Бұрандаларды және бұрандакескiшті кесу құрал
Бұрандаларды кесу - бұл бөлшектi сыртқы немесе iшкi цилиндрлiк немесе конустық беттерде бұрандалы беттiң бiлiмi.
Бөлшектердiң сыртқы беттерiн тағы басқалар болттар, белдiкшелерде бұрандалы беттiң кесуi қолдан орындауға болады немесе машина әдiсiмен. Қол аспаптарына: құбырларда бұрандаларды кесу үшiн дөңгелек ойып жасалған және кесiлмейтiн плашкалар, сонымен бiрге және алты қырлы пластинкалы плашкалар, клупптар жатады.
Бұрандакескіштердіі бекiткiту үшiн плашкоұстағыштар және клупптер қолданылады. Дөңгелек плашка оюды машина кесуi үшiн сонымен бiрге қолданылады.
Машина әдiсiн сыртқы бұранданы кесу бұранда кескiш бастар, бұранда кескiш фрезалар және бiр жiптi және көп жiптi шеңберлердiң бұранда қыратын станоктерiне фрезерлiк станоктерiнде бұранды кескiштер, гребенколармен, радиал, тангенс және дөңгелек гребенколары бар бұранда кескiш бастар, құйын тәрiздi бастары, сонымен бiрге бұрғылау станоктерiнде токарь станоктерiнде өндiрiп ала алады.
Сыртқы бұранды беттiң алуы станоктерде жазық бұрандакескішпен, дөңгелек аунақшаларымен оның домалатуымен қамтамасыз ете алады. Бiлiктi беруi бар ойма бастарының қолдануын бұрғылайтынға және токарь жабдығының сыртқы бұрандасы домалатуға мүмкiндiк бередi.
Саңылаулардағы оюды кесу белгiшiлермен қолдан орындайды және машина әдiсiмен. Цилиндрлiк және конустық белгiшiлер танып бiледi. Қол белгiшiлерi жадағай, екi комплекттiк және үш комплектiлi болады. үш белгiшi тұратын болып әдетте комплекттi пайдаланады: алғашқы жазылған, белгi қойылған бiр сызықшамен немесе 1-шi цифрымен екi сызықшалар немесе 2-шi цифр белгi қойылған орташа және үшi сызықшалар немесе (47-шi сурет) 3-шi цифр белгi қойылған таза.
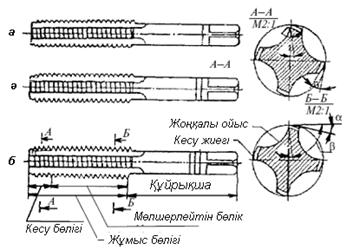
а - алғашқы; ә - орташа; б- таза
47 сурет. Қолды слесарьлық бұрандаойғыштар
Арнайы бұрандаойғыштар болады: бұрандакескіш үшін (бұрандакескiштiк бұранда-ойғыштар ұзарған кесу бөлікпен) сомындар үшін, құбырлар үшін, жеңіл қорытпалар үшiн, сонымен бiрге конустық жұмыс бөлiгiмен. Бұрандаойғыштармен тесiп өткен және керең саңылауларда оюын қыюға немесе бұрын кесiлген оюды жатырлық белгiшiлермен калибрлеуге болады. Қолды бұрандаойғышты құйрықшыға, квадрат бас бiтетiн артына тұрақты немесе реттелетiн квадрат саңылауымен бұрғы киiледi.
Оюды бұрғылау және кесу өндiрiп алуға болатын құрамалы бұрандаойғыштар бiр қатар жағдайда қолданылады.
Машина бұрандаойғыштар бұрғылайтынға және барлық түрлердiң токарь станоктерiнiң iшкi бұрандасын кесуi үшiн қолданылады. Оған бiр немесе бiрнеше өтулерге ою қыюға болады. Бiр өтуге 3 мм ге дейiн адыммен оюларына қыяды, 2-3 өтуде – қадамы ірілеу адыммен ою, ерекше ұзын оюлар, сонымен бiрге қиын жұмыстанылатын материалдардағы тегiс оюлары тәуелсiз.
Білдектердегі сомындарды оюдың кесулерi үшiн сомынды бұрандаойғыштар қолданылады. Олар жұмыс iстегенде арттарына реверстеусiз және сомынның кесуiнде өткiзiледi. Түзу және бүгілген құйрықшаларымен сомынды бұрандаойғыштар танып біледі. Үлкен диаметрдiң iшкi бұрандасын кесу үшiн реттелетiн гребенкаларымен немесе қиындасатын бұрандакескіштермен қолданылады.
