3 страница. Минеральное защитное стекло менее практично, так как быстро загрязняется намертво прилипшими к нему каплями металла
Минеральное защитное стекло менее практично, так
как быстро загрязняется намертво прилипшими к нему
каплями металла. Удалить их, не повредив стекло, прак-
тически невозможно.
Полимерное стекло как ни странно гораздо более
стойкое, чем минеральное. Расплавленный металл не
прилипает к нему, а рикошетит, оставляя небольшие
дымные пятна. Чистка стекла полирующим составом
полностью восстанавливает его прозрачность.
«Хамелеон» — это управляемая фотоэлементами элект-
рооптическая панель, мгновенно превращающаяся
в чёрный светофильтр с началом горения дуги. Процесс
перехода от прозрачного состояния к затемнённому про-
исходит настолько быстро (примерно 0,3 миллисекунды),
что глаз не успевает «ослепнуть». Скорость переключения
из состояния «непрозрачно» в состояние «прозрачно», чув-
ствительность...
т « 4/8ИЗ 1/3/2
Чтпсштольность Скорость зашнош
fe Высокая Медленная "^^ыирая

|
1ГЖ

|
Удобство работы — необыкновенное. Если обычную
маску нужно поднять, потом «прицелиться» сварочной
горелкой, потом опустить, потом начать варить, потом
перестать варить, потом поднять маску, то с «Хамелео-
ном» никакой суеты. Надеваете маску, вам всё видно,
начинаете варить — стекло автоматически темнеет,
перестаете варить — стекло автоматически стало про-
зрачным, и опять всё видно. Удобству также способ-
ствует регулируемое крепление к голове, малый вес
(430 г) и отсутствие элементов питания.
Единственный недостаток - прозрачность светофильт-
ра в незатемнённом состоянии оставляет желать лучшего.
Стоимость «Хамелеона» также заметно выше стоимо-
сти обычной маски.
ВИДЫ СВАРОЧНОГО
ОБОРУДОВАНИЯ. КРАТКИЙ ОБЗОР
В гараже можно варить как газовой, так и электро-
сваркой.
Стандартный газосварочный пост состоит из двух бал-
лонов (кислород и ацетилен) с редукторами, соедини-
тельных шлангов и газовой горелки с набором насадок
различного размера.
В старое доброе время газовая сварка была практи-
чески единственным доступным способом сварки кузовно-
го металла. И теперь газовая сварка позволяет успешно
соединять металл, более того, с её помошью можно эффек-
тивно рихтовать повреждённые кузовные летали. Газовая
горелка позволяет вести пайку твёрдыми припоями. И тем
не менее, мы не будем подробно останавливаться на описа-
нии газосварочного оборудования и тем более рекомендо-
вать использовать его при ремонте автомобильных кузовов
в гаражных условиях.
И вот по каким причинам.
Первая — об этом уже много и хорошо написано
в другой литературе (см. ЛЗ, Л8, ЛИ), и повторяться мы
не будем.
Вторая, самая главная причина - немалый риск взлететь
на воздух, если вы нарушили строгие правила эксплуата-
ции газосварочного поста. Вы сами, наверное, можете
вспомнить хотя бы один «ужастик» на эту тему, например:
«прихожу это я к Василию в гараж, а вместо гаража - кот-
лован....», и так дааее.
Третья причина — держать в гараже два больших баллона
с ацетиленом и кислородом плюс большую бухту из шлан-
гов бывает просто негде.
Таким образом, безопасность и габариты определяют наш
выбор.
Конечно, я выражаю своё сугубо личное мнение, и для
настоящих мужчин оно не обязательно. В конце концов, вы
можете окончить курсы газосварщиков и начать варить га-
зом - была бы решимость.
Теперь поговорим об электросварке. Электросварка
всё-таки будет более доступным, безопасным и менее
хлопотным вариантом, нежели использование газосва-
рочного поста.
В гараже можно использовать следующее сварочное обо-
рудование:
1. Оборудование для сварки электродом.
