Рейсмусовые станки.
На рейсмусовых станках производится плоскостное фрезерование одной или двух противоположных сторон заготовки с целью обработки ее в размер. В зависимости от числа одновременно обрабатываемых сторон заготовки различают одно и двусторонние рейсмусовые станки.
Односторонние рейсмусовые станки. На односторонних рейсмусовых станках обрабатывают заготовки в размер по толщине путем снятия слоя древесины с одной, противоположной базовой, стороны детали.
На рис. 6.3 изображена функциональная схема одностороннего станка. Подача заготовок 9 осуществляется подающими вальцами со скоростью 5-30 м/мин. Для надежной подачи передний валец 1 изготавливается рифленым, задний 5, контактирующий с обработанной поверхностью – гладким. Перед ножевым валом располагается передний прижим 2, который выполняет ряд функций: противодействует вертикальной составляющей сил резания, стремящейся оторвать от стола обрабатывае6мую деталь, является подпором, ограничивающим распространение опережающей трещины и, следовательно, образованию глубоких выколов, направляет поток срезаемой стружки в удаляющий патрубок.
Передний прижим состоит из подпружиненных секций, каждая из которых закрепляется так, что позволяет ему находиться вблизи зоны резания не только при обработке различных по толщине деталей, но и при огибании поперечных неровностей заготовки.
Длина ножевого вала зависит от ширины обрабатываемых деталей и меняется в диапазоне 250-2000 мм. Вращение от электродвигателя на вал передается через ременную передачу.
Позади ножевого вала расположен цельный задний прижим 4. Его нижняя опорная поверхность расположена параллельно столу станка и чуть ниже окружности резания. С его помощью деталь прижимается к столу во время прохода через станок для предотвращения вибраций, снижающих качество обработки. Задний подпружиненный гладкий подающий валец 5 расположен также чуть ниже окружности резания. Защитный щиток 6 предохраняет поверхность заготовки между задним прижимом и вальцом от попадания стружки.
Настройка станка на толщину Н обработки осуществляется перемещением стола 7. Для этого чаще всего используются ходовые винты, приводимые от маховичка 11 или электропривода. Нижние вальцы 8 стола иногда также делают приводными. Величина выступа а, регулируемая рукояткой 10, зависит от размера заготовки и породы древесины.
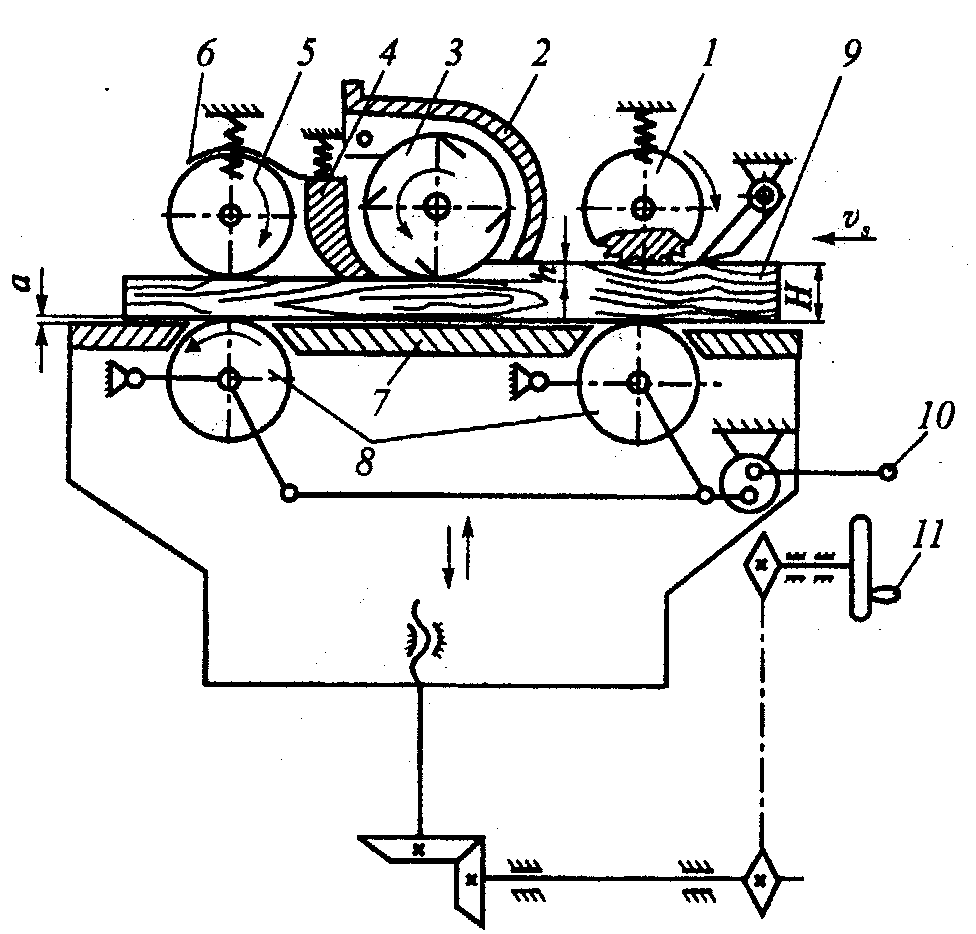
Рис. 6.3. Функциональная схема одностороннего рейсмусового станка.
