СТРОГАЛЬНО-ПРОТЯЖНЫЕ СТАНКИ.
Протяжные станки.
Протяжные станки предназначены для обработки внутренних и наружных поверхностей самой разнообразной формы. Применяются они в условиях крупносерийного и массового производства, а в ряде случаев в мелкосерийном и даже в единичном. По характеру работы они делятся на станки для внутреннего и для наружного протягивания, по расположению инструмента - на горизонтальные и вертикальные. Станки могут быть универсальными и специальными.
Схема протягивания. Хвостовик протяжки пропускают через отверстие обрабатываемой детали, втулку приспособления, установленного в опорной плите. Левый конец протяжки закрепляют в автоматическом патроне, состоящем из корпуса, специальной втулки с внутренним диаметром, соответствующим протяжке, и двух сухарей. В показанном положении пружина, распирая деталь, связанную со штоком силового цилиндра, и корпус, сдвигает сухари, вследствие чего последние захватывают хвостовик протяжки. Когда протяжка перемещается влево, происходит обработка отверстия. Во время холостого хода протяжка возвращается в исходное положение. Корпус, подойдя приспособлению, упирается в него и останавливается. Шток поршня и муфта, продолжая движение и сжимая пружину, сдвигают втулку вправо, сухари попадают против выточки а и движение прекращается. Теперь хвостовик протяжки можно свободно вытащить из отверстия втулки, вставить в следующую деталь и, установив снова, начинать обработку.
Горизонтальные протяжные станки для внутреннего протягивания
Отечественное станкостроение выпускает горизонтальные протяжные станки с наибольшей тяговой силой 25 - 980 кН, при наибольшем ходе каретки-2 м.
Станок 75510. Он предназначен для протягивания сквозных отверстий. Применив специальные приспособления, на станке можно обрабатывать также и наружные поверхности. Номинальная тяговая сила 100 кН; наименьшая и наибольшая скорости рабочего хода 1,5 - 9 м/мин, обратного хода 25 м/мин, подвода и отвода протяжки 15 м/мин; мощность электродвигателя поршневого насоса 17 кВт. При оснащении станка автоматической системой загрузки и выгрузки он может работать с автоматическим циклом. В полой части сварной станины коробчатой формы смонтированы основные агрегаты гидравлического привода, являющегося основным для этого вида станков. Слева расположен силовой цилиндр. Шток поршня связан с рабочими салазками, которые, перемещаясь в направляющих вдоль оси станка, служат дополнительной опорой. На конце штока насажена втулка с патроном для закрепления левого конца протяжки, а правый конец ее зажат во вспомогательном патроне. Приспособление для установки детали и сама деталь упирается в неподвижный корпус станины. Правая часть станины приставная и служит для монтажа узлов автоматического подвода и отвода протяжки. Необходимые движения осуществляются вспомогательным силовым цилиндром, смонтированным в правой части станка. Происходит это следующим образом. При рабочем ходе влево салазки вспомогательного патрона сопровождают протяжку до тех пор, пока они не коснутся жесткого упора. При этом связь между протяжкой и патроном нарушается с помощью подпружиненного кулачка. После этого происходит рабочий ход, осуществляемый силовым цилиндром. При обратном ходе задний хвостовик протяжки снова входит во вспомогательный патрон и толкает его вправо в исходное положение.
Станок работает с полным и простым циклом. При полном цикле прямого хода осуществляется подвод протяжки, замедленный рабочий ход, настроенный рабочий ход - замедленный рабочий ход при работе калибрующих зубьев и стоп. При обратном ходе: замещенный ход и отвод протяжки. Простой цикл отличается от полного отсутствием подвода и отвода протяжки.
Принципиальная гидравлическая схема станка.
Поршневой насос высокого давления типа НП4М на рисунке показан условно. Трубопровод связан с всасывающей полостью, а трубопровод - с нагнетательной. Насос обеспечивает работу станка, осуществляя рабочий и обратный ходы рабочих салазок при помощи гидроцилиндра. Вспомогательный гидропривод состоит из шестеренного насоса, встроенного в корпус поршневого насоса, и из вспомогательного гидроцилиндра для подвода и отвода протяжки. Масло от насоса подается в подпорный цилиндр, к центральному золотнику и к механизму управления, в котором расположены четыре золотника-пилота, управляемые соленоидами. Центральный золотник вместе с закрепленным на его конце диском, под действием пружины отжимается влево. В диске имеется пять отверстий для прохода винтов, которые регулируют производительность насоса (смещение статора). При подаче давления под поршень он упрется штоком в регулировочный винт и ограничит продвижение диска с центральным золотником, который соединен с поршнем цилиндра. Рассмотрим работу гидросхемы для полного цикла. В исходной позиции рабочие салазки находятся в крайнем правом положении, протяжка - в отведенном положении. Нажатием кнопки «Пуск» на пульте управления включаются насосы. При этом все четыре электромагнита выключены, а поршневой насос не качает масло, так как ротор и статор концентричны. Подвод протяжки осуществляется нажатием кнопки управления на пульте. При этом включается электромагнит.
Вспомогательный золотник передвигается влево и соединяет трубопроводы. Масло от шестеренного насоса по трубопроводу, через расточку в корпусе золотника, трубопровод поступает под правый торец основного золотника и перемещает его в крайнее левое положение, соединяя трубопроводы. Масло поступает в бесштоковую полость вспомогательного цилиндра и перемещает протяжку. В конце подвода протяжки срабатывает путевой выключатель, который выключает и включает электромагнит. В результате этого масло идет под поршень и смещает влево статор насоса в положение, отрегулированное винтом (как показано на схеме). Одновременно с этим левый конец протяжки своим хвостовиком попадает в автоматический патрон, установленный на правом конце штока поршня рабочего цилиндра.