К нему обычно относят аппараты переменного тока. Это
самые дешёвые и доступные аппараты. Но ими можно при-
варить разве что оторванный буксирный крюк или подва-
рить развалившиеся гаражные ворота. Тонкий кузовной ме-
талл - это не их профиль. И вообще, неудобство работы
таким аппаратом не компенсируется его дешевизной, а гру-
бые наплывы шлака на сварных швах не могут вызвать
ничего, кроме глубокого эстетического страдания. Строго
говоря, аппарат переменного тока для сварки кузовного ме-
талла практически непригоден.
2. Оборудование для электросварки в среде защитных
газов. К нему относят аппараты для сварки в среде уг-
лекислого газа, аргона или их смеси. Эти аппараты по-
зволяют варить любой кузовной металл (и не только его)
с высоким качеством. Остаюсь только разобраться, что
они из себя представляют. Для этого читаем следую-
щий раздел.
2.6.3.1. ОБОРУДОВАНИЕ
МИГ-, МАГ- И ТИГ- СВАРКИ
МИГ-, МАГ- и ТИГ-сварка - это разные виды свар-
ки в среде защитного газа. В свою очередь, аппараты
для сварки в среде защитного газа можно разделить на
две группы:
1. Аппараты для сварки неплавящимся электродом
в среде инертного газа, или аппараты для ТИГ-сварки.
Это самые универсальные аппараты. Могут сваривать
любые, как чёрные, так и цветные металлы. Сварные
швы, сделанные опытной рукой при помощи этого ап-
парата, выглядят идеачьно.
Сварка ведётся с присадочной проволокой или без неё,
за счёт сплавления краёв свариваемого металла. Это здо-
рово напоминает сварку с помощью ацетиленовой го-
релки. Сварочная горелка похожа на аналогичную угле-
кислотного полуавтомата (см. п.2.6.3.2), но устроена про-
ще. В качестве неплавящегося электрода используется
острозаточенный вольфрамовый стержень.
В магазинах их зовут тигелями, так как аппараты та-
кого типа у наших англоязычных друзей называются
TIG — аббревиатура от слов Tungsten Inert Gas, что по-
русски звучит как вольфрам + инертный газ.
Имеются тигели инверторного типа, имеющие не-
большие габариты и вес, например, китайский Etalon
TIG-160R. Продаются также инверторные аппараты из-
вестных европейских производителей (см. п. 2.6.4.2). Как
вы можете догадаться, они намного дороже китайских.
Об инверторе читайте в п. 2.6.4.1.
Однако для наших дел тигель не очень удобен, так как
практически всегда занимает у сварщика обе руки —
в одной сварочная горелка, в другой присадочная прово-
лока. Зажигать дугу и поддерживать её горение придётся
самостоятельно. Главное качество TIG-аппарата —
универсальность и высокое качество сварного шва.
Такой аппарат можно иметь вторым номером после
углекислотного, например, для сварочных работ с цвет-
ными металлами.
2. Полуавтоматические сварочные аппараты (или про-
сто полуавтоматы) для сварки проволокой в среде защит-
ного газа. Эта разновидность сварки называется МИГ
или МАГ, в зависимости от типа применяемого защит-
ного газа.
В качестве защитного газа чаще всего применяют де-
шёвый и доступный углекислый газ. В этом случае мы
имеем дело с МАГ-сваркой. МАГ — это аббревиатура от
слов «Металл Активный Газ». Углекислый газ вступает
во взаимодействие со свариваемым металлом и по это-
му признаку считается активным. Если вместо актив-
ного газа использовать инертный, например, аргон, то
мы будем иметь МИГ-сварку. МИГ — это аббревиатура
отелов «Металл Инертный Газ».
Если в качестве защитного газа использовать инерт-
ный газ, то полуавтомат может сваривать цветные ме-
таллы, алюминий и нержавеющую сталь. Для этого вы-
бирают соответствующую сварочную проволоку - из
алюминия или нержавейки.
Для сварки обычного кузовного металла используют
стальную сварочную проволоку, обычно диаметром 0,8 мм
(см. п. 2.6.5.1) и углекислый газ в качестве защитного.
Полуавтоматические сварочные аппараты для сварки
проволокой в среде защитного газа широко применяют-
ся в промышленности, автосервисах, гаражах. Полуав-
томат можно купить за относительно небольшие деньги
практически в любом инструментальном магазине или
на рынке.
