Олды және механикалы түрпілеу
Түрпілеу - бұл егеулермен, надфильлермен немесе түрпiлердiң жiберудi алу процессі. Материал қабаттай жұмыстанылатын беттермен қолды немесе механикалық алуда негiзделген ол нәзiк. Түрпілеу негiзгi және кең таралғандарды операцияларға жатады. Ол ақырғы өлшемдер және қажеттi бұйымның бетiнiң кедiр-бұдырлығын алуға мүмкiншiлiк бередi. Түрпілеумен кесу егеулермен, надфильдермен немесе түрпiлермен өндiрiп ала алады. Егеулер келесi түрлерге бөлшектенедi: слесарьлық жалпы тағайындаулары, слесарьлық арнайы жұмыстар үшiн, машиналы, аспаптың ұштаулары үшiн және қаттылықтың бақылау үшiн. Егеулерді инструменталды жоғары көмiртектi болаттардан У12А, У13Адан, сонымен бiрге Р9, Р7Т, Шх9, 111X15 болаттан маркаларынан даярлайды.
Егеудiң тістері домалатуды әдiстiң қашып кетумен, қырумен, кесумен, созумен және қайрауымен құрастырыла алады.
Қашып кетудi әдiс өте жайылған. Жалпы тағайындаудың егеулерiн керту екi есе шығын әрiлi-берiлi, арнайы жұмыстар үшiн егеулерде - екi есе шығын және жадағай. Арамен кесiлетiн беттерге арқасында әрiлi-берiлi кертуге белгiлердiң тістердің қозғалысты iздерiнен пайда болмайды.
Тістерді қашып кету олардың қыздыру өңдеуiне дейiн пiшiлген заттарында өндiрiп алады. Егеулер қашып кетулерден кейiн қаттылыққа HRC 54тен төменде емес шынықтырады. Кертулердi ұруды алдында салқамданған егеулердi жөндеуде егеулердi беттерін босандату және ажарлау өндiрiп алады. Барлық егеулер тестеулi болу керек.
Формаларға байланысты (39 сурет) егеулердi келесi түрлерге танып бiледi:
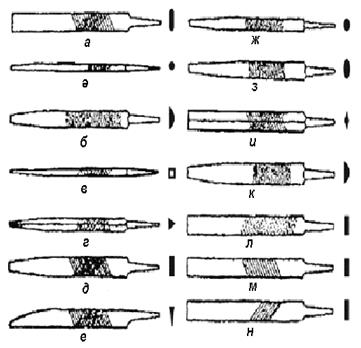
а - слесарьлық жазық доғал мұрынды; ә - дөңгелекті; б- жартылай дөңгелекті,
в - квадратты; г - үш қырлы; е - жазық үшкір мұрынды; д- қол аралы; е - сопақ; з - линзалы;
и - ромбиялықты; к - жартылай дөңгелекті кең; л- рашпилі; м- түрпiлеу станоктерi үшiн;
н- жұмсақ металлдар үшiн, сонымен бiрге бүгiлген егеулер.
39 сурет. Слесарьлық егеулердің пішіндері
Мәнi бойынша және ұзындықтың 10 мм кертулерiн сандарға байланысты егеулердi кертулердi қоюлыққа драчты № 0 және 1, дербес № 2 және 3 және мақпалды № 4 және 5ке бөлiнедi. Драчты № 0 өзi дөрекi кертудi алады. 10 мм нiң ұзындығында кертулердi санның 100 мм нiң драчты егеуiн ұзындықтың жанында 14 құрайды, осы уақытта мақпалды № 5 өте майда кертудi алады - егеудi ұзындыққа жанында 10 мм дегi 56 кертулерi сол.
Егеулер (40-шi сурет) жеке және екi есе шығын кертумен болады. Жеке керту бiр тарапқа көлбеу бола алады, көлбеген аралармен, толқынды, рашпильная.
Жеке кертумен жұмсақ металлдардың беттерiнiң арамен кесуiнде егеулердi пайдаланады. Екi есе шығын керту (екi көршi тістердің төбелер арасындағы қашықтығы) адым аралалатын беттегi жыртындыларының пайда болуын сақтап қалатын табандатқан шама құрамайтын бейнеленедi.
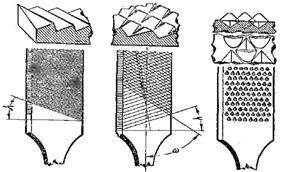
а ә б
а- жеке көлбеумен бір жаққа; ә - жеке көлбеумен аралықпен; б- рашпильді
40 сурет. Егеулердiң кертулерiнің түрлері
Түрпілеуді кесудiң келесi түрлерiн танып бiледi: жазық және қисық сызықты беттер; бұрыштық беттер; параллель беттерi; күрделi және модалы беттер.
Егеудi таңдау материал, шамасының етiлетiн арамен кесуiнiң түрiнiң түрiнен жұмыстанылатын бөлшектi шама да қабаттай тәуелдi болады. Мысалы, ақырғы Куба өңдеуiнiң жанында 160 мм нiң (мақпалды) № 5 ұзындығының екi есе шығын кертуiмен егеудi пайдалану керек 30 мм дi қырлаған ұзындық егеудi пайдалану керек .
