Краткий исторический обзор возникновения и развития железнодорожного транспорта в России и за рубежом 40 страница
|
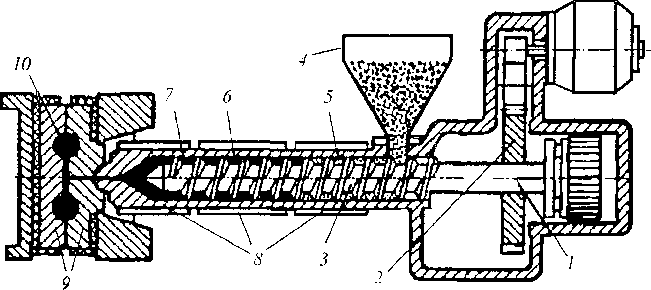
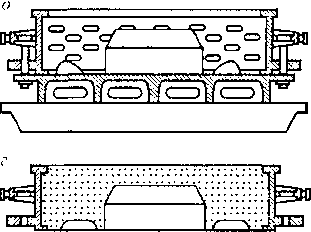
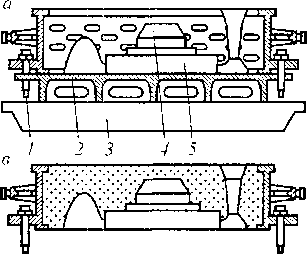
| Рис. 13.15. Схемы литья полимерных материалов и пластмасс: а — под давлением; 1 и 2 — приводы поступательного и вращательного движений червяка; 3 — червяк (при пластикации материала совершает вращательное и медленное поступательное движение вправо; при нагнетании материала в форму—быстрое поступательное движение влево); 4 — бункер; 5 — нагреваемый материал; 6 — расплавленный (пластицирован- ный) материал; 7 — обогреваемый цилиндр; 8 — обогреватели; 9 — литьевая форма; 10 — изделие; б — прессованием (трансферное прессование); 1 — плунжер; 2 — литьевой цилиндр; 3 — нагретый материал; 4— замкнутая форма; 5 — оформляющая полость формы; 6— изделие |
после чего плунжер пресса поднимают и выталкивают из разомкнутой формы готовое изделие. Холодное прессование используют главным образом для переработки термопластов, не размягчающихся при нагревании, например фторопластов. В этом случае материал прессуют (уплотняют) в холодных формах, а затем, после извлечения из формы, подвергают термообработке, так называемому спеканию.
Литейное производство является одной из отраслей промышленности, продукцией которой являются отливки, получаемые в литейных формах при заполнении ими жидким сплавом. Литые детали используют в вагонах: боковые рамы, надрессорные и соединительные балки тележек; корпуса букс, автосцепок, поглощающих аппаратов; многие изделия тормозного оборудования и др. Значительный объем литых изделий потребляют в металлообрабатывающей, машиностроительной и других отраслях промышленности, а также на железнодорожном транспорте.
|
|
Технологический процесс литейного производства многообразен и подразделяется: по способу заполнения форм — на обычное литье, литье центробежное и под давлением; по способу изготовления литейных форм — на литье в разные формы (служащие для получения только одной отливки), литье в многократно используемые керамические или глиняно-песчаные формы, называемые полупостоянными (такие формы с ремонтом выдерживают до 150 заливок), и литье в многократно используемые, так называемые постоянно металлические формы, например кокили, которые выдерживают до нескольких тысяч заливок. При производстве заготовок литьем используют разовые песчаные, оболочковые самотвердеющие формы. Разовые формы изготовляют с помощью модельного комплекта и опоки (рис. 13.16).
|
|
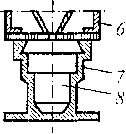
| Рис. 13.16. Основные элементы литейной оснастки при получении отливки в разовой форме: а и б— модельный комплект верхней и нижней полуформы с опокой; виг — верхняя и нижняя заформованные опоки; д — формовка стержневого ящика; е — литейная форма, подготовленная к заливке; 7 — направляющий штырь; 2 — подмодельная плита; 3 — стол формовочной машины; 4 — стержневой знак; 5 — модель; 6 — головка пескострелыюй машины; 7— стержневой ящик; 8 — стержень |
Наиболее распространено в вагоностроении производство отливок в разовых песчаных формах. Этот способ широко применяется для производства крупного литья. Технологический процесс литья в песчаные формы (рис. 13.17) складывается из ряда последовательных операций: подготовка материалов, приготовление формовочных и стержневых смесей, изготовление форм и стержней, простановка стержней и сборка форм, плавка металла и заливка его в формы, выбивка охлажденной отливки, очистка отливки, термообработка и отделка. Для получения необходимых механических свойств большинство отливок из стали, ковкого чугуна, цветных сплавов подвергают термической обработке. После контроля качества литья и исправления дефектов отливки окрашивают и передают на склад готовой продукции.