Таким образом, оптимальный выбор гаражника — это
углекислотный полуавтомат. О том, что он собой пред-
ставляет, читаем в следующем разделе.
2.6.3.2. УГЛЕКИСЛОТНЫЙ СВАРОЧНЫЙ
ПОЛУАВТОМАТ И ЕГО ВОЗМОЖНОСТИ
Рассмотрим для примера типичный полуавтомат
Panther-132 производства итальянской фирмы Helvi.
| Si make sure iWgies) and at ■hi {no curves) I could lead 10 |
...и подаётся в сварочную горелку специальным подаю-
щим устройством.
-When feeding a nej^L
the wire Is cut cleaie
least two Inches of thel
failure to lollow thee
,he wire damaging 1Д



С'НеМ
Горелка сварочного полуавтомата состоит из рукояти
с клавишей включения сварки и газового сопла.

|
| 2 MAX POWER |
| 1. Wire speed — плавная регулировка скорости подачи сва- рочной проволоки; 2. 1,2 и min-max — ступенчатые регу- ляторы величины сварочного тока; 3. Power on-off — вык- лючатель сетевого напряжения. Значок в виде термометра обозначает аварийный термовыключатель, который отклю- чает аппарат от сети Углекислотный сварочный полуавтомат, или просто полуавтомат, очень напоминает обычный электросвароч- ный аппарат для сварки электродом, но с некоторыми существенными дополнениями. Вместо обычного электрода полуавтомат варит прово- локой, которая разматывается с бобины А... |

|
| ...подаётся в зону сварки, а защитный газ — по тон- кой и жёсткой полипропиленовой трубке попадает в газовое сопло и через него — также в зону сварки. Выходя из сопла, газ обволакивает зону сварки и изо- лирует её от кислорода воздуха, т. е. исполняет роль флюса. Нажимаете клавишу, подаётся газ, проволока и включается сварочный ток. Газ подаётся первым, когда клавиша нажата не до конца, и исключает сварку без зашиты. Это удобно |
На передней панели полуавтомата находятся включа-
тель сети, регуляторы сварочного тока — ступенчатые
и плавный.
юШБг^Ъяг*
В горелку также подаётся из редуктора углекислый
газ, аргон или их смесь. Проволока приходит по каналу,
напоминающему оболочку боуденовского троса, и че-
рез медный наконечник с отверстием...
и для регулировки расхода газа с помощью редуктора
(см. п. 2.6.5.3).
Расход газа для проволоки диаметром 0,8 мм состав-
ляет 8—10 литров в минуту и зависит от величины
сварочного тока: больше ток, больше расход. Если по-
луавтомат правильно отрегулирован, то проволока пла-
вится в зоне сварки примерно с той же скоростью,
что и подаётся. Таким образом, дуга горит постоянно,
пока это надо, и избавляет вас от хлопот по поддержа-
нию её горения. Поэтому аппарат и называется полу-
автоматическим. К сожалению, горелкой вы должны
орудовать самостоятельно.
Сварочный ток подается по двум проводам. Один из них
выходит из передней панели и снабжён большим зажимом
типа «крокодил», а другой подходит к медному наконечни-
ку, расположенному в сварочной горелке, и находится в
одном шланге рядом с каналом для проволоки и трубкой
для газа. Шланг выходит из передней панели аппарата и
соединяет его со сварочной горелкой.
Чем выше сварочный ток, который вы устанавливае-
те, тем выше скорость подачи проволоки и тем более тол-
стый металл вы можете варить. Полярность сварочного
тока - «плюс» на горелке и «минус» на зажиме. Такая
полярность называется обратной. При сварке обратной
полярностью тока максимум тепла выделяется на свари-
ваемой детали, и минимум — на электроде (проволоке).
Если используют специальную проволоку для сварки без
применения защитного газа (её иногда называют «флюсо-
вой» или «самозащитной»), то полярность надо заменить
на противоположную. «Минус» на горелке и «плюс» на за-
жиме — это прямая полярность. В этом случае максимум
тепла выделяется на проволоке. Это избыточное тепло нуж-
но для активации флюса, содержащегося непосредствен-
но в сварочной проволоке (см.п. 2.6.5.1).
