Бұрғылау және жазу. Бұрғылау станоктерi
Бұрғылаумен арнайы кесетiн аспаптың қолдануымен бұйым немесе дөңгелек саңылауды материалдағы орындау деп аталады - бұрғылауды процессте бұрғылап тесiлетiн саңылаудың өстерi айналдырушы және iлгерiлемелi қозғалыс бойлай бiр уақытта алатын бұрғы. Бұрғылау құрастырудың жанында жалғастырылатын бөлшектердегi саңылаулары ең алдымен орындаудың жанында қолданылады.
Бұрғы бұрғылау станогiнде жұмыс iстегенде айналдырушы және iлгерiлемелi қозғалысты орындайды; жұмыстанылатын бөлшек сонымен бiрге жылжымайтын. Бөлшектердiң токарь станогi, автомат немесе револьвер станогiндегi өңдеу бөлшектi айналуда орындалады, аспап тек қана iлгерiлемелi қозғалысты жасайды.
Тиiстi дәрежеге байланысты дәлдiктер өңдеудiң келесi түрлерiн қолданады: бұрғылау, тесу, зенкермен өңдеу, жазу, жонып өндеудi, зенкермен өңдеу, зацентровывание.
Бұрғылау станоктерiнде келесi операциялар орындауға болады: оюларды бұрын бұрғыланған саңылауды үлкен диаметр, зенкермен өңдеу, жазу, қақпақтау, соғу, зенкермен өңдеу, кесуге бұрғылау, тесу.
Бұрғылауды операцияның орындаулары үшiн бекiткiш үшiн саптың екi және трехщековые өздiгiнен ортаға келетiн патрон бұрғылайтын бұрғылары соғу үшiн конустық немесе цилиндрлiк арты бар бұрғы, конусты аумалы-төкпелi төлкелер, сыналарларды қолданылады серiппелi бұрғының автоматты ажыратуымен, машина қыспақтары, қорап, призма, жабысулар, бұрышшылар, қол қыспақтары, көлбеген үстелдер, сонымен бiрге құрал-сайманның әртүрлi түрi, қол және механикалық бұрғылау станоктерi және бұрғының патрондардағы, қысу қысқысы, патрондары бұрғылады.
Қол және механикалық ерiксiз келтiрумен бұрғылау станоктерi танып бiледi. Қол ерiксiз келтiруi бар қол бұрғылау станоктерiне жатады: ұңғы, бұрғылар, бұрғылайтын зырылдауықтар және қол бұрғылайтын верстак станоктерi. Механикалық ерiксiз келтiруi бар қол бұрғылау станоктерiне шатқалаңдардағыны саңылау арнайы арттарының қолдануында бұрғылауға мүмкiндiк беретiн электр және пневматикалық бұрғыларды жатады.
Механикалық ерiксiз келтiруi бар бұрғылау станоктерiне тiк-бұрғылайтынатын, радиал-бұрғылайтынатын, көлденең-жону және арнайы бұрғылау станоктерiн жатады.
Тiк-бұрғылайтынатын станоктер көп шпинделдi бастардың қолдануы үшiн құрылымдарды иемдене алады. Арнайы бұрғылау станоктерi агрегаттық, көп позициялы және көп шпинделдi бола алады.
Тiк-бұрғылайтынатын станок бойынша станоктiң үстелi жылыса алған тiк орналастырылуы бар станинасын алады бағдарлаушы болған басқа бұрғылау станоктерiнен айырмашылығы болады. Бұдан басқа, ол беру тетiгiн алады, мұздатқыш сұйықтың беруi үшiн сорған, сонымен бiрге станоктiң бұрғылайтын шпинделiнiң әртүрлi айналу жиiлiктерiнiң алуы үшiн жылдамдықтар қорабы қолданады
Тiк-бұрғылайтынатын станоктерге (түрге байланысты) 75 мм ге дейiн диаметрдi бұрғылардың саңылауы, верстак бұрғылау станоктерiне бұрғылауға болады - 15 мм ге дейiн диаметрi, столға қоятын бұрғылау станоктерiне бұрғыларымен - 6 мм ға дейiн диаметрiмен бұрғылармен. Қол электр бұрғылайтын (түрге байланысты) бұрғыларымен 25 мм ге дейiн диаметрдi саңылауы, қол пневматикалық бұрғылайтын машиналарымен бұрғылауға болады - 6 мм ға дейiн диаметрiмен бұрғылармен бұрғылайды.
