Круглопильные станки для форматной распиловки.
Станки этой группы предназначены для раскроя или обрезки по периметру, т.е. на заданный формат различных плитных материалов – фанеры, ДВП, ДСП и т.д.
Обрезка по периметру производится в процессе изготовления материалов на оборудовании, встроенном в технологические линии производства плитных материалов. Наибольшее распространение получили станки, работающие по Г-образной схеме. Станки данного типа состоят из двух одинаковых секций, расположенных под прямым углом друг к другу (рис. 5.3). Заготовка подается на направляющие устройства 1 первой секции для продольной обрезки с двух сторон. Под направляющими расположен цепной подающий конвейер 11 с упорами 4. Опиленная с двух сторон заготовка проталкивается на направляющие 17 второй секции станка для поперечной обрезки. Здесь она подхватывается упорами своего конвейера 12 и подается на пилы, образующие две другие ее стороны.
Оба конвейера работают от одного привода, что обеспечивает синхронность движений их упоров. При подходе к зоне резания заготовка, базированная по упорам на цепях, выравнивается на направляющих и прижимается к направляющим линейкам 7 и 14 подпружиненными балками 9 и 5. В зоне резания заготовка прижимается к направляющим гладким вальцам 13 и 15, смонтированным в блоки 2, которые, так же как и пильные суппорты, имеют вертикальное настроечное перемещение от винтов 3. Для обрезки заготовок различных размеров в обеих секциях станка все левые по направлению подачи элементы смонтированы на одном блоке, который с помощью 8 и 6 и зубчатых конических 10 и 16 пар может быть переставлен на нужную величину. К недостаткам станков этого типа можно отнести: возможность неперпендикулярного реза из-за перебазирования заготовки с одного конвейера на другой и погрешности в обработке из-за неравномерного вытягивания цепей.
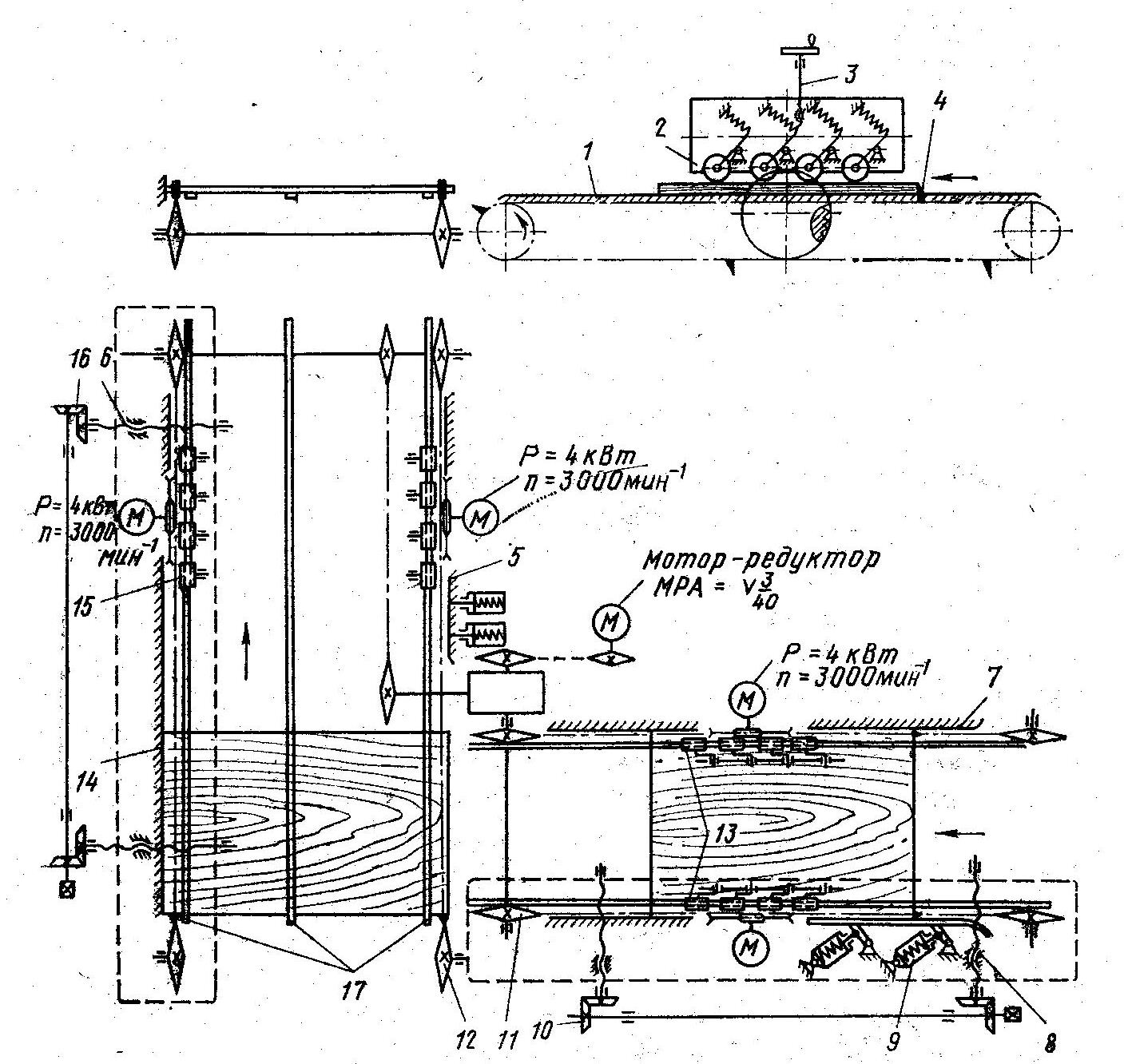
Рис. 5.3. Кинематическая схема круглопильного форматного станка
Однопильные форматные станки предназначаются для небольших и средних предприятий. Преимущества этих станков – большие возможности в выборе плана раскроя, отсутствие регулировок пил при перенастройке на новый размер, минимальное использование режущего инструмента, сниженный шум, уменьшенное потребление энергии, занимаемой площади и потребности в обслуживающем персонале. Они имеют высокую степень автоматизации и достаточную производительность.
Многопильные форматные станки по характеру перемещения плиты в процессе обработки можно подразделить на три типа: позиционные, позиционно-проходные и проходные.