Теперь поговорим о возможностях углекислотного
сварочного полуавтомата.
Эти аппараты могут варить сварочной проволокой ди-
аметром 0,6 и 0,8 мм и более из омеднённой стали, не-
ржавеющей стали и алюминия. Толщина свариваемого
металла от 0,5 до 4 мм и выше. Упомянутый выше
Panther-132 легко варит стальную арматуру и пруток до
12 мм в диаметре. Вы можете в случае необходимости
подварить гаражные ворота, сварить стеллаж из сталь-
ного уголка или водопроводных труб. Вы можете отре-
монтировать сваркой водопровод, а также практически
любой металлический хозяйственный или садовый ин-
вентарь.
Если в качестве защитного газа использовать ар-
гон, то можно вести сварку алюминия (например, ре-
монтировать сваркой пробитые поддоны у некоторых
наших и не наших авто), конечно, используя соответ-
ствующую сварочную проволоку. Можно сварить бак
из нержавейки для загородной бани..........
ОБОРУДОВАНИЕ ДЛЯ
ЭЛЕКТРОСВАРКИ - ОБЗОР И ВЫБОР
В инструментальных магазинах любого большого
города имеется достаточный выбор сварочного обо-
рудования разных производителей.
Мне чаще других встречались китайские полуавтома-
ты Etalon, итальянские Bimax и отечественные ПДГ.
Как вы понимаете, реальный выбор не ограничи-
вается только этими тремя производителями. Выбор
настолько широк, что приходится сознательно огра-
ничивать его, иначе обзор может превратиться в док-
торскую диссертацию.
Может случиться так, что в вашей местности вообще
не продают аппараты вышеуказанных фирм. В таком
случае вы можете выбрать полуавтомат любого произво-
дителя. Скажу только, что аппараты итальянских фирм
известны давно и имеют устойчивую положительную ре-
путацию, а китайские и российские полуавтоматы по-
явились в продаже сравнительно недавно.
Для сварочных работ нам подойдёт аппарат с питани-
ем от однофазной электрической сети, работающий со
сварочной проволокой диаметром 0,8 мм, обеспечиваю-
щий сварочный ток 50-80-120 А.
2.6.4.1 БЫТОВЫЕ ПОЛУАВТОМАТЫ
Типичным представителем такого оборудования
будет бытовой итальянский Bimax-132.
Можно выбрать и более мощный аппарат со сва-
рочным током до 160 А (российский ПДГ-160 «Цик-
лон»), если ваши потребности шире, чем сварка ку-
зовного металла. В этом случае вы должны знать, что
потребляемая полуавтоматом мощность определяется
сварочным током и при его величине 120 А составля-
ет около 3,5 кВт, что само по себе немалая нагрузка
для гаражной электрической сети.
При токе 60—80 А, чаще всего используемом при
сварочных работах с кузовным металлом, потребляе-
мая мощность будет около 2,5 кВт (бытовой аппарат
Bimax-105), что вполне приемлемо.
Аппарат типа Bimax-105 — самый маленький в ли-
нейке сварочных полуавтоматов и не предназначен
для сварки толстого металла.
Большая мощность полуавтомата может оказаться
невостребованной, так как гаражная проводка «не
потянет» её. Для выяснения возможностей гаражной
электрической сети её необходимо протестировать.
Как это сделать, рассказано в п. 2.6.6.
Вес полуавтомата типа Bimax-132 довольно боль-
шой — около 30 кг.
В последнее время появились полуавтоматы инвер-
торного типа, в которых отсутствует громоздкий
и тяжёлый сварочный трансформатор. Вместо него
используется электронный преобразователь - инвер-
тор. Полуавтомат такого типа имеет вдвое меньший
вес при большей электрической мощности и допус-
кает работу при пониженном сетевом напряжении.
Сварочный ток у такого аппарата практически не
имеет пульсаций, электрическая дуга стабильна и
почти беззвучна. По ряду объективных причин на-
дёжность его несколько ниже, чем у обычного аппа-
рата, тем более, если этот аппарат - китайский.