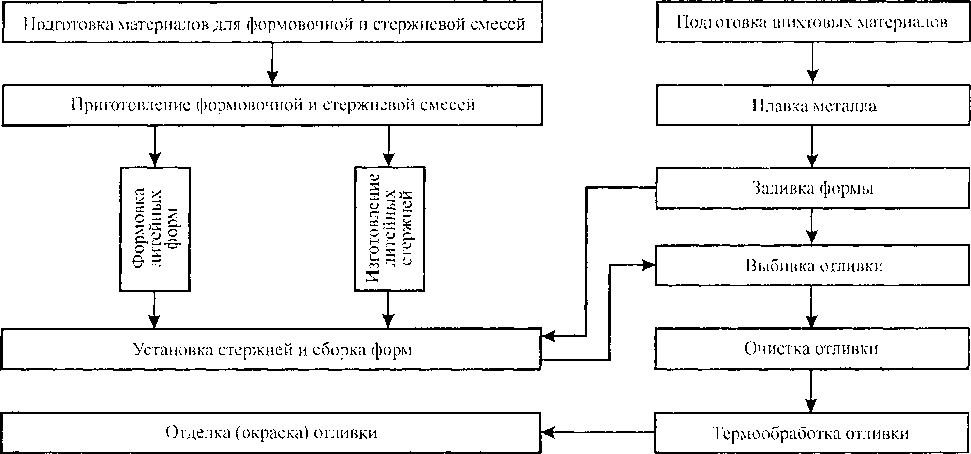 Рис. 13.17. Основные операции технологического процесса получения отливки в разовой песчаной
Рис. 13.17. Основные операции технологического процесса получения отливки в разовой песчаной
|
Формы и стержни изготовляют на специальном формовочном оборудовании и станках. Большинство технологических операций трудоемко, протекает при высокой температуре с выделением газов и кварцесодержащей пыли. Для уменьшения трудоемкости и создания нормальных сангигиенических условий труда в литейных цехах применяют различные средства механизации и автоматизации технологических процессов и транспортных операций.
| Смесеприготовительная установка |
| Охладитель использованной формовочной смеси |
| Транспортер для опок |
| У чисток автоматической заливки форм |
| У часток охлаждения Выбивка отливок залитых форм из форм |
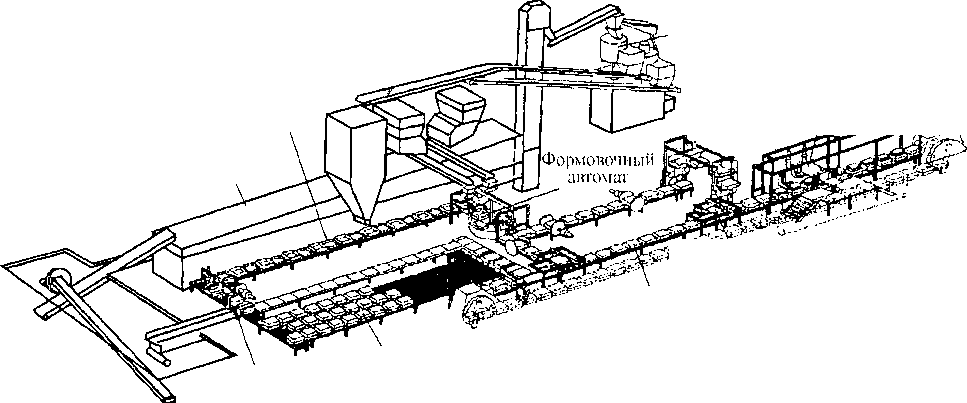
| Рис. 13.18. Автоматическая линия для изготовления форм, заливки их сплавом и выбивки готовых отливок |
|
| / |
| Сборка форм Формовочный конвейер |
| Успешно работает установка для автоматической заливки форм сплавом на непрерывно движущимся конвейере (рис. 13.19). Масса жидкого сплава для заполнения форм контролируется электронным аппаратом, учитывающим металлоемкость определенной формы. Установка снабжена автоматической смесеприготовительной системой, контроль качества формовочной смеси и регулирование смесеприготовления осуществляется автоматическим устройством. |
Наиболее трудоемкие операции при производстве отливок — формовка, изготовление стержней и очистка готовых отливок. На этих участках технологические операции в наибольшей степени механизированы и частично автоматизированы. Особенно эффективно внедрение в литейном производстве комплексной механизации и автоматизации. Например, изготовление форм, заливка их сплавом и выбивка отливок из форм автоматизированы (рис. 13.18).