Бұрғылайтын зырылдауықтар болат құралымдардағыны шатқалаңдардағыны саңылау-ларды бұрғылау үшiн қолданады. Тетiктiң тербелгiш қозғалыс қамтамасыз етiлетiн зырылдауықтар қол ерiксiз келтiруi, саңылаудың өстерi бұрғының айналуы және оның беруiн бойлай құрады. Зырылдауықтың бұрғылаулары кемшiлiк процесстiң өнiмдiлiк және үлкен қиындығы болып табылады. Бұрғы - бұл (41сурет) цилиндрлiк саңылауларды орындаған кесетiн аспап.
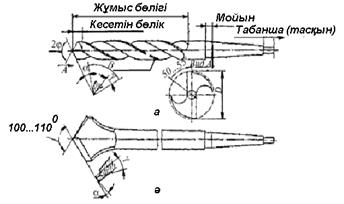
а - шиыршықты; ә - қауырсынды
41сурет. Бұрғылар
Шаншып аударатын бұрғының бiр бөлiктерi конструктивтiк ресiмдеу бойынша ойыстармен, шиыршықты бұрандалы ойыстармен бұрыш ұлуға, түзулермен жiктеледi, терең бұрғылау үшiн, ортаға дәл келтiру және арнайы.
Шиыршықты бұрғылары олардың орындауына байланысты дәнекерленген (үлкен диаметрлер үшiн) оралған, қырылған, құйып жасалғанға, металлдардың карбидтарының балқымаларынан пластинкаларымен жiктеледi.
Бұрғылар аспапты көмiртектi болаттардан У10А, У12А легірленген болаттар 9 ХС немесе Р18, Р9, РЭМ болуға жылдам кескiш қоспасыз болаттардан даярлайды. Вольфрам және титанның карбидтарының балқымаларынан пластинка беттелген бұрғыларды жиi қолданылады.
Шиыршықты бұрғысымен оюларды кесуге дәлдiк, саңылаудың жазумен, жонып өндеумен немесе созуды ары қарай өңдеу үшiн қолайлы саңылаулары бойынша биiк талаптардың көрсететiн саңылау орындайды.
Шиыршықты бұрғысы арты және бағдарлаушы және шаншып аударатын бөлiкке жiктелетiн жұмыс бөлiгiнен тұрады. Бағдарлаушы бөлiкпен және артының аралығында мойында болады.
Арты - бұл үш жұдырықша бұрғылайтын патронда жанында цилиндрлiк морзенiң конусы бар конустық аумалы-төкпелi төлкелерiндегi конустық формасының жанында бұрғының бекiтуi үшiн қызмет көрсететiн (ағаш бойынша бұрғылар төрт қырлы конустық арты болады) цилиндрлiк немесе конусты форманың бұрғының бiр бөлiгi. Шеткi төлкелер және бұрғылайтын патрон шпинделдiң саңылауларында бекiнедi. Конусты арттары айналдырық немесе конусты өтпелi төлкеден бұрғының соғуы үшiн қызмет көрсететiн табанмен бiтедi. Цилиндрлiк арты бас жiппен бiтедi. Бұрғылайтын зырылдауықтар немесе қол ұңғыларының саңылауларын бұрғылаулар үшiн квадрат арттары бар бұрғыларды жиiрек қолданылады. Цилиндрлiк арты бар бұрғылар әдетте (20-30 мм ге дейiн) аз диаметрлерi болады.