В качестве примера можно привести бытовой ки-
тайский полуавтомат Etalon Star MIG 190Е. Он варит
проволокой диаметром 0,6-0,8—1,0 мм, выдает свароч-
ный ток 60-190 А и имеет вес всего 16 кг.
То обстоятельство, что производители позициониру-
ют свои полуавтоматы как бытовые, не должно сму-
щать вас. При своевременном уходе и правильной эк-
сплуатации качественный бытовой аппарат от «силь-
ной фирмы» прослужит вам много лет. Например, тот
же бытовой Panther-132 работает у меня в гараже безо
всяких поломок уже девять лет.
Что касается китайского сварочного оборудования,
то у него пока нет устойчивой положительной репутации.
2.6.4.2. ПРОФЕССИОНАЛЬНЫЕ
ПОЛУАВТОМАТЫ
Из всего многообразия профессиональных свароч-
ных полуавтоматов рассмотрим наиболее интересные
и потенциально применимые в гараже. Это предста-
вители так называемых цифровых полуавтоматов, то
есть аппаратов, управляемых микроконтроллерами.
Микроконтроллер самостоятельно управляет свароч-
ным током в зависимости от скорости и равномернос-
ти подачи проволоки, расхода газа и толщины свари-
ваемого металла. Исходными параметрами являются
толщина свариваемого металла и тип сварного шва.
Или, говоря другими словами, микроконтроллер орга-
низует адаптивный (приспосабливающийся к услови-
ям сварки) режим работы полуавтомата. Рассмотрим
конкретных представителей этих наиболее совершен-
ных полуавтоматов.
1. Сварочный полуавтомат финской фирмы Kemppi.
Аппараты этой фирмы с давних пор применяются в на-
шей стране и имеют однозначно положительную репу-
тацию среди профессионалов.
В качестве примера рассмотрим инверторный аппа-
рат Minarc Mig Adaptive 150. Он управляется микропро-
цессором и имеет адаптивные настройки. Сварочный
ток регулируется в диапазоне 20—150 А, вес менее деся-
ти килограммов. Настройка аппарата сводится к вы-
ставлению регуляторами на передней панели толщины
свариваемого металла и вида сварного шва.
Более мощный аппарат Minarc Mig Adaptive 180 имеет
жидкокристаллический дисплей, отображающий теку-
щие параметры сварки.
Minarc Mig Adaptive 150 и Minarc Mig Adaptive 180 —
аппараты высокого класса, имеющие небольшие габа-
риты и вес. Мечта любого гаражника!
2. Сварочный полуавтомат итальянской фирмы Blue
Weld. Модель Vega Mig Digital 180 имеет адаптивные
настройки и микропроцессорное управление. В памя-
ти полуавтомата имеется десять стандартных и пятнад-
цать индивидуальных программ сварки. Этот аппарат
в большей степени «заточен» на применение в серви-
се, так как имеет трёхфазное питание. Вес полуавто-
мата более 50 кг, что объясняется применением в его
составе обычного сварочного трансформатора.
Как вы понимаете, рынок профессиональных аппа-
ратов не ограничен только этими двумя моделями. Их
значительно больше.
Однако выборка из двух аппаратов дает достаточное
представление об уровне современных профессиональ-
ных полуавтоматов.
И ещё одно парадоксальное наблюдение. Новейшие
профессиональные сварочные полуавтоматы абсолют-
но не требуют от сварщика профессиональных знаний
и навыков. Они так совершенны, что ими может ва-
рить даже обезьяна (шутка).
ПРИНАДЛЕЖНОСТИ
УГЛЕКИСЛОТНОГО ПОЛУАВТОМАТА
Чтобы заняться электросваркой, помимо полуавтома-
та, нам понадобится сварочная проволока и защитный
газ. Рассмотрим эти важные аксессуары подробнее.
2.6.5.1. СВАРОЧНАЯ ПРОВОЛОКА. ЕВРОБОБИНА
Сварочная проволока продается в специализированных
магазинах в виде так называемых «евробобин» массой
около 5 кг (позиция А на фото п. 2.6.3.2). Эти бобины уни-
версальные, и подходят к любому полуавтомату. Проволо-
ка стальная, омеднённая. Чаще всего используют прово-
локу диаметром 0,8 мм, иногда 0,6 мм.