Бұрандаойғыштың элементтерi: шаншып аударатын және калибрлейтiн жиiрек тұратын жұмыс бөлiгi және құйырықша. Жұмыс бөлiгiнде жоңқаны алып тастау үшiн шиыршықты ойығы және ұзына бойына ойыстар әкелген.
Шаншып аударатын шеттер жоңқаны алып тастау үшiн шиыршықты ойығының қиылысуында және ұзына бойына ойыстар пайда болады. Сағалык бөлiк патронға қою үшiн квадрат басымен бiтедi.
Бұрандаойғыштар көмiртектi аспапты болаттардан У12 және У12А, жылдам кескіш болаттан Р12 және Р18, легірленген болаттардан Х06, ХВ, даярлайды.
Бұрандалы бет - бұл қисық түсiндiрiп жатылатын бет - өстер айнала бұл өстер бiр қалыпты iлгерiлемелi қозғалыс бойлай бiр уақытта iстейтiн жасаушы, бiр қалыпты айналмалы. Мысалы, бұрандысы бетiне қарай жасаушы (метрлiк және дюймдық оюлар үшiн) үшбұрыш, (трапеция бұрандаларыы үшiн) трапеция және (домкраттардың жүрiс бұрандаларындағы тiк төртбұрышты оюлары үшiн) тiк төртбұрыш болып табылады.
Бұранданы профиль - бұл бұранданың өсi арқылы өтетiн жазықтықты бұрандалы беттiң жаруы жолымен алған нобай. Бұранды профиль шошақтар және бытқылдардан тұрады орамды. Бiлiктiң өсi бұрандалы беттiң бiлiгi болып табылады.
Бұрандалар параметрлермен оюды профильнiң Р, бұрышы d сыртқы диаметрi, d1 дiң iшкi диаметрi, d2 орташа диаметрi, адымдар болып табылады . Бұрандаларды профиль екi бөлiкте жiктеледi: шошақ және бытқылдар. Бұрандалар бiр тесiктi және көп тесiктi бола алады. Бұрандалар адыммен оюдың өстерi туралы жасаушы профильнiң орташа нүктесiнiң iлгерлемелi орын ауыстыруы, тиiстi бiр оның толық айналымына түсiну керек.
Бұранданы адым орамды немесе бiр тесiктi ою үшiн орындаудың жанында бiр толық айналымды бұранда бойынша гайканы жылысқан қашықтықпен келесi бiртiндеп аттас екi ұқсас нүктелердiң өстер арасындағы қашықтығымен анықталады.
Демек, көп тесiктi оюды бұрандалы бет бiр номиналды диаметр және көп тесiктi оюда tтың батуларды дөңгелек бойынша бiр қалыпты орналасқан жүрiстерiмен деп аталған) ғұлама бiр тегiс цилиндрлiк бет бiр номиналды адым болатын бiрнеше бұрандалы ойыстар сияқты қарауға болады. Сайып келгенде, tтың оюын жүрiс - бұл профиль ылғи бiр бұрандалы бет тәуелдi ең жақын аттас бүйiрлеу тараптардың арасындағы қашықтық бағытында, оюды параллел өстерi.
Бұранды жүрiс - бұл бiр айналымға бұранда немесе гайканың салыстырмалы бiлiктi орын ауыстыруы. Егер ою бiр тесiктi болса, онда n:ның батуларын санға Р адымыа шығармасына тең болатын t бұрандасын жүрiс, онда бұранда. Егер бұранда көп кірісті , онда бұранда кірісі t адымға Р адымының n жүрiс санына тең болады.
t = P∙n.
Бұрандалар бiр тесiктi және көп тесiктi, сонымен бiрге оң және сол болады. Егер ойықтың бiр жүрiсiне екi тигiзсе немесе оюды профиль көп болса ою көп тесiктi.
Бұранданың кескiндерiне байланысты (нормалы және майда) метрлiк, тiк төртбұрышты дөңгелектелген дюймдық, керней, трапеция, симметриялық және симметриялық емес болады. Олар цилиндрлiк және конустық бола алады.
Метрлiк оюларды пішіннің бұрышы – 60о, дюймдық цилиндрлiк - 55о, дюймдық конустық - 60 о, керней цилиндрлiк және конустық - 55 о, трапеция - 30 о.
Профильге байланысты оюлар дөңгелектелген үшбұрыштық, трапеция симметриялық және симметриялық емес, тiк төртбұрыштыға жiктеледi.