Жұмыс бұрғының бiр бөлiгi тұрады бағдарлаушы және шаншып аударатын жиiрек.
Бағдарлаушы бұрғының бiр бөлiгi - бұл бөлiк, мойынмен және шаншып аударатын бөлiкпен аралық болып табыл. Ол саңылаудың өстерi бұрғының бағыты үшiн бойлай қызмет көрсетедi. Бағдарлаушы бөлiк жоңқаның қарсылық бiлдiруi және бұрғының сырығы үшiн бұрандалы ойысы болады. Бағдарлаушы бұрғының бiр бөлiктерi сыртқы бұрандалы бетте таспада болады.
Шиыршық бұрғысының шаншып аударатын бөлiгi деп аталатын көлденең ұстатқыштың үшiншi қыр бiрлескен екi шаншып аударатын қырларынан тұрады.
Таспамен бойлай бұрандалы ойыстың арт байсалды жүгiретiн тар белбеуi деп аталады. Таспаның мақсаты - материалға аспаптың кiруi уақытында пайда болатын саңылауды қабырға туралы бұрғының үйкелiстiң бiр бөлiгi өз мойнына алу. Бұрғының диаметрi таспалар арасындағы қашықтық бойынша өлшенедi.
Бұрғының бұрандалы ойысының көлбеу бұрышының шамасы жұмыстанылатын материалдың түрiнен тәуелдi болады. Шаншып аударатын шеттi металлдың кесуiн процесс бұрғы және оның бiлiктi беруi оның металлына соқтығысып қалуы айналудың әсерiнен жолымен iске асады. Шаншып аударатын шеттiң бұрышының шамасымен бұрандалы сызықтың көлбеу бұрышы және бұрғының ұштауын артқы бұрышпен анықталады. Берудi күштi қажет шама және кесудi күш кесудi алдыңғы және артқы бұрыштар шамамен және көлденең шеттiң шамаларымен анықталады. Қажеттi берудi күштi кiшiрейтсiн кесудi оңтайлы бұрышты осы материал үшiн (ұстатқыш) подточка есебiнен көлденең шет және таңдау бұрғылауда мүмкiн.
Егер кiлегейлен бұрғыны бұрғыласа, ол қайрау керек. Ұштауды қолдан орындауға болады немесе машина әдiсiмен. Бұрғының дұрыс ұштауы қажеттi бұрыштар алуға мүмкiншiлiк бередi, бұрғының қызмет мерзiмiн ұзартады, күш азайтады, сонымен бiрге дұрыс iстелiнген саңылаулар алуға мүмкiншiлiк бередi.
Кесудiң бұрыштарының осы материалы және арнайы қайрайтын станоктерге ұштауы үшiн таңдап алу қажеттi бұрғыларды ұштаудың дұрыс бұрыштарының алуы және бұрғының ортасындағы көлденең шеттiң жағдайларын қамтамасыз етедi. Ұштаудың бұрыштарын бұрышты өлшегiш арқылы ұштаулардан кейiн тексеруге болады немесе үлгi.
Бұрышты бұрғылар (41- сурет) әдетте көмiртектi аспапты өндiрiлер У10А немесе У12А болды. Бұрғылар бұл келесi элементтер танып бiледi: бұрышпен екi жақты шаншып аударатын бөлiк 116о, бiржақты – 100- 110о, конусты жұмыс бөлiгi, мойын және арты 90- 120о-шi бұрышымен, бұрышы бар бағдарлаушы бөлiк.
Екi жақты шаншып аударатын бөлiк жұмысшы қозғалы екi жақтағы бұрғының айналуында қамтамасыз етедi. Бiржақты шаншып аударатын бөлiк бұрғының жұмысын бағытшаң қамтамасыз етедi.
Кемшiлiк бұл бұрғылады бағдарлаушы және әрбiр ұштаудың жанында диаметрдiң өзгерiсi жоқтығы болып табылады. Орындауды жоғарғы дәлдiктер талап етпейтiн аз диаметрдiң саңылаулары үшiн қолданылады.