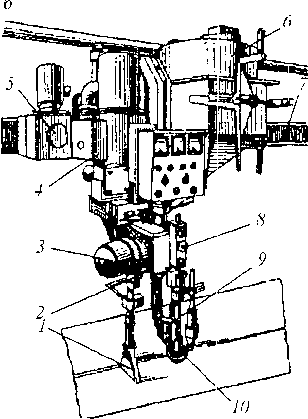
Рис. 13.19. Установка для автоматической заливки форм на конвейере: 1 — весы; 2 — форма; 3 — стендовый
ковш; 4 — заливочная тележка; 5 — заливочный ковш
Для операций очистки и зачистки отливок применяют проходные барабаны непрерывного действия с дробеметными аппаратами. Крупные отливки очищают в камерах непрерывного действия, вдоль которых отливки передвигаются на замкнутом транспортере. Созданы автоматические очистные камеры для отливок, имеющих сложные полости.
13.6. Основы технологии сборки вагонов
В вагоностроительном и вагоноремонтном производстве для соединения частей и элементов вагонов широко используется сварка. Это современный технологический процесс, представляющий собой метод соединения твердых материалов в результате действия межатомных сил, который происходит при местном сплавлении или совместном пластическом деформировании свариваемых частей. Сваркой получают изделия из металла и ряда неметаллических материалов — пластмасс, стекла, керамики и др. Изменяя режимы сварки, производят наплавку слоев металла различной толщины и различного состава. На специальном оборудовании в определенных условиях осуществляют процессы, противоположные по своей сущности процессу соединения, например огневую, или термическую, резку металла.
Современные способы сварки металлов разделяются на две большие группы: сварка плавлением, или сварка в жидкой фазе, и сварка давлением, или в твердой фазе. При сварке плавлением расплавленный металл соединяемых частей самопроизвольно, без приложения внешних сил соединяется в одно целое в результате расплавления и смачивания в зоне сварки и взаимного растворения материала. При сварке давлением для соединения частей без расплавления необходимо значительное давление. Граница между этими группами не всегда достаточно четкая, например возможна сварка с частичным оплавлением деталей и последующим сдавливанием их (контактная электросварка). В каждую из приведенных выше групп входит несколько способов. К сварке плавлением относятся дуговая, плазменная, электро- шлаковая, газовая, лучевая и др.; к сварке давлением — горновая, холодная, ультразвуковая, трением, взрывом и др. По роду энергии из этих групп могут быть выделены следующие виды сварки: электрическая (дуговая, контактная, электрошлаковая, плазменная, индукционная и т.п.), механическая (трением, холодная, ультразвуковая и т.п.), химическая (газовая, термитная), лучевая (фотонная, электронная, лазерная).
Для изготовления из заготовок сварных изделий применяется разнообразное сварочное оборудование и приспособления. Комплекс технологически связанного между собой сварочного оборудования для выполнения сварочных работ при том или ином участии сварщика называется сварочным постом, установкой, а при объединении нескольких постов или установок—линией.
К сварочному оборудованию относят: сварочные аппараты и машины с источниками питания и устройствами для выполнения собственно процесса сварки; технологические приспособления для осуществления быстрой сборки деталей под сварку, удержания их во время работы и предотвращения или уменьшения коробления свариваемого изделия; вспомогательное оборудование для перемещения изделия в процессе выполнения сварки, крепления и перемещения сварочных аппаратов; инструмент сварщика. Кроме того, при сварке используют различные транспортные средства, приборы для контроля качества сварного соединения и т.п. Техническая характеристика сварочного оборудования определяется выбранной технологией сварки, характером производства и степенью механизации процесса (ручная, полуавтоматическая или автоматическая).
|
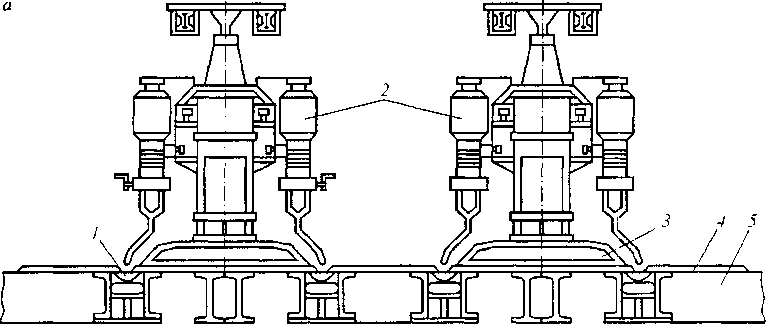
Сварочный пост представляет собой участок производственной площади, на котором размещены источник тока, токопровод, необходимые технологические приспособления и инструменты сварщика. Для защиты окружающих от излучения участок должен быть огорожен шторами или щитами. В условиях современного производства широко распространены автоматизированные установки (рис. 13.20, а) и используются сварочные автоматы, представляющие собой комплекс механизмов и приборов (рис. 13.20, б), с помощью которых осуществляется механизация процесса сварного соединения: подача электродной проволоки, зажигание сварочной дуги, поддержание заданного режима сварки и прекращение процесса.
