шаблон к ремонтируемому
участку, вы по форме и величине зазора между ними
определяете, насколько велико отклонение. Ваша за-
дача - сделать его минимальным. Строго говоря, од-
ного шаблона будет недостаточно, так как контроль
необходимо вести в нескольких местах поврежденной
панели. Если вы изготовите несколько шаблонов, то
сможете выполнить рихтовку наиболее качественно.
Однако делать шаблоны - дело долгое, хлопотное
и для гаражника почти нереальное. У профессионалов
существуют специальные универсальные шаблоны,
которые можно быстро переналаживать под любую
форму поверхности.
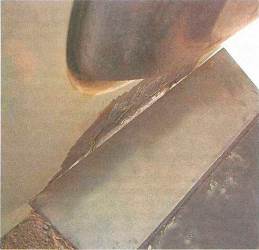
Более быстрый способ контроля можно осуществлять
с помощью линейки, прикладываемой к восстанавли-
ваемой поверхности (рис. 7.6, 7.7). Здесь нужны более
подробные пояснения.
На автомобиле нет практически ни одной абсолютно
плоской панели. Плоской, как, например, крышка
письменного стола. Все панели обязательно имеют хоть
слегка, но выпуклую форму. А это значит, что, если вы
приложите линейку к неповреждённой панели, то кон-
такт с нею будет практически в одной точке (а, рис
7.6). Линейка будет как бы перекатываться по выпук-
лой поверхности, и везде контакт будет практически
точечным.
Если приложить линейку к повреждённому участку,
например, вмятине, то контакт состоится уже в двух
точках (а, б, рис 7.7). Этот факт вы моментально заме-
тите и примете соответствующие меры.
В качестве линейки идеально подходит большой фа-
садный шпатель длиной 600 мм, применяемый при
строительных работах. Он имеет удобную ручку, лезвие
из нержавейки и высокую прочность.
Контроль поверхности удобнее всего проводить «на
просвет», используя в случае необходимости дополни-
тельный источник света. Линейка или шаблон распо-
лагаются между наблюдателем и источником света.
Картину, которую вы будете наблюдать, можно посмот-
реть на фото.
|
В конце раздела поговорим о том, когда рихтовку
можно считать законченной.
Это произойдет тогда, когда отрихтованная поверх-
ность будет занижена по отношению к исходной на ве-
личину по возможности не более чем на 3—6 мм (изо-
бражена стрелками на рис. 7.8, где а — исходная
поверхность, б - после рихтовки). Этот размер опреде-
ляет толщину наносимой шпатлёвки при подготови-
тельных работах (п. 10.3.4). Вообще говоря, чем мень-
ше разница между исходным (до повреждения) и
отрихтованным профилем поверхности, тем лучше. Тем
более что нанесение толстого слоя шпатлёвки считает-
ся у мастеров дурным тоном.
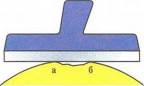 Рис. 7.7
Рис. 7.7
|

|
Рис. 7.8
7.2.5. НЕКОТОРЫЕ НЕТРАДИЦИОННЫЕ
ПРИЁМЫ В РИХТОВКЕ
Если автомобиль получил значительные поврежде-
ния, то одной только рихтовкой не обойтись. Панели
кузова сначала придётся вернуть на их прежнее место,
то есть «вытянуть».
Классическая вытяжка и рихтовка не предусматри-
вают резки кузовной панелей и установки на них не-
которых дополнительных элементов.
Однако в деле кузовного ремонта, как и в жизни,
бывают всякие ситуации.
Поэтому начнем рассмотрение нетрадиционных ме-
тодов правки несколько издалека.
Как вы знаете, наружные панели кузова сделаны из
довольно тонкого металла. Листовую сталь толщиной
0,8 мм крепкие мужские руки могут навертеть на па-
лец, скомкать, согнуть, не пользуясь никаким инстру-
ментом. Теперь представьте себе, что из этого металла
отштамповано крыло, панель передка или наружная
панель порога. Если рассмотреть эти детали в сечении
(рис. 7.8 — 7.10), то можно увидеть, что они содержат
изрядное количество ребёр жёсткости. У наружной па-
нели (а, рис.7.7) порога их наберётся целых восемь.