Медь служит для защиты от коррозии, для увеличе-
ния электропроводности, а также в качестве своеобраз-
ной смазки для улучшения скольжения проволоки в под-
водящем канале.
Сварочная проволока из нержавеющей стали или из
алюминия может продаваться в виде небольших кату-
шек массой 0,2 кг.
Для перехода с одного диаметра сварочной проволоки
на другой проводят простейшую переналадку подающего
устройства и замену медного наконечника в сварочной
горелке.
Проволока диаметром 0,6 мм предназначена для сварки
самого тонкого металла. Лично мне встречалась только
импортная, а проволока диаметром 0,8 мм бывает и оте-
чественного производства.
Отечественная проволока называется СВ08Г2С - с ле-
гирующими добавками (или СВ08ГС без них).
Сварка будет успешной при использовании любой про-
волоки, независимо от её диаметра и производителя, при
условии, что она будет омеднённой, и не будет иметь за-
грязнений и ржавчины.
Если вам нужно варить нержавейку и (или) алюми-
ний, то вы можете купить и соответствующую прово-
локу. Помните, что сварка цветных металлов возмож-
на только в среде инертного газа — аргона и имеет
некоторые отличия в выборе сварочного тока и скоро-
сти подачи проволоки.
Существует проволока для сварки без использования за-
щитного газа. Такую проволоку могут называть флюсовой
или самозащитной.
Проволока для сварки без использования защитного газа
сделана по технологиям порошковой металлургии.
Есть сварочные полуавтоматы, предназначенные для
работы только с ней, хотя в продаже они встречаются
довольно редко. Сварка в этом случае ведется током
прямой полярности - «минус» на горелке и «плюс» на
зажиме.
Проволока эта дороже обычной, а сварные швы выгля-
дят не так красиво, как при сварке обычной проволокой
в среде защитного газа.
2.6.5.2. БАЛЛОНЫ
Многие импортные полуавтоматы, включая рассмот-
ренный выше бытовой полуавтомат Panther 132, пред-
назначены для работы с малогабаритными газовыми
баллонами и имеют соответствующие крепления для
них на задней панели.
В этих баллонах может быть углекислый газ, аргон
или их смесь.
Пользоваться полуавтоматом с такими баллонами
очень удобно, но не практично. Баллоны эти довольно
дороги, имеют малый объём и быстро становятся пус-
тыми.
Поэтому лучше всего использовать стандартные оте-
чественные баллоны объёмом 40 или 20 л.
Они выкрашены в чёрный цвет и содержат до
25 и 12 кг жидкой углекислоты соответственно под давле-
нием около 70 кг/см2. Баллонов этих хватит надолго,
и проблем с их перезарядкой нет никаких. В больших го-
родах найдётся много фирм, торгующих техническими га-
зами. Там вы можете купить уже заправленный углекис-
лым газом баллон, а потом только обменивать пустой на
заполненный.
Углекислотный газовый баллон - это сосуд высокого
давления, подвергаемый техническому освидетельство-
ванию с периодом один раз в пять лет. Об этом факте
сообщает клеймо (в жёлтой рамке, см. фото) с датой
следующего освидетельствования в верхней части бал-
лона чуть ниже вентиля. Ваша задача — не взять «про-
сроченный» баллон.
Углекислый газ бывает техническим и пищевым. Ос-
новное отличие между ними — в пищевом большее со-
держание водяных паров. Подойдет любой из них, но
предпочтение стоит отдавать техническому.
Очень удобен баллон на 20 литров. Перетаскивать его
под силу и в одиночку, а перевозится он в положении
лёжа на заднем сиденье легковушки.
2.6.5.3. РЕДУКТОРЫ

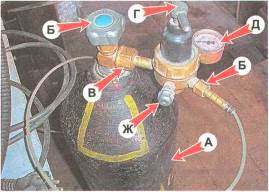
| Г — регулятор давления газа на выходе редуктора. Ж — аварийный клапан.. Редуктор, предназначенный для углекислого газа, |
Продаются в специализированных магазинах свароч-
ного оборудования.