|
Рис. 13.20. Установки для дуговой сварки: а — автоматизированный пост; 1 — сварочный аппарат; 2 — свариваемое изделие; 3 -- шкаф с аппаратурой управления; 4 — источник тока; .5 — провода управления; 6 — токопровод; 7 — рельсовый путь; 8 — тележка с колонной; 9 — роликовый стенд; К) — площадка обслуживания; б -- автомат; 1 — флюсоотсос; 2 — сварочная головка; 3 — механизм подачи с редуктором; 4 — механизм подъема; 5 — ходовой механизм; 6 - - флюсоаппарат; 7 — рельсовый путь; 8 — i юдающий
ролик; 9 — мундштук; 10 — воронка для флюса
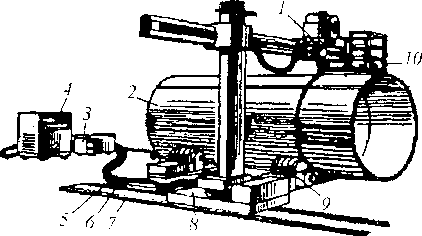
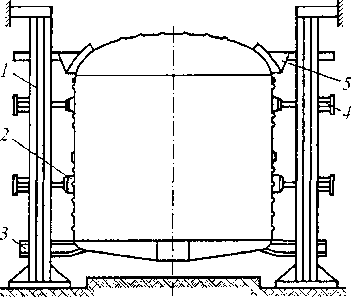
В сварочные посты и установки входят источники питания и аппараты для регулирования горения сварочной дуги в процессе сварки. При электросварке используют сварочные трансформаторы, генераторы и выпрямители; при газопламенной обработке—газовые генераторы. Различают источники питания одно- и многопостовые, стационарные (длительная непрерывная работа) и малогабаритные переносные (непродолжительная работа). В качестве технологических приспособлений используются: для прижатия одной детали к другой — винтовые, рычажные, эксцентриковые, магнитные и другие конструкции зажимов; для фиксации свариваемых деталей — прихваты; для сближения или разведения свариваемых кромок или фиксации их положения — стяжки, распорки и домкраты. Сборку и сварку изделий осуществляют на универсальных и специализированных стендах, например при сборке обечайки с днищем котла цистерны (рис. 13.21).
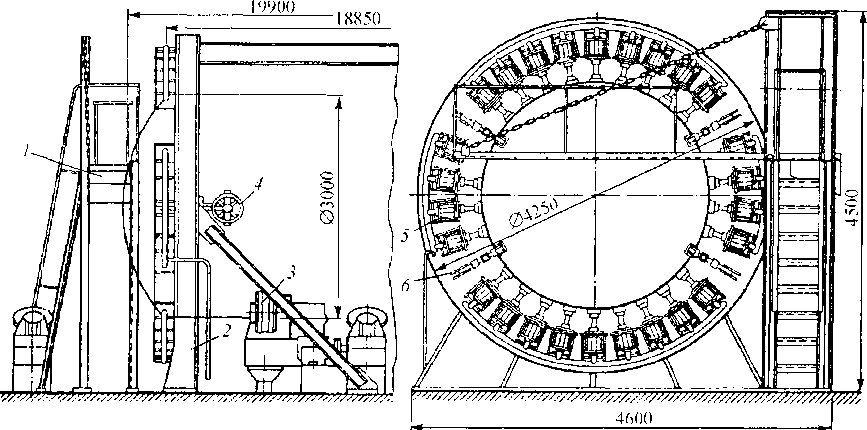 Рис. 13.21. Стенд для приварки днищ к обечайке котла цистерны: 1 — площадка сварщика; 2 — рама стенда; 3 — роликовая опора; 4— маховик стяжки; 5 — - пневматический зажим; 6— откидная стяжка
Рис. 13.21. Стенд для приварки днищ к обечайке котла цистерны: 1 — площадка сварщика; 2 — рама стенда; 3 — роликовая опора; 4— маховик стяжки; 5 — - пневматический зажим; 6— откидная стяжка
|
На стенде обеспечивается быстрое совмещение и прижатие свариваемых частей. Оба днища прихватывают к обечайке и затем выполняют автоматическую сварку внутренних и наружных швов неподвижно установленными сварочными тракторами при вращении котла на роликовых опорах стенда.
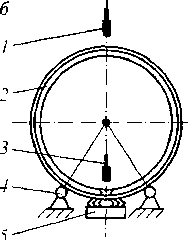
| Рис. 13.22. Кантователи: а - роликовый; о в- -цепной; |
| цепочнып; |

|
Вспомогательное оборудование сварочных установок комплектуют из элементов, предназначенных для расположения изделия в наиболее удобном для сварки положении, для поворота его во время работы и обслуживания зоны сварки, а также для крепления и перемещения сварочных аппаратов. С целью установки изделий в удобное для работы положение применяют кантователи (рис. 13.22), поворот свариваемого изделия вокруг оси осуществляют вращателями с вертикальной, наклонной или горизонтальной осями вращения. При сварке цилиндрических изделий применяют роликовые стен- а ^ _ б в г д
ды-вращатели (см. рис. 13.20,
13.21). Для вращения изделий в процессе сварки вокруг оси, занимающей различные положения в пространстве, служат установочные и сварочные манипуляторы.
