РЕЗЬБОШЛИФОВАЛЬНЫЕ СТАНКИ.
Общие сведения. Резьбошлифовальные станки применяют для чистовой обработки точных резьб, например, резьбы метчиков, резьбовых калибров, точных ходовых винтов. Мелкие резьбы нарезаются сразу шлифовальным кругом, а крупные - шлифуются после предварительной их нарезки. Существуют три способа шлифования резьбы.
1. Резьба шлифуется однониточным шлифовальным кругом. Рабочие движения: быстрое вращение шлифовального круга - главное движение (VK); медленное вращение заготовки - окружная подача (SОК); радиальная подача круга для врезания (Sвр); продольная подача заготовки (Sпр) на величину шага tн резьбы за один оборот заготовки. Ось шлифовального круга повернута относительно оси заготовки на угол подъема резьбы. Это позволяет получить большую точность профиля шлифуемой резьбы.
2. Резьба шлифуется многониточным кругом с кольцевыми канавками заданного шага. В этом случае ширина b круга должна быть больше длины l шлифуемой резьбы на 2 - 4 шага. Рабочие движения: быстрое вращение круга (VK); медленное вращение заготовки - окружная подача (SОК); радиальная подача при врезании круга (Sвр) и продольная подача заготовки (Sпр) на шаг резьбы tн за каждый оборот заготовки. Этот способ более производительный, чем первый, однако резьба получается менее точной, так как профиль ее искажается вследствие того, что оси круга и заготовки параллельны.
3. Если необходимо нарезать длинную резьбу многониточным шлифовальным кругом с кольцевыми канавками, то применяют конический круг. В этом случае имеют место следующие рабочие движения: быстрое вращение шлифовального круга (VK); медленное вращение заготовки - окружная подача (SОК); продольная подача заготовки (Sпр) на величину шага резьбы tн за один оборот заготовки. Шлифовальный круг заправлен на конус с углом γ = 5 - 10º, поэтому при продольном перемещении заготовки происходит постепенное врезание круга, и только последние его нитки образуют резьбу нужного профиля.
Резьбошлифовальный станок 5822 (рис.1) предназначен для выполнения основных резьбошлифовальных операций: шлифования цилиндрических и конических резьбовых калибров точных винтов и червяков; затылования метчиков, модульных червячных фрез, плоских резьбовых плашек для резьбонарезных головок и т. д. Станок может работать однониточным или многониточным кругами.
Техническая характеристика станка: высота центров 100 мм, наибольшее расстояние между центрами 500 мм, шаг шлифуемой резьбы 0,25 - 24 мм.
Основные узлы станка: станина 1 коробчатой формы, по горизонтальным направляющим которой перемещается стол 2; передняя бабка 3 с приводом вращения заготовки; задняя бабка 4, шлифовальная бабка 5 с индивидуальным приводом от электродвигателя 6.
Для вращения шпинделя изделия применен бесступенчатый электродвигатель 9 постоянного тока, питаемый от электромашинного усилителя (ЭМУ) с широким диапазоном регулирования. Станок имеет дифференциал, с помощью которого можно затыловать детали со спиральными канавками. Главное движение (вращение шлифовального круга) осуществляется от электродвигателя 6 через ременную передачу со сменными шкивами 7 и 8.
Круговая подача (вращение заготовки) производится электродвигателем 9 через ременную передачу со шкивами 10-11 и червячную пару 12 - 13.
 Продольная подача стола с заготовкой осуществляется от шпинделя 1 через зубчатые колеса 14 - 15 или 16 - 17, муфту 45, сменные колеса гитары подач а - b, с — d и ходовой винт 18. Передаточное отношение гитары подач подсчитывают, как и для винторезных цепей, по формуле
Продольная подача стола с заготовкой осуществляется от шпинделя 1 через зубчатые колеса 14 - 15 или 16 - 17, муфту 45, сменные колеса гитары подач а - b, с — d и ходовой винт 18. Передаточное отношение гитары подач подсчитывают, как и для винторезных цепей, по формуле
где к - число заходов резьбы;
С - постоянная цепи (С = 4 или 1);
tн - шаг шлифуемой резьбы;
tв - шаг ходового винта.
Станок снабжен специальным механизмом, позволяющим затыловать зубья инструмента с прямыми и винтовыми канавками. При затыловании инструмента с прямыми канавками настраивается только гитара затылования (a2 – b2), а при винтовых канавках настраиваются две гитары: гитара дифференциала (a1 – b1, c1 – d1) и гитара затылования (a2 – b2).
Цепь перемещения стола со шлифовальной бабкой при затыловании берет начало от шпинделя изделий и далее через червячную пару 13 - 12, зубчатые колеса 18 - 19, дифференциал 20, сменные колеса a2 – b2, зубчатые колеса 21 - 22, коническую пару 23 - 24, колеса 25 - 26, кулачок 46, рычаг 27 и винтовую пару 28 - 29 передает движение бабке 5 со шлифовальным кругом. Сменные колеса гитары затылования подсчитываются по формуле:

где z - число канавок;
С3 - постоянная цепи (Сз = 6).
Цепь дополнительного поворота при затыловании инструмента с винтовыми канавками идет от шпинделя изделий 1через зубчатые колеса 14 - 15 или 16 - 17, сменные колеса гитары дифференциала a1 – b1, c1 – d1 червячную пару 30-31 и далее по предыдущей цепи.
В этом случае передаточное отношение гитары дифференциала подсчитывают по формуле:

где S=πDcpctgβ;
Dср - средний диаметр затылуемого инструмента в мм;
β - угол наклона спирали в градусах;
tн - шаг шлифуемой резьбы в мм;
Сд - постоянная цепи (Сд = 180).
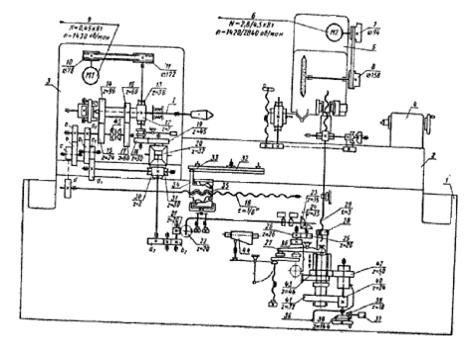
Рис.1: Кинематическая схема резьбошлифовального станка 5822.
Быстрый отвод шлифовальной бабки производится с помощью рукоятки 36. Лимб 37 служит для микроподачи. В станке имеется корректирующее устройство для компенсации погрешностей шага ходового винта 18, состоящее из поворотной линейки 32, связанной через ролик 33 и рычаг 34 с гайкой 35 ходового винта. Линейка 44 служит для шлифования конусов.
Дата добавления: 2016-03-27; просмотров: 3767;