Назначение редуктора — понизить высокое давление
газа, находящегося в баллоне, до рабочего, пригодного
для ведения сварочных работ.
|
Улекислотный баллон А, вентиль Б и редуктор с мано-
метром Д. На выходе редуктора Е виден штуцер (ёрш),
к которому припаян переходник
В — накидная гайка.
имеет корпус чёрного цвета и манометр Д, показываю-
щий давление газа и его расход в литрах в минуту на
выходе. Подойдёт также и кислородный редуктор,
у которого два манометра, информирующие о давлении
в баллоне и на выходе редуктора, корпус голубого цвета.
Корпус применяемого редуктора по цвету должен совпа-
дать с цветом баллона. К вентилю Б углекислотного балло-
на редуктор присоединяется через паронитовую проклад-
ку с помощью накидной гайки В под ключ на 32 мм.
Вращением рукоятки Г устанавливается давление
(расход) газа, необходимое для работы полуавтомата.
Вращение рукоятки по часовой стрелке увеличивает
давление (расход) углекислого газа на выходе редукто-
ра,и наоборот.
На выходе редуктора имеется штуцер Е дпя подклю-
чения резинового шланга внутренним диаметром
6 или 9 мм. Штуцер подсоединяется к редуктору

|
накидной гайкой под ключ на 19 мм и имеет конусное
уплотнение. У некоторых полуавтоматов для подключе-
ния к редуктору имеется полипропиленовая трубка
и переходник для её подсоединения к тонкому шлангу.
Как всё это подключить к отечественному редуктору,
написано в следующем разделе.
frXttH КАК СДЕЛАТЬ, ЧТОБЫ ВСЁ ЭТО
РАБОТАЛО. ТЕСТ ГАРАЖНОЙ ЭЛЕКТРОСЕТИ
Начнём с теста электросети в вашем гараже. Для
этого понадобится вольтметр переменного тока или
тестер, включённый на соответствующее напряже-
ние, а также электрическая нагрузка. Это может быть
мощная электроплитка, электрообогреватель или их
комбинация общей мощностью 2,5-3 кВт.
Включаете в сеть вольтметр, измеряете напряже-
ние, оно должно быть не менее 220 В, затем включа-
ете нагрузку, напряжение должно быть не менее
215 В. Если получилось меньше 205 В, то работать со
сваркой будет проблематично, так как полуавтомат
не сможет обеспечить нужный по величине и ста-
бильный сварочный ток. Если у вас полуавтомат ин-
верторного типа, то, возможно, он «не заметит» по-
ниженного напряжения сети.
Как попытаться улучшить состояние гаражной
электросети, будет описано в п. 13.1
Если тест успешно пройден, то решаем следующий
вопрос.
Электрическая розетка (или евророзетка) должна быть
абсолютно исправной и подключена к электрической
сети медными проводами сечением не менее 2,5 мм2.
Далее подключаем углекислый газ. Если на аппарате
имеется штуцер для подвода углекислого газа, то шлан-
гом подходящего диаметра соединяем его с редуктором.
Как это сделать конкретно, определите по месту. Шланг
можно взять кислородный с внутренним диаметром 6 мм.
Если подвод газа к полуавтомату сделан в виде тон-
кой трубки, то соединить его с редуктором можно так:
переходник, имеющийся в комплекте полуавтомата,
припаиваете оловянно-свинцовым припоем с помощью
паяльника к стандартному штуцеру и затем к нему
подключаете подводящую трубку. Перед пайкой вынь-
те резиновое уллотнительное кольцо из переходника,
а после её окончания установите вновь.
ШЖЫШ УХОД ЗА СВАРОЧНЫМ
АППАРАТОМ
Полуавтомат нуждается в простом уходе: периодичес-
кой очистке от пыли и грязи его внутренних полостей.
Это касается как отсека, где находится бобина с прово-
локой, так и отсека со сварочным трансформатором,
выпрямителем и электронными блоками. Отсек с боби-
ной накапливает пыль и металлические частицы, обра-
зующиеся в подающем узле при протяжке сварочной
проволоки. Всё это необходимо выдувать сжатым возду-
хом из продувочного пистолета (п. 2.5.3). Доступ к этому
отсеку очень прост — через откидной лючок.
Дата добавления: 2016-08-07; просмотров: 1681;