Инструментом сварщика служат: электрододержатели для сварки штучными электродами, горелки, зачистной инструмент (молотки-шлакоотделители, пневмомолотки, проволочные щетки, шлифовальные машины и др.), пригоночный инструмент для подгонки соединяемых деталей; инструмент для перемещения и кантовки горячих деталей; инструмент для наладки сварочного и технологического оборудования; измерительный инструмент (штангенинструмент, микрометрический и др.).
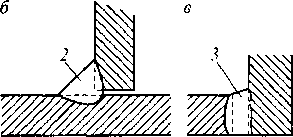
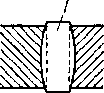
В результате сварки составляющие элементы конструкции или изделия прочно соединяются между собой. Сварные соединения и швы классифицируются следующим образом. По взаимному расположению соединяемых элементов различают стыковые, тавровые, на- хлесгочные и угловые сварные соединения. Каждое из них имеет специфические признаки в зависимости от способа сварки — дуговой (рис. 13.23), контактной (рис. 13.24), электро- шлаковой (рис. 13.25), и др.
Участок сварного соединения, непосредственно связывающий свариваемые элементы, называется сварным швом. Швы всех типов различают: по технике наложения — выполненные «напроход», от середины к концам, обратноступенчатым способом;
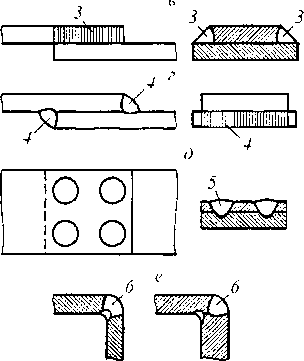 Рис. 13.23. Виды сварных соединений и типы швов при дуговой сварке: а — стыковое; б — тавровое; «, г, д — нахлесточ- ные; е — угловое; / — стыковой шов; 2 — угловой шов таврового соединения; 3 — фланговый угловой шов нахлесточ- ного соединения; 4 — лобовой угловой шов нахлесточного соединения; 5 — электрозаклепочный шов нахлесточного соединения; 6 - - шов углового соединения
Рис. 13.23. Виды сварных соединений и типы швов при дуговой сварке: а — стыковое; б — тавровое; «, г, д — нахлесточ- ные; е — угловое; / — стыковой шов; 2 — угловой шов таврового соединения; 3 — фланговый угловой шов нахлесточ- ного соединения; 4 — лобовой угловой шов нахлесточного соединения; 5 — электрозаклепочный шов нахлесточного соединения; 6 - - шов углового соединения
|
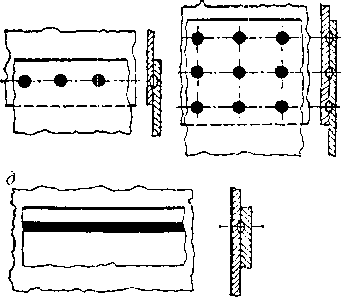
| Рис. 13.24. Виды сварных соединений и типы швов при контактной сварке; а — стыковое при сварке сопротивлением; б—стыковое при сварке плавлением; в—нахлесточное, выполненное однорядным точечным швом; е— нахлестанное, выполненное многорядным точечным швом; д— нахлесточ- ное, выполненное однорядным роликовым швом |
|
по положению в пространстве при сварке — вертикальные, горизонтальные, нижние, потолочные; по технике образования сечения — однослойные и многослойные и т.д. Основные виды сварных соединений, конструктивные элементы кромок и швов, предельные отклонения и рациональные диапазоны толщин соединяемых элементов для швов всех типов регламентированы ГОСТами и отраслевыми нормалями.