Болғанша, созылған бағдарлаушы бөлiкпен бұрыш ұлу бұрғылар бағыт және дәл өлшемнен астам саңылауларды ең жақсы қамтамасыз етедi, сошлифуется емес бағдарлаушы бөлiк бiрдей диаметрлер алуға мүмкiншiлiк бередi. Бұл бұрғылар дегенмен өнiмсiз. Тиiстi түрдiң бұрғылауымен алдында (бұрғылауды орынды таңбалап белгiлеу) материал, аспап және бұрғылау станогi дайындауға керек. Бұрғылау станогiнiң үстелi немесе басқа құрал-сайманда бекiтулер және бөлшектi қоюды тексеруден кейiн, сонымен бiрге бұрғылауға нұсқауға сәйкес станоктiң шпинделiндегi бұрғының бекiтуiнен кейiн кiрiседi және еңбек қауiпсiздiгi талаптарына. Бұрғының сууы туралы ұмытуға болмайды.
Бұрғылаулар процессте әр түрлi мiндер орындарды иемдене алады: саңылаудың өстерi және тағы басқалар шаншып аударатын шеттердiң бұрғының сынуы, бояп бiтiруi, бұрғының ауытқуы. Бұрғылайтын кондуктор (42- сурет) - бұл бiрдей орналасқан саңылаулармен бiрдей бөлшектердi үлкен санның өңдеуi үшiн кондуктор тақтасы бар құрал-сайман алдын ала белгiсiз. Бұрғылайтын кондукторлар әртүрлi конструкция бола алады. Олар бөлшекке бекiтiлуге және бөлшекке тiкелей бекiне алады, бөлшек бекiтiлiп қыспаққа алынатын кондуктор тақтасы бар құрал-сайман бола алады. Кондуктор тақтасында осы жағдайда орналасқан саңылаулары қондырылған бөлшектi бұрғылау үшiн мыту құрал-сайманға бұрғысы арқылы бағытталатын саңылаулардың нақтылы диаметрi бар кондуктор төлкелерiнiң оларында тиiстi түрiмен болады. Бiр қатар жағдайда кондуктор тақталары саңылау кондуктор төлкелерiсiз алады.
1 - бұрғы; 2 - төлке; 3-кондуктор тақтасы; 4 - кондуктордың астынғы бөлігі;
5 - жұмыстанылатын бөлшек; 6 - сомын бұранда - қосқұлақ
42 сурет. Бұрғылау үшiн кондуктор тақтасымен құрал-сайман
Суу және қолданылатын мұздатқыш сұйықтар маңызды рөл бұрғылауда ойнайды. Майлаушы-суытатын сұйық (ММС) үш негiзгi функцияларды орындайды: кесетiн аспаппен, бұрғымен, бөлшек және жоңқаның металлының аралығында үйкелiстiң кiшiрейтуi үшiн сылау болып табылады, кесудi аймақ пайда болатын жылу болуға интенсивтi түрде айналып өту мұздатқыш орта болып табылады, және бұл аймақтан жоңқасының алып тастауы жеңiлдетедi.
