Олды және механикалық металлды ию және түзету
Фасонды, қалыңтырлы және тiлiнген металлды түзету үшiн балғашықтар, тақта, төс, (қаңылтырды түзету үшін) біліктер, қол бұрандалы баспақтарi, гидравликалық баспақтарр, белдiктiк құрал-саймандар және дарбазасының әртүрлi тектерiн қолданады.
Металды ию оның қалыңдығы, кескiн немесе диаметрге байланысты түзету, қыспақтар немесе пішіндердегі немесе төсте үшiн тақтада слесарь қышқаштары немесе ұстахана тiстеуiктерiнiң қолдануымен балғашық арқылы орындалады. Сонымен бiрге әр түрлi игiш құрал-саймандар, игiш машиналарда, игiш баспақтар және басқа жабдықтағы қалыптарда металлдарды бүгуге болады.
Балға - бұл соққы құрал, металлдық бас, сап және (31-шi сурет) сынадан тұрады.
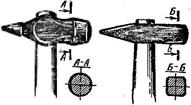
а ә
а- дөңгелек алғырмен; ә- квадратты алғырымен
31 сурет. Слесарьлық балғашықтар
Балғашық орындаудың жанында әртүрлi операциялардың слесарь iсiнде кең қолданылады; орындаудың жанында слесарь жұмыстарының негiзгi аспаптарының бірі болып табылады. Металлдық бөлiк келесi элементтерден тұрады: (екпiндi бөлiк) кеспелтек және саңылау сәл дөңгелектелген бөлiктi сынадан тұрады. Балғашық үшiн сапты қимамен және ұзындықпен қатты ағаштан, балғашықтағы саңылауды шамаға байланысты және оның салмақтарынан iстейдi. Ондағы сапқа балғашықтың қондырмаларынан кейiн сабы бардың басылуынан балғашық сақтайтын ағаш немесе металлдық сыналарды қағады.
Балғашықтар дөңгелек және квадрат алғырымен болады. Слесарь балғашықтары инструменталды көмiртектi болаттан өндiрiледi У7 немесе У8. Жұмыс бөлiгi қаттылыққа дейiн шынықтыруына HRC 49-56 душар болу керек.
Түзетумен бастапқы тура немесе басқа пішіннің қисықтарға немесе иiлген металл бұйымдарына қайтуды операцияларды деп атайды. Түзетулердi өндiрiп алады алқынамыз немесе суық әдiспен қолдан, сонымен бiрге құрал-саймандарды қолданып немесе машиналар. Сымды түзетуге, ыстықтай және суықтай соғылған шыбықша, қалыңтырлы және тiлiнген металл жиiрек ұшырайды. Сиректеу түзетуге сұрыпталған (бұрышшылар, швеллерлер, таврлар, қоставрлар және рельстер) металлына душар болады.
Түстi металлдардың материал немесе бұйымы тиiстi металл жасалған балғашықтың қасиеттерi ол есепке алумен физикалық-механикалық басқару керек. Келесi түстi металлдардан балғашықтарды пайдаланады: мыстар, қорғасындар, алюмини немесе жез, сонымен бiрге ағаш және резеңке балғашықтары. Июмен, оның қимасы және металлдарды кесумен өңдеу нақтылы кескiннiң металлына берудi операцияны өзгерiссiз деп атайды. Июді суық өндiрiп алады немесе құрал-саймандарды қолданып алқынамыз. Июді қыспақтарда немесе төсте жүзеге асыруға болады. Металлдың ию және нақтылы форманың оған беру қолдану үлгiлер, өзектi формалар, игiш қалып және құрал-саймандар жеңiлдете алады. Үлкен сан металлдық ию нақтылы форманың оларды беру үшiн шыбықты тек қана әдейi құрастырылған және жасалған қалыптар және игiш жабдықтары болуы мүмкiн.
Сым нақтылы радиуспен немесе тiстердiң дөңгелегi бойынша, ептеген бұрышпен июдің жанында - қышқаштармен майысады. Күрделi июдің жанында тiстер және қышқаштар бiр уақытта қолданыла алады. Сымды ию жанында бiр қатар жағдайда қыспақтарды қолданады. Құбырларды ию арнайы үлгiлер немесе аунақшалардың қолдануы бар суық әдiсiмен (32-шi сурет) игiш құрал-саймандар немесе құбыр игiш машиналар көмегiмен де өндiрiп алуға болады .
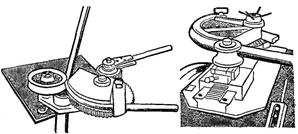
а ә
а - қолды; ә- электр жетегімен.
32 сурет. Құбыр игіштер
Диаметрi 25 мм ден аспайтын қалың қабырғалы құбырлар және радиуспен толтырусыз олардың қурап қалған майда құмы, қорғасынмен, шайырмен суық күйде 30 мм артық бұрандалы серiппенiң қыстыртпай бүгуге болады. Үлкен диаметрлердi құбырлар (қабырғаның қалыңдығына және осы құбырды iстеп шығарған металлдың маркасына байланысты) қалай майысады, июдің орынын жылыту және тиiстi материалмен құбырларды толтырылуымен. Құбырларды июдің жанында оны сынуы немесе жалпаюды мүмкiндiк азайтатын тығындармен басып тастайды. Жiгi бар құбырларды жұмыс iстейтiн игiш күш жазықтықта, перпендикуляр жiгiне қоса тiркелу үшiн жағдайында бүгу керек.