|
| Рис. 13.25. Виды сварных соединений и типы швов при электрошлаковой сварке: а — стыковое; б — тавровое; в — угловое; / —стыковой шов; 2— угловой шов; 3 — шов углового соединения |
|
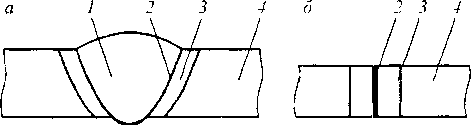 Рис. 13.26. Сварное соединение: / — сварной шов; 2— зона сплавления (а) или соединения при сварке давлением (б)\ 3 — зона термического влияния; 4 — прилегающий основной материал
Рис. 13.26. Сварное соединение: / — сварной шов; 2— зона сплавления (а) или соединения при сварке давлением (б)\ 3 — зона термического влияния; 4 — прилегающий основной материал
|
| В сварном шве материал представляет собой сплав, образованный переплавленными основными материалами и дополнительными электродным и присадочным материалами или только переплавленными основными материалами. |
Для сварных соединений характерна совокупность зон, образующихся в материале соединенных сваркой элементов. Зоны отличаются от основного материалов и между собой по химическому составу, структуре, физическим и механическим свойствам, микро- и макронапряженности. К сварному соединению, выполненному сваркой плавлением, относят зоны (рис. 13.26, а) материала шва (сварной шов), сплавления, термического влияния, прилегающего основного материала, сохраняющего свои свойства и структуру. Сварное соединение, выполненное сваркой давлением, зон материала шва и сплавления не имеет и состоит (рис. 13.26, б) из зоны соединения, в которой образовались межатомные связи соединенных элементов, зоны механического влияния, зоны прилегающего основног о материала.
Основные операции сборки кузова вагона выполняют сваркой, используя требования, обеспечивающие технологичность конструкции. В зависимости от сложности вагона, производственной программы и оснащенности предприятия выбирают способ сборки кузова: узловой, когда сборка кузова осзтцествляется из отдельных узлов и сборочных единиц; секционный, использующий сборку из предварительно изготовленных секций; блочный, представляющий собой сборку из отдельных блоков. Наиболее рациональным из них признан блочный способ сборки кузова, позволяющий достичь наивысшей производительности труда, повысить степень механизации и автоматизации производственных процессов, создать благоприятные условия при ремонте в эксплуатации. При блочном способе предварительно изготовленные блоки, представляющие собой окончательно скомплектованные части кузова — раму, боковые и торцовые стены, крышу, соединяют между собой по разработанной технологии (рис. 13.27).
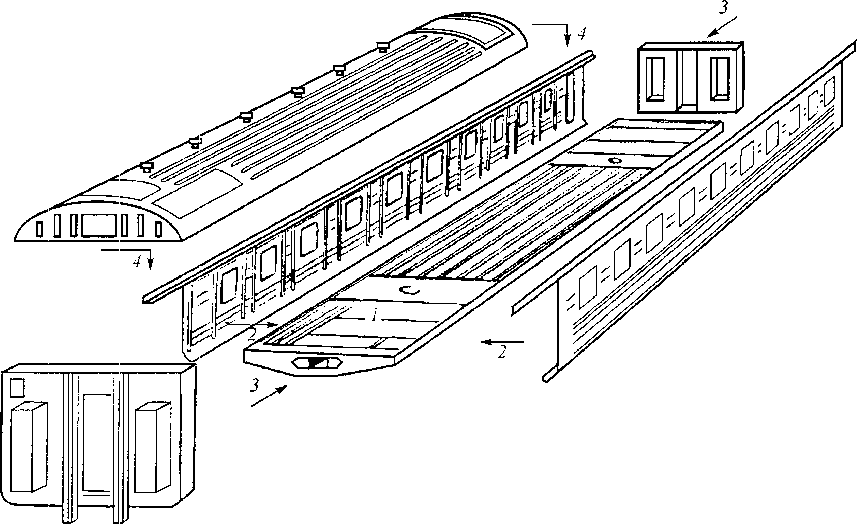 Рис. 13.27. Схема сборки кузова пассажирского вагона (последовательность операций показана стрелками с номерами)
Рис. 13.27. Схема сборки кузова пассажирского вагона (последовательность операций показана стрелками с номерами)
|
Степень насыщения каждого из блоков может быть различной в зависимости от типа вагона, его конструктивной схемы и технологических возможностей предприятия.
|
Предварительное закрепление на раме боковых стен в вертикальном положении осуществляют с помощью прижимных устройств сборочного стенда (рис. 13.28).
Сварка кузо ва вагона представляет собой сложный процесс, так как соединения элементов блоков приходится сваривать в различных пространственных положениях, а возможности автоматизации сварочных работ ограничены. Внутри кузова целесообразно использовать полуавтоматическую сварку в среде углекислого газа.
В этом случае рациональным является применение контактной сварки с
помощью подвесных и переносных сва- ^ис: 13.28. Схема стенда для сборки кузова вагона: /
стоика; 2 — магнитовакуумные прижимьт-фиксаторы; рочных устройств для сварки металли- 3 — выдвижные опоры; 4 — пневматический цилиндр;
ческих листов толщиной до 3 мм. 5 — прижим крыши
Наиболее рациональна —дуговая сварка порошковой проволокой. Особое внимание в процессе сварки уделяют последовательности наложения сварных швов для того, чтобы предупредить сварочные деформации и искажение геометрических размеров кузова. Для уменьшения сварочных деформаций целесообразно предварительное нагружение свариваемых элементов усилиями растяжения или изгиба.