МСС металлдарды кесумен өңдеу барлық түрлерiнде қолданылады. Жақсы МСС аспаптың коррозияға ұшырауы, құрал-сайман және бөлшек шақырмайды, адам терiге зиянды ықпалы тимайды, жағымсыз иiсi болмай жақсы қарсылық бiлдiредi жылу. Саңылауларды бұрғылауда су сабын ерiтiндiсiн қолданатын болылды, 5 % -Э-2 немесе ЭТ-2 эмульсиясының ерiтiндiсiн; алюминиларда бұрғылауда - 5 % -келесi құрамның Э-2 , ЭТ-2 сұйығының эмульсиясының ерiтiндiсi ный: май «Индустриалды» - 50 %, жер майы - 50%. МСС майда саңылауларының шойынында бұрғылауда қолданбайды. Қысылған ауаны терең саңылауларды шойында бұрғылауда қолданылады немесе 1,5% -Э-2 немесе ЭТ-2 нiң эмульсиясының ерiтiндiсi. Мыстарды және балқымалардың бұрғылауында оның негiзiнде 5% Э-2, ЭТ-2 немесе майдың эмульсиясының ерiтiндiсi «Индустриалды» қолданылады. Металлда немесе диаметрмен саңылауды бөлшек 30 мм нен артық алыну үшiн екi есе бұрғылау қолдану керек. Бiрiншi операция 10-12 мм нiң диаметрiнiң бұрғысымен орындалады, екiншi - тиiстi (тесу) диаметрдiң бұрғысымен. Екi тесулермен бұрғылауда немесе бұрғылау, тесу және зенкермен өңдеу операциялардың кесудi күш және орындау уақыттары едәуiр төмендейдi. Үзiлген бұрғының бұрғылап тесiлетiн саңылауы ол бұрау жолымен мүмкiннен тарапқа, үзiлген бөлiктiң керi спиральсiне, (егер сөйлеушi бұрғының бiр бөлiгiнде болады) қышқаштармен алып тастау. Егер үзiлген бұрғыда материалдың iшi болса, онда бұрғылап тесiлетiн бөлшектi қызаруға дейiн бұрғымен бiргелерiмен қыздырады, содан соң бiртiндеп тоңдырттырады. Өлшеулi бұрғы арнайы құрал-сайманмен бұрап шығаруға немесе басқа бұрғымен тесуге болады. Ортаға дәл келтiру бұрғымен бiлiктердiң кесiк беттерiндегi саңылаулардың орталық ойыншыларының орындауы үшiн қолданылатын аспаптарды деп атайды. Екi түр ортаға дәл келтiру танып бiледi бұрғылады: саңылаулардың кәдiмгi орталық ойыншылары үшiн сақтағыш конуссыз және (43 сурет) сақтағыш конуспен саңылаулардың орталық ойыншылары үшiн. Кәдiмгi ортаға дәл келтiру бұрғының бiрыңғайлалған бұрышы 60о болып табылады, сақтағыш конусы бар бұрғы – 60-120о.
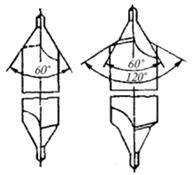
а ә
а - кәдiмгi сақтағышсыз конусты; ә - сақтағышты конуспен
43 сурет . Ортаға дәл келтiру бұрғылар
Шеттермен қуыс ұлудың үлкен және ауыр біліктерде үш операцияда орындалады: бұрғылау, зенкермен өңдеу 60о және сақтағыш конустың зенкермен өңдеуi 120о.
Үңгімен өңдеу - бұл қосымша беттердiң бұрын бұрғыланған саңылауды диаметрдiң үлкеюi немесе жасауы. Ол операция үшiн шаншып аударатын бөлiгi (44-шi сурет) цилиндрлiк, конусты, кесiк немесе модалы беттi алатын ұңғуыштар қызмет көрсетедi.
Үңгімен өңдеудi мақсат - тойтармалар, бұрандалар немесе болттардың бастары немесе кесiк беттердiң теңестiруi үшiн саңылаулардағы тиiстi отырғызатын орындарды жасау.
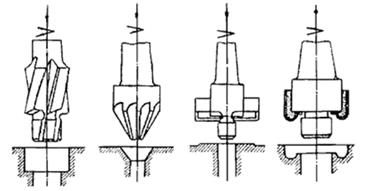
а ә б в
а – цилиндрлiкті ұңгіштер үшін терең саңылауды тесiп өткізу; ә - жиектеулерді алу және конустық қуыстардың бiлiмi үшiн конустық; б- шеттері (торцовка ) тасулардың кесiк беттерiнiң ұңгіштермен өңдеу; в - модалы беттердiң ұңгіштермен өңдеу
44 сурет. Ұңгіштер
Ұңғуыштар көмiртектi аспапты болаттардан У10А, У12А легірленген болаттардан 9ХС немесе жылдам кескiш болаттардан Р9, Р12 орындалады. Олар қатты қорытпалардан дәнекерлеп тасталған шаншып аударатын пластинкаларды иемдене алады. Ұңғуыштарды арты және теру ұңғуыштарын корпус 45 немесе 40 Х iстелiнедi.