Позиционные станки. Пачка раскраиваемых плит подается на позицию и фиксируется неподвижно на базирующих элементах. Затем перемещающиеся в продольном и поперечном направлениях пильные суппорты производят раскрой плит. Эта схема аналогична схеме однопильных станков с тем отличием, что на каретке закреплен набор пил.
Позиционно-проходные станки (рис. 5.4). В них применяется комбинация перемещающегося суппорта и набора неподвижных пил. отличаются же они друг от друга возможностью осуществлять смешанный раскрой и степенью совмещенности операций раскроя во времени.
Проходные станки (рис. 5.5). Плита вначале раскраивается на продольных пилах 1. Полосы, не нуждающиеся в дальнейшей обработке, снимаются с машины на рольганг 4. Оставшиеся отрезы плиты поступают на две секции с пилами 2 и 3 для поперечного раскроя. Увеличенное до 5-6 число продольных и до 18-20 число поперечных пил создает оптимальные условия для реализации любого плана раскроя.
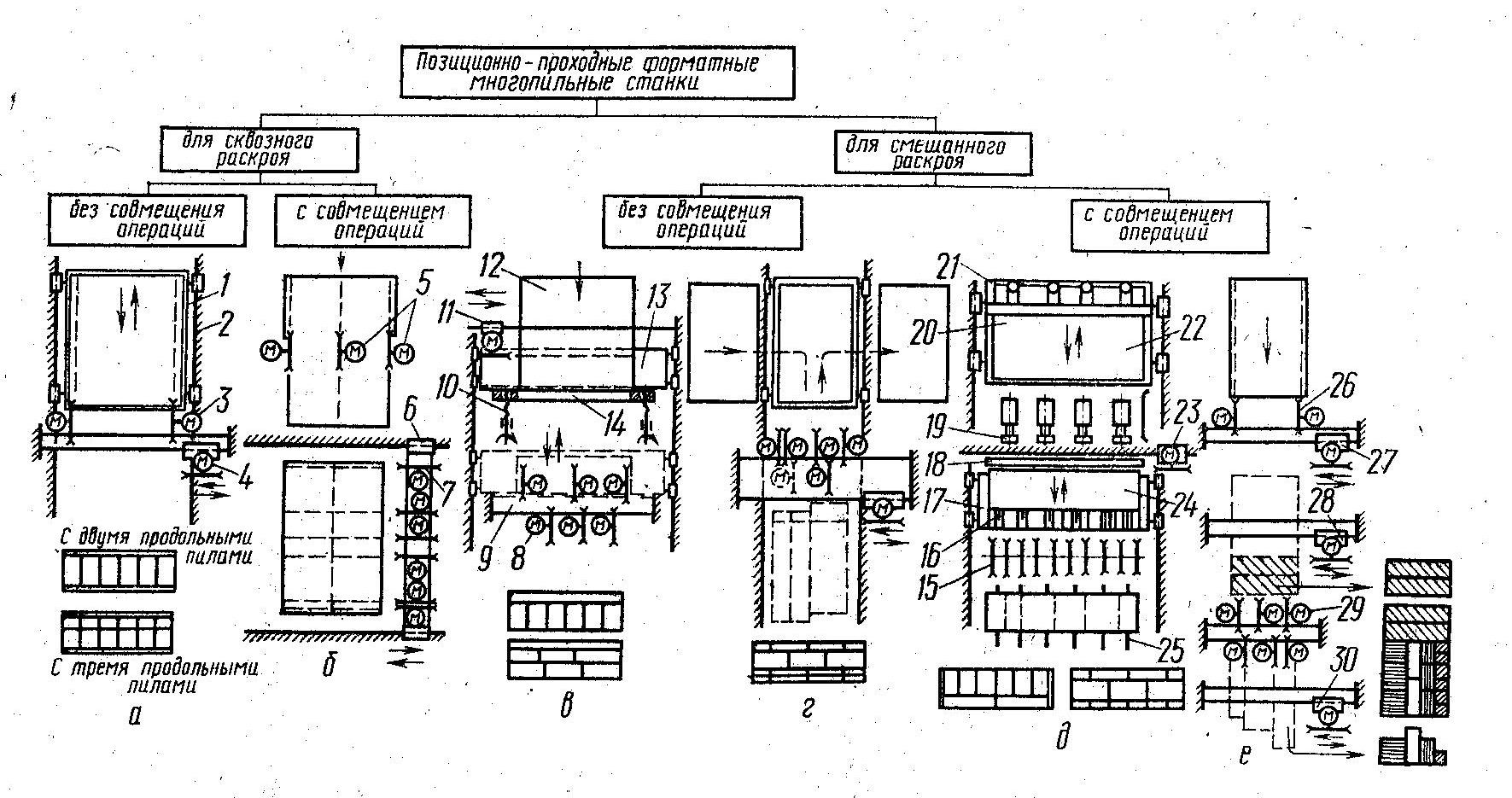
Рис. 5.4. Классификация многопильных форматных позиционно-проходных станков
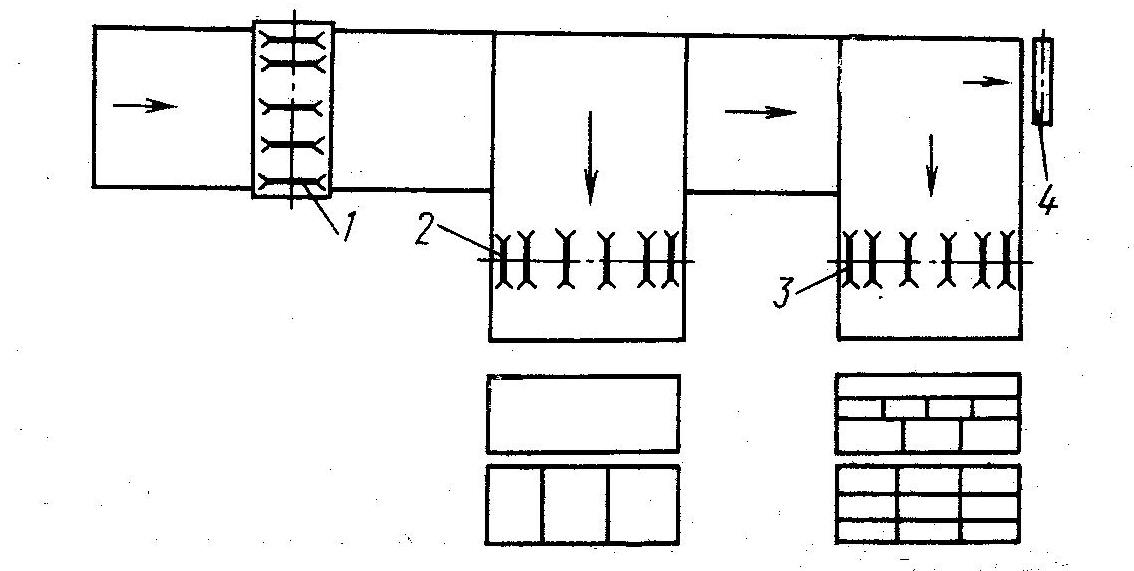
Рис. 5.5. Многопильный форматный проходной станок.
Дата добавления: 2016-03-15; просмотров: 3078;