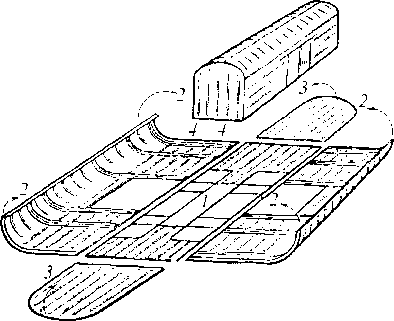 Рис. 13.29. Схема сборки кузова крытого грузового вагона из блоков (последовательность операций указана стрелками с номерами)
Рис. 13.29. Схема сборки кузова крытого грузового вагона из блоков (последовательность операций указана стрелками с номерами)
|
Схема сборки кузова изотермического и крытого вагона из предварительно изготовленных блоков представлена на рис. 13.29. В конструкциях монтажные стыки при соединении блоков располагаются в удобных местах, а формы и размеры соединяемых поверхностей позволяют обеспечить необходимую точность.
|
Большинство процессов сборки и сварки котла железнодорожных цистерн выполняется с помощью сварочных автоматов и полуавтоматов. Уложенные на плиту стенда (рис. 13.30) заранее подготовленные листы цилиндрической части котла свариваются автоматическими аппаратами, смонтированными на устройствах портального типа.
|
|
Рис. 13.30. Сборка цилиндрической части котла цистерны: а — стенд для авгома шческой сварки; / — флюсовая подушка; 2 - сварочные автоматы; 3 - прижимная траверса; 4 - свариваемые листы; 5 — основание стенда; 6-- стенд для наложения продольных швов; I - - автоматическая головка, смонтированная на портальном устройстве; 2 — обечайка котла; 3 - сварочный трактор; 4 —- стенд; J — балка с магнитным прижимом и флюсовой подушкой; в -стенддля наложения кольцевых швов; / -сварочный трактор; 2 — флюсовая подушка; 3— непрерывная лента; г — сварочный трактор; / — ходовая часть; 2 - катушка; 3 — электродная проволока; 4 — пульт управления; 5 — головка
Повышение эффективности технологических процессов может быть достигнуто при менением передовой организации производства, представляющего собой комплекс мероприятий, обеспечивающих рациональное сочетание процессов труда с вещественными элементами производства с целью достижения поставленных задач при наилучшем использовании производственных ресурсов.
Важнейшие методы организации производства — поточный, партионный и единичный. Наиболее прогрессивный из них — поточный, при котором за каждым участком производства закрепляется ограниченная номенклатура работ, рабочие места и участки располагается по ходу изготовления продукции. При наиболее совершенных формах поточного производства обеспечивается синхронность работы смежных участков. Поточные методы организации производства широко применяются в вагоностроении и при ремонте вагонов.
Производственный процесс в вагоностроительном и вагоноремонтном производстве представляет собой сложную систему, состоящую из большого количества операций, протекающих в тесном взаимодействии. Темп работы вагоностроительных и вагоноремонтных цехов во многом определяет темп и общий порядок работы других подразделений предприятий. Организация поточного производства в вагоностроительных и вагоноремонтных цехах связана с созданием поточных конвейерных линий, оснащенных средствами механизации и автоматизации производственных процессов. Все операции процесса изготовления и ремонта вагонов группируются по видам и технологической однородности работ и распределяются по специализированным рабочим местам (позициям). При этом соблюдается условие, чтобы продолжительность выполнения работ на каждой позиции была бы кратной ритму поточной линии. Поточная линия представляет собой совокупность машин и механизмов или рабочих мест, расположенных по ходу технологического процесса изготовления детали или сборки изделия. За каждой машиной или механизмом, или рабочим местом поточной линии закрепляется одна или несколько операций.
Работа поточных линий на вагоностроительных и вагоноремонтных заводах строится по принципу периодического передвижения вагонов с одной позиции на другую, а во время выполнения работ вагоны стоят неподвижно. Затем, по истечении времени, равного принятому ритму, все вагоны одновременно переставляются на последующие позиции. Во время каждой перестановки с последней позиции выдается один вагон или группа вагонов (в зависимости от числа их на каждой позиции) с законченным объемом работ, предусмотренных для данной поточной линии. Последовательное или параллельное объединение поточных линий различных производственных участков в единую взаимосвязанную систему позволяет создавать сквозные поточные линии по производству или ремонту вагонов и обеспечивать наиболее высокую производительность и экономическую эффективность предприятия.
Поточное производство улучшает все показатели работы. Благодаря узкой специализации обеспечивается более полное использование высокопроизводительного механизированного и автоматизированного оборудования, сокращаются или полностью исключаются простои оборудования, уменьшается доля вспомогательных операций, растет производительность труда, снижается себестоимость продукции.