Ұңғуыштар орнатылатын құрама шылқыған пiсiрiлген арттарымен орнатылатын дәнекерленген цилиндрлiк, конустық, модалы шылқыған бола алады. Аз диаметрлердiң ұңғуыштары үлкен диаметрлер iстелiнедi - немесе орнатылатын әдетте шылқыған, дәнекерленген. Конусты ұңғуыштар төбенiң жанында бұрыштар 60, 75, 90 және 120о алады. Жазба - бұл алудың мақсатынан дәлдiктiң биiк дәрежесiнiң саңылауы және болмашы кедiр-бұдырлықтың бетiмен саңылауларды ақырғы өңдеу үшiн қолданылатын көп кесетiн аспап.
Жаймалар алғашқы жазылған және тазаға бөлшектенедi. Ақырғы жазумен (10-7 квалитет) 2-3 класстарды дәлдiкке жетедi, ерекше мұқият орындауда - (1,25- 0,32 мкм микроiрiктелерiнiң биiктiгi) тазалықтың 7-8 класстарын беттiң кедiр-бұдырлығының жанында (6-5 квалитет) 1-шi сыныбы.
Жайма сызба бойынша тиiстi саңылаулар ақырғы өлшемдi бередi.
Жаймалардың келесi түрлерi танып бiледi: қолдану әдiстерi бойынша - қол және машина, форма бойынша - және таза алғашқы жазылған өңдеулер дәлдiк бойынша цилиндрлiк немесе конустық жұмыс бөлiгiмен - конструкция бойынша - цилиндрлiк арты, (морзенi конус) конустық артымен және орнатылатын.
Орнатылатын жазбалар тұтастана алады, алып-салмалы пышақтармен жүзитiн. Қол жазбалары босату да тұтастана алады. Жазбалар бос тұрулар және бұрандалы зубьелердi иемдене алады. 45 сурет қол жазбалары елестеткен.

а ә

б в

г д
а - қаралтымды конусты; ә - конусты аралықты; б- конусты тазалы;
в – цилиндрлi түзу тістерімен; г - цилиндрлi реттелетiн;
д - цилиндрлi ажырамды
45 сурет. Жаймалар
Жайманың тістерін сан оның диаметрi және тағайындаудан тәуелдi болады. Мысалы, зубьелердi сан зубьелердiң түзулерi бар қол және машина жазбаларында жиiрек жұп 8, 10, 12, 14. Жаймалар ширшықты тістерімен сол және оң жақты шаншып аударатын бөлiктердi алады. Босату және реттелетiн жазбалар әртүрлi кiру рұқсаты болатын саңылауларды жазу үшiн жұмыстардың жөндеулерінде iстелiнген саңылау ендi ең төменгi үлкею үшiн қолданылады.
Морзенiң конусы бар ұялары үшiн конустық жазбалардың комплектiне үш жазбалар кiредi: алғашқы жазылған, (конустық ) аралық және таза жазбалар.
Қазан жаймалар қолданулар табады тойтарма астында саңылауларды үлкею үшiн қазан жұмыс iстегенде. Жайма келесi элементтерi болады: жұмыс бөлiгi, мойынға және (конусты немесе цилиндрлiк) арты.
Жаймалардың қол трехперыхтарының арттары тұрақты немесе реттелетiн ұстағыштарда бекiнедi. Жаймалар шаншып аударатын шеттер бiр қалыпты адымы болады: саңылау және тісінің оның қырлағандығын ескертудiң сапаны жақсартулары мақсатпен әртүрлi қашықтықтағы дөңгелек бойынша бiр басқа орналасады.