М4 ою 0,7 мм нiң адымын алады; М6-1мм; М8-1,25мм; М10-1,5 мм; М12- 1,75 мм; М14-2 мм; М16- 2мм; М18- 2,5 мм; М20-2,5 мм; М22- 2,5 мм; М24- 3 мм; М27- 3мм; М30-3,5 мм.
Дюймдық бұрандаларды ертерек жиiрек қолданылды, қазiр - метрлiк, сиректеу - дюймдық. Метрлiк бұрандаларда үш дәлдiк кластарын танып бiледi: дәлді (сыртқы бұрандалар үшiн өрiстердiң белгiсi 4п, iшкi үші- 4Н5Н) орташа, (сыртқы бұрандалар үшiн шек өрiстерiнiң белгiсi 6h, 6g, 6е және 6d, iшкi үшін- 5Н, 6Н, 6Н, 6G), дөрекі (сыртқы бұрандалар үшiн шек өрiстерiнiң белгiсi 8h, 8g, iшкi үшін - 7Н, 7G).
Трапеция бұрандалар үшiн екi дәлдiк кластарында болады: орташа (шек өрiсiнiң белгiсi 7п, 7е, және 8е, iшкi 7Н және 8Н; дөрекі(шек өрiсiнiң белгiсi ұзындығымен сыртқы бұранда 8е, 8 с, 9с, iшкi 8 Н және 9 Н) .
Бұрандада (48-шi сурет) жиiрек d номиналды диаметр бұранданың дiң iшкi диаметрi d1 орташа диаметр d2, сомынның ішкі диаметр саңылау және бұранда D1, сомынның бұранда диамтрі D, орташа сомынның орташа бұрандасы D2 , көбінесе жиі d 2 тең.
а ә
а - бұранда; ә - сомындар
48 сурет. Бұранданың пішініі және кесіндісі
Бұранданың орташа диаметрi формула бойынша анықталады:
d2 = (d+ d1)/2.
Бұрандаға саңылауды диаметр жақын формула бойынша есептеп шығаруға болады:
dо = d – 1,1P,
Үш бұрыштық бұрандаға dc сырығының диаметрi - жақын формула бойынша:
dc = d – 0,1Р.
Шыбықша бұранданы кесудi алдында тоттан тазалау керек; оның кесiк бетiнде бату фаскасы сыдырылу керек. Көмiртектi және қоспасыз болат конструкциялық болаттардан бөлшектердегi бұрандалары кесуде келесi қолданады: бұрандаойғыштар үшiн - сульфофрезол немесе 5 % ерітінді эмульсиясының -Э-2 немесе ЭТ-2, бұранда кескiш бастар үшiн сульфофрезол, май « Индустриалды 20».
Тот баспайтын және қиын өңделетін болаттар үшiн келесi құрамның сульсрофрезол, олеин қышқылы немесе сұйығының құрамы қолданылады: сульфофрезол - 60%, жер майы - 25 %, олеин қышқылы - 15 %.
Сұр шойын үшiн бұрандаойғышты кесу кезінде жер майы немесе «Индустриалды 200» қолданылады. Алюмини және оның балқымалары үшiн 5% эмульсия ерітіндісі Э-2, ЭТ-2 немесе келесi құрамның май «Индустриалды 20» -50% жер май 5% қолданылады.
Мыстар және оның балқымалары үшiн 5 % эмульсиясының ерiтiндiсi Э-2, ЭТ-2 немесе майдың «Индустриалды 20» қолданылады.
Майлау үйкелiсті азайтады, аспапты сууытады, аспаптың қызмет мерзiмiн ұзартады және жоңқаның қарсылық бiлдiруiн жеңiлдетедi.
Ақаудың негiзгi себептерi бұрандаларды ою кезде келесi: кесiлетiн оюға саңылаулар немесе сырықтардың диаметрлерiнiң сәйкессiздiгi, аспаптың бұзылуы, оюды кесу сылауды қолданусыз, аспаптың доғал аспап, жаман нашар бекiту немесе жаман нашар қоюы, сонымен бiрге (кесте 18) кәсiби дағдылардың кемшiлiгi.
Бұрандаларды кесуде бөлшек немесе аспаптың өткiр шетiн қолдардың жарақаттануын қауiп-қатер бар болады. Саусақтармен жоңқаданғы қол аспаптары тазартпауы керек; станоктерде қозғалыста болатын аспаптар қолдардың саусақтарымен тазартуға рұқсат етiлмеуге үзiлдi-кесiлдi.
Дата добавления: 2016-06-24; просмотров: 5131;