13.7. Основы автоматизированного проектирования технологических процессов
ГОСТ 23501.0-85 «Системы автоматизированного проектирования. Основные положения» определяет САПР как организационно-техническую систему, состоящую из комплекса средств автоматизации проектирования. Эта система представляет собой инструментарий проектировщика, включающий технические средства, математическое, программное, информационное и организационное обеспечения, который предназначен для автоматизации проектирования на всех этапах от выдачи технического задания до передачи технической документации заводу-изготовителю. Объектом автоматизации проектирования является вся совокупность действий проектировщиков, разрабатывающих изделие или технологический процесс и оформляющих результаты разработок в виде конструкторской, технологической и эксплуатационной документации.
Проектирование технологии изготовления спроектированного или подлежащего ремонту объекта связано с процессом технологической подготовки производства изделия или его узлов и деталей на данном предприятии. Результатами проектирования являются распечатки технологической документации в виде: маршрутной и операционной карты (ГОСТ 3.1118-82); ведомости оснастки (ГОСТ 3.1105-84); карты технического контроля (ГОСТ 3.1502-85); карты технологических процессов выполняются в соответствии с ГОСТ 3.1118-82, то есть с маршрутно-операционным описанием технологических процессов.
Макросхема алгоритма САПР технологических процессов приведена на рис. 13.31, л. Осуществляется ввод оперативной информации, из которой выбираются и формируются групповые (типовые) операции, переходы по их кодам в исходных данных и типовым маршрутам из нормативно-справочной информации. Припуски рассчитываются по нормалям предприятия. Поиск оснастки и инструмента, включенных технологом в исходные данные, осуществляется по универсальным блок-схемам и таблицам. При разработке алгоритмов и программ, а также в процессе эксплуатации автоматизированной системы проектирования технологических процессов механической обработки необходимо иметь данные, указанные на рис. 13.31, б.
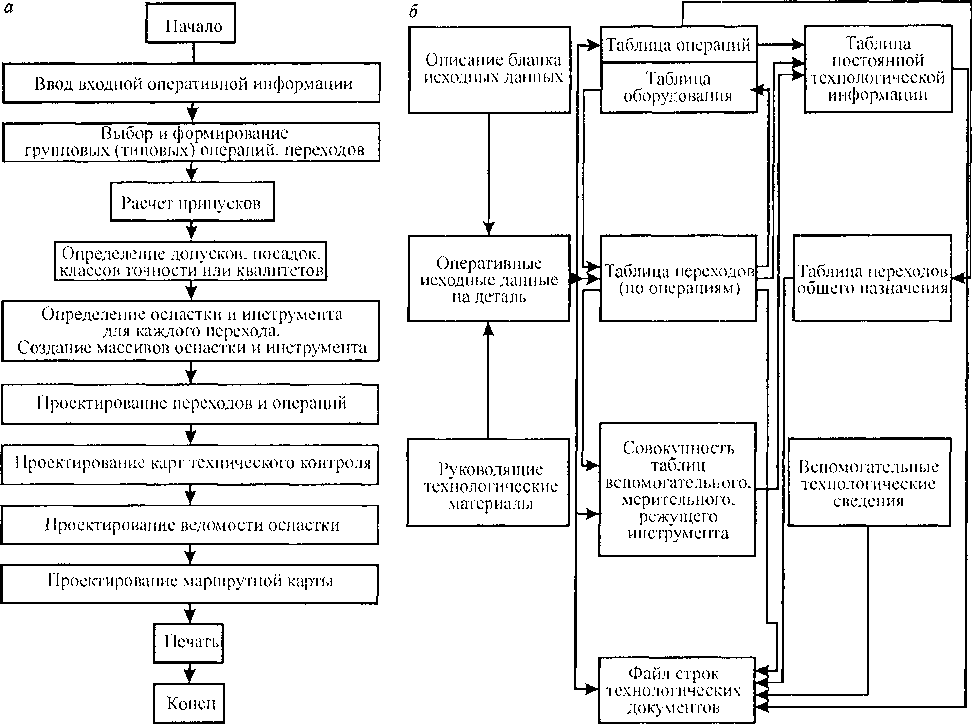 Рис. 13.31. Микросхема алгоритма САПР (а) и внешняя организация данных САПР (о)
технологических процессов
Рис. 13.31. Микросхема алгоритма САПР (а) и внешняя организация данных САПР (о)
технологических процессов
|
При разработке алгоритма САПР технологических процессов особое внимание уделяется универсальности, надежности в работе, достоверности разрабатываемых технологических процессов, упрощению и сокращению времени на адаптацию алгоритма к конкретным производственным условиям и на создание единой базы данных для решения всех технологических задач и сокращения времени на ее расширение и изменение.
При автоматизированном поиске на каждый переход или группу переходов разрабатывают блок-схемы поиска инструмента, оснастки, по которым в зависимости от операции, перехода и параметров детали выбираются автоматически из базы данных нужный инструмент' и оснастка.
Дата добавления: 0000-00-00; просмотров: 878;