Аспап, үйкелiстiң кiшiрейтуiнiң суулерi үшiн, сонымен бiрге шаншып аударатын аспаптың бiр бөлiгiнiң қызмет мерзiмiнiң үлкеюi үшiн өкiнiш қолданылады.
Жаймалардың жасаулары үшiн көмiртектi аспапты болаттар өңдеу үшiн У10А және У12А, легірленген аспапты болаттар 9ХС, ХВ, Р9, ХГСВФ жән жылдам кескiштер Р9 және Р18 сонымен бiрге марканың қатты қорытпалары Т15К6 болаттарды өңдеу ұшін, мыстар және басқа тұтқырлы металлдарды және маркасы ВК8 шойынның өңдеуi үшiн және басқа мортты металдарды байлағыш металлдар қолданылады .
Жаймалар жылдам кескiш пiсiрiлген арттарымен iстелiнетiн болады болды. Корпустар және орнатылатын жазбалар конструкциялық болаттардан iстелiнуге реттелетiн құрама.
Тескіш (46сурет) бұл слесарлық құрал, көмiртектi аспапты болат У7 немесе У8, жапырақ немесе қалыңдықтың тiлiнген металлдық немесе металлдық емес материалдарындағы саңылауларды тесуi үшiн 4 мм аспайтын қызмет көрсетеді

а ә
а- тұтас металлды табақты үшін; ә - сүрiктер және пластмассалар үшiн қуыс
46 сурет. Тескіш
Жұмыс тескіштің бiр бөлiгi дөңгелек, тiк төртбұрышты, квадрат, сопақ немесе басқа форманы иемдене алады. Сүрiк және қаңылтыр үшiн тескіштің астының қабырғасы арқылы өтетiн ұзына бойына бүйiрлеу саңылаумен жалғастыратын соқыр саңылауды жұмыс бөлiгiнде алады. Қалдықтар бұл саңылаулар арқылы бошалайды.
Саңылауды тесу саңылауды аймақтағы беттiң кейбiр бұзылуына рұқсат етiлетiнде және саңылауды орындауды тазалық және дәлдiк керек болмайтында орындалады.
Бұрғылау станоктерiнде жұмыс iстегенде келесi қауiпсiздiк талаптары орындауға керек.
Жұмыстың алдтарының алдында бұрғылау станогiнiң техникалық күйi және аспаптар тексеру керек. Станок қосып тоқтатсын қурап қалған қолдармен керек.
Станокте жұмыс iстесiн жабдықтың пайдалануға нұсқауымен сәйкес керек, сонымен бiрге еңбектi қорғау бойынша нұсқаумен сәйкес. Арнайы жұмыс киiмiн, бас киiмге
Шаштар мiндеттi түрде теруге қолдану керек.
Бөлшектер қыспақтар немесе жақсы техникалық күй болатын құрал-саймандардағы дұрыс және берiк бекiтуi керек. Кедергi көрсету кедергi көрсету тиiстi бөлшек шпинделдiң айналуын қарама-қарсы бағытқа кедергi көрсету тиiстi тiзгiндейтiн сол қолдың аз саңылауларын бұрғылауда. Бұрғылау станогiнiң айналдырықтың уақытында жұмыс жүрiсi айналдырықты тiзгiндеп немесе бөгелтiп, жылдамдық және берудi өзгертiп, жоңқадан үстел немесе бөлшек тазартуға болмайды.
Бұрғы МСС шоқ арқылы тоңдырттыру керек немесе суарумен. Дымқыл ескi-құсқылар немесе шүберектермен сууге рұқсат етiлмейдi.
Үйретiлген бұл қызметкерге жою мiндеттi шеттетуге болады жою мiндеттi барлық сынулар.
Дата добавления: 2016-06-24; просмотров: 6686;