Егеулердiң пішінін жұмыстанылатын орынның кескiнiне байланысты таңдайды. Жазық егеулер жазық, қисық сызықты дөңес және сыртқы сфералық беттердiң арамен кесу үшiн қолданады; квадрат егеулерi - квадрат және тiк төртбұрышты саңылауларды арамен кесу үшiн; үш қырлы - үш қырлы беттердiң өңдеулерi үшiн, ұштау үшiн iштi, сонымен бiрге өткiр бұрышпен орналасқан жазық беттердiң арамен кесуi үшiн; қол ара - сүйiр бұрыштардың шеттерiнiң арамен кесулерi үшiн, сонымен бiрге тар ойыстардың орындауы үшiн; ромбиялық - бұйымдардың өте күрделi нобайларының өңдеулерi үшiн; дөңгелек - жартылай дөңгелек және дөңгелек саңылауларды орындаулар үшiн; сопақ - сопақ тесiктердi арамен кесулер үшiн; жартылай дөңгелек және линзалы - қисық сызықты және қайқы беттердiң өңдеулерi үшiн.
Қыспақтар немесе құрал-саймандағы материалдың дұрыс және сенiмдi бекiтуi дәл материалдарды өңдеудi, қызметкердiң ең төменгi күшi және еңбек қауiпсiздiгiн арамен кесуде қамтамасыз етедi.
Металлдық емес материалдар және қыспақ бекiтiлген бұйымдардың беттерi бұзылудан аман болу үшiн жапсырма қолдану керек. (мыс, цинк, қорғасын, алюмини, жез) жұмсақ металлдар, ағаш, жасанды материал, фетр немесе резенкелер жапсырмалары қыспақтардың беттерiнде таңылады. Бұйым немесе материал жапсырмалардың арасындағыны салады, содан соң бекiтедi.
Қыспақтардың қоюлары биiктiктi қызметкердiң өсуiмен сәйкес арамен кесуде теру керек. Қыспақтардың қоюлары биiктiктi iс жүзiнде анықтайды, (жұдырық қызметкер бұғаққа дейiн тұрған тiкелей қолдың тiк жағдайында алып беруi керек бол) қыспақтардың бетiндегi шынтақтарымен шiре.
Егер қыспақтар қоюын биiктiк қыспақтар осы жағдайда төменде орнатылса, онда төсемдер суырылады немесе аяқ астында слесарьлық тығыршық немесе трап жатқызылады, онда төсемдер салады. Жұмыс iстейтiнi қыспақтарда мұндай аяқтардың стоптары астында бiр-бiрiне 45о бұрыш болу үшiн жағдай алуы керек, және де сол аяқ оң аяқтың стоптары өстер 25-30 см қашықтыққа алға салуы керек. Егеудi жұмыс өсi қарағанда сол стоптың өсi 30 о шақты бұрышымен болуы керек. Мұндай жағдай өнiмдi және қауiпсiз жұмысты слесарь бола және оның шаршауы азайтады кепiлдiк бередi.
Егеуiнiң шаншып аударатын қабiлеттiлiктерiнiң қалпына келтiруi жаңа кертудi егеуге топастанған зубьелердiң алуы және ұру тозуынан кейiн жолымен қамтамасыз етiледi. Қалпына келтiру егеудi күйдiру, (қолдан немесе механикалық бол) жаңа келесi шынықтырумен ескi керту және орындауды сошлифования жолымен өндiрiп алады. Егеудi қалпына келтiру әлденеше өндiрiп алуға болады, бiрақ бiрге ол әрбiр сызаттарға болып қалыптасады.
Егеулер коррозияның ескертуi үшiн дымның әсерiнен қоруыштауға керек; олар кертулер бұзудан аман болу үшiн басқа егеулер, аспаптар немесе металлдарға тастап немесе салмауы керек. Егеулердi бет майдың дәл тигiзуi немесе сылаудан, сонымен бiрге дәл тигiзулерден сақтайды ажарлауыш шарықтармен шаң көтер.
Жаңа егеу бiр жағынан бастапқыда, оның мұқалуынан кейiн - басқа. (қалайы, қорғасын, мыстар, мырыш, алюмини, сонымен бiрге жез) жұмсақ металлдардың арамен кесуi үшiн дербес және мақпалды егеулер қолдану керек емес. Бұл металлдардың үгiндiлерi егеудi кертудi ойыстарды қағады және басқа металлдардың беттерiн жұмыстануға мүмкiншiлiк бермейдi. Егеу болаттан жасалған шөткемен жұмыс уақытында және жұмыстан кейiн тазарту керек. Жұмыстың аяқтауларынан кейiн ол жәшiк немесе шкафтарға күректейдi.
Саптың күйi және оның (сапты егеудiң өстерi бойынша отырғызады) егеуiне дұрыс қондырмаға ерекше iлтипат айналдыру керек. Саптарды қондырманың жанында егеу жоғары көтеруге болмайды. Сапсыздың егеулерi қолдану керек емес. Әсiресе кiшкентай егеулермен абайлап жұмыс iстеуi керек. Егеу аяқ сирақты саусақтармен ұстау керек емес.
Түрпілеумен кесу үшiн материал дұрыс және қатты бекiтілу керек.
Дата добавления: 2016-06-24; просмотров: 2810;