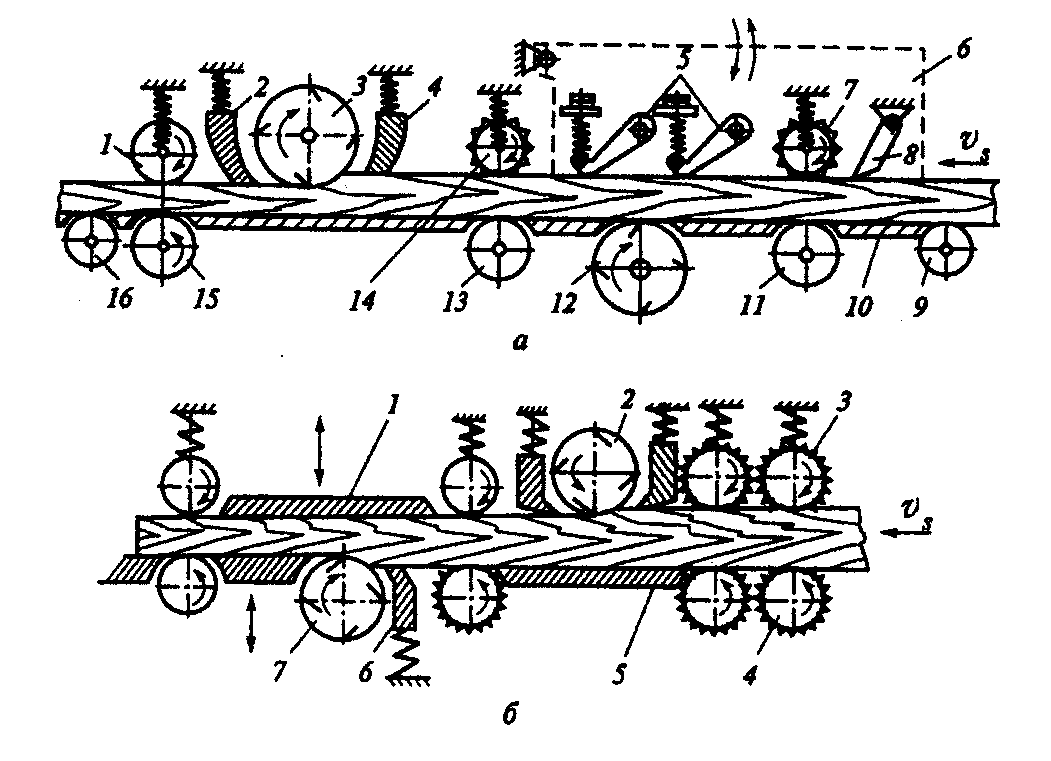
Рис. 6.4. Принципиальные схемы двухсторонних рейсмусовых станков:
а – фуговально-рейсмусовая; б – двухрейсмусовая.
Двусторонние рейсмусовые станки. На двусторонних рейсмусовых станках деталь обрабатывается в размер по толщине путем снятия слоев древесины последовательно с обеих сторон. Они строятся по фуговально-рейсмусовой и двухрейсмусовой схемам.
На рис. 6.4.а. показана функциональная схема двустороннего рейсмусового станка, работающего по наиболее распространенной фуговально-рейсмусовой схеме. Вначале фуговальным ножевым валом 12 обрабатывается базовая нижняя плоскость заготовки, а затем верхним рейсмусовым ножевым валом 3 придается заготовке требуемая толщина. Подача осуществляется вальцовым механизмом. Передняя часть стола 10 перед фуговальным валом смонтирована в боковых стенках основного стола на двух эксцентриковых осях, поворотом которых стол быстро устанавливается на требуемую толщину снимаемого слоя древесины.
Над фуговальным валом 12 на осях крепится передний блок 6, в котором находятся подающий валец 7, блок прижимов 5, когтевая завеса 8 и механизм подъема блока.
За передним располагается задний блок, в котором смонтированы верхний рейсмусовый вал 3, прижимы передний 4 и задний 2 и подающие вальцы. Средний рифленый палец 14 и передний прижим выполнены секционными, задний прижим – в виде цельной балки, задний подающий валец 1 – гладким. Нижние вальцы 9, 11, 13, 15, 16 также гладкие, из нижних приводной только валец 16.
При двухрейсмусовой схеме (рис. 6.4.б) первым по направлению подачи расположен верхний рейсмусовый ножевой вал 2. Заготовка при этом базируется нижней необработанной поверхностью на переднем столе 5. При дальнейшем перемещении заготовка базируется верхней обработанной базовой поверхностью на базирующую балку 1 и обрабатывается в размер нижним рейсмусовым валом 7. Перебазирование не вносит ощутимой дополнительной неточности обработки, но уменьшает опасность схватывания концов заготовки.
Механизм подачи состоит из четырех пар вальцов. Передние верхние 3 и нижние 4 сделаны секционными. Нижнюю пару подающих вальцов 4 иногда заменяют гусеничным конвейером. Перед ножевыми валами располагаются секционные прижимы 6, а после них – цельные прижимные устройства.
Двухрейсмусовая схема рекомендуется при обработке жестких деталей, которые не прогибаются под давлением прижимных элементов в станке, и, наоборот, тонких (до 5 мм) гибких деталей. В остальных случаях обе схемы равноценные. Станки, спроектированные по фуговально-рейсмусовой схеме, проще конструктивно и в эксплуатации.
Дата добавления: 2016-03-15; просмотров: 3119;