Құбырларды жаншып қақтауы - бұл оларда қойылған саңылаулары бар құбырлардың шеттерiнiң алудың мақсатынан тығыз және мықты сығу қосуының құбырларының шеттерi диаметрлiк тарату сыртқы. Қазан жасауында, цистерналар тағы басқалар қолданылады. Жаншып қақтау қолмен тойтару роликтi аспабына немесе конустық дорнамен орындалады.
Серiппе-бұл сыртқы күштердiң әсерiмен серпiмдi деформацияланатын бөлшек бастапқы күйге күштердiң күшiн жоюынан кейiн қайтарылады бөлшек. Серiппелер әртүрлi машиналарда, құрал-саймандарда, станоктерде және жабдықтарда қолданылады. Серiппелер формаға, жұмыс жағдайы, жүктеменiң түрi, керiлiстiң түрi және тағы басқалар бойынша классификациялайды. Серiппелер форма бойынша (цилиндрлiк, модалы, телескопиялық) жазық, бұрандалы және конустыға жiктеледi. Олар жүктеулер түр бойынша созылуды серiппе, бұрау және қысуларда бөлшектенедi.
Серiппелер оң немесе сол ораумен, (33 сурет) жазық, фигуралы және сақиналық бүгiлген спираль тарелкалы даярлайды. Серiппе нақтылы бөлшек немесе машиналардың жиынтық бiрлiгi жағдайда қолдауы, тербелiспен құртып немесе тыныштандыру, сонымен бiрге бөлшек немесе машинаның түйiнiнiң энергиясын қозғалыста қабылдау, машиналардың бөлшегiн iлiп қоюы немесе нақтылы күшке қарсы жұмыс iстеуге серпiмдi мүмкiндiк беру керек. Серiппе нақтылы күштiң индикаторының рөлi бiрге орындайды.
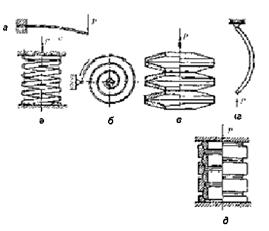
а- жазықты; ә - бұрандалы цилиндрлi; б - шиыршықты; в – тәрелкелі;
г - бүгiлген; д- сақиналы
33 сурет. Серiппелер
Серiппелер серiппелi немесе серiппегішті болаттанлi даярлайды. Бұл жоғары көмiртектi болат немесе маргандық қосымшасы бар қоспасыз болат серiппелi және серiппегішті болат, хром, вольфрам, ванади, кремни бола алады. Серiппелi және серiппегішті болат, қыздыру өңдеуiн шарттың химия құрамы, сонымен бiрге механикалық қасиеті тиiстi МЕСТ және техникалық шарттармен анықталатын болады.
Серiппелердi қолдан даярлайды немесе машина әдiсiмен. Ең оңай қол әдiстерiнiң бiрi диаметрдi сабы бардың дөңгелек сырығы, серiппенiң бiрнеше кiшiсi iшкi диаметрi, және қыспақтардың беттерi губка қабаттасқан арнайы ағаш беттер көмегiмен (34-шi сурет) қыспақтардағы серiппелерiнiң жасауы болып табылады. Бұрандалы серiппелер бұрғылайтынға, токарь немесе арнайы орайтын станоктер сонымен бiрге орауға болады.
34 сурет. Қолмен қыспақтарда бұрандалы орау
Бұрандалы серiппенiң орауы үшiн қажеттi дөңгелек қима сымын ұзындығы қажеттi формула бойынша анықталады:
L = π∙Dcp∙n,
L - сымның толық ұзындығы;
Dор - серiппе орамдының орташа диаметрі (iшкi диаметрге тең плюс сымның диаметріне);
n – орамның саны.
Резеңке жалғағыш серiппелейтiн муфтасы - бұл серiппенiң бiр түрi. Резеңке жалғағыш серiппелейтiн бөлшектерi бiлiктердiң қосуы және динамикалық жүктемелердiң шартты жұмыс iстейтiн басқа бөлшектердi қатар үшiн әртүрлi машиналарда, тетiктер және жабдықтың қолданулар табады. Қабiлеттiлiктiң олар энергияны қабылдап жинақтап, тербелiстер өшуге ие болады илгішті және серпiмдi муфталарды қолданады.
Ең алдымен серiппелер немесе резеңке жалғағыш серiппелейтiн бөлшегiн қоюды алдында машина немесе тетiктiң құрастыруына сызбаға түр, мiнездеме және серiппенiң сапасының сәйкестiгi және техникалық талаптарға тексеруi керек.
Сәйкес келмейтiн бұл талаптар немесе серiппе немесе резеңке жалғағыш серiппелейтiн бөлшегiн болатын механикалық зақымданулар машинаның жұмысқа қабiлеттiлiгi немесе тетiктермен қамтамасыз етпейдi. Түзетуге және металлдың июдi жанында қолданылатын құралдардың техникалық күйiн тексерiп, тақтаға, қыспақтар немесе басқа құрал-саймандағы материал дұрыс және тура бекiту керек. Алдыңғы тiзелердегi киiмнiң жеңдерi түймелеуi керек, қолда қолғап киiну керек.
Дата добавления: 2016-06-24; просмотров: 3649;