Крыло в сечении (рис. 7.9) тоже содержит рёбра жёст-
кости. Все эти ухищрения делают детали из тонкого
металла чертовски жёсткими и в продольном, и в по-
перечном направлении.
| Рис. 7.6 |
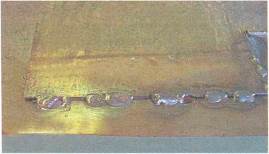
Когда эти детали сваривают в единый каркас, общая
жёсткость конструкции многократно повышается. На
рис. 7.8 изображено поперечное сечение порога. Здесь
а - наружная панель, б - усилитель, в - внутренняя
панель, г — соединитель. Такая конструкция имеет
очень высокую прочность, даже если она сделана из
металла не толще бумаги. Теперь конкретный пример.
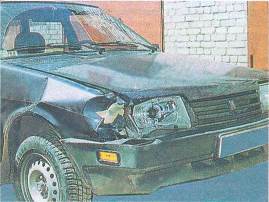
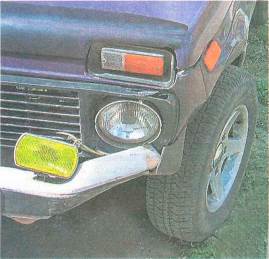
На фото (см. с. 73) изображен автомобиль «Нива»
с повреждениями панели передка и крыла. Поврежде-
но именно то место, где крыло соединяется
с панелью передка. Сечение металла в месте соедине-
ния деталей показано на рис 7.10. Здесь а — передняя
панель, б — переднее крыло.
Чтобы вытянуть повреждённый участок, вы должны
преодолеть сопротивление рёбер жёсткости — как
«родных», так и образовавшихся вновь в результате
удара о препятствие.
Как же быть? Стучать молотком по внутренней стороне
панелей не получится — нет места для замаха молотком,
да и нижняя часть панели передка «ушла» миллиметров
на 150-200. Обратный молоток в этой ситуации тоже не
поможет — он будет локально вырывать куски металла
в месте приварки шайбы к панели.
Вывод однозначный — металл нужно тянуть. Это воз-
можно лишь с помошью вытяжного стенда, силовые
гидроцилиндры которого справятся с такой задачей.
В больших сервисах они есть, но в вашем гараже стен-
да, разумеется, нет.
Итак, металл слишком неподатлив, чтобы с ним
можно было что-то эффективно делать. Чтобы железо
стало уступчивее, в некоторых местах надо сделать
надрезы болгаркой, тогда металл потеряет почти всю
свою жёсткость и, как писалось выше, крепкие мужс-
кие руки справятся с ним без проблем. Сделав надрезы
на повреждённых деталях, вы практически руками вер-
нёте их на прежние места и затем отрихтуете по час-
тям, после чего сварочным полуавтоматом соедините
намертво. Сварку ведите встык, если это возможно,
или внахлёст с помошью полосок металла, подложен-
ных под разрез. Шов можете сделать точечным сплош-
ным. Остаётся окончательная рихтовка и подготовка
к шпатлёванию.
Если сделать как следует все подготовительные
и отделочные операции, то отремонтированные кузов-
ные детали если и будут визуально отличаться от за-
водских, то только в лучшую сторону. В гараже можно
при желании показать такое качество работы, что не-
которые «фирменные» сервисы только позавидуют.
С учётом оснащённости и условий, в которых делается
эта работа, мы, вообще говоря, герои, и перед нами
надо снять шляпу.
7.2.5.1. Хлопунцы. Борьба
с хлопунцами
Хлопунцы, хлопуны или выпучины — так в просто-
речии называют неустойчивые после повреждений
участки панелей. Чаше всего это происходит
с панелями дверей. Неустойчивость выражается в том,
что значительный участок панели может занимать два
положения. Из одного положения в другое панель мо-
жет перейти приложением небольшого усилия.
Причина, по которой происходит это явление, -
«лишний» металл, образовавшийся в результате растя-
жения.
Традиционный метод борьбы с выпучинами — рих-
товка по спирали (см. п. 7.2.2) с использованием рихто-
вочного молотка и наковальни с насечкой.
Иногда лишний металл сгоняют в ямки, заполняе-
мые впоследствии шпатлёвкой или припоем.
Не могу не сказать о применении газовой горелки.
Как уже отмечалось, с помошью ацетиленовой горелки
можно весьма эффективно вести усадку растянутого
металла (см. JI3). О горячей рихтовке металла уже гово-
рилось, поэтому не будем повторяться.
 Рис. 7.9
Рис. 7.9
|
•1
J
Рис. 7.10
Очень часто советы по тем или иным способам ре-
монта остаются не более чем благими пожеланиями,
так как подходят для хорошо оборудованного сервиса.
У нас с вами условия более суровые, поэтому читаем
дальше.
Дата добавления: 2016-08-07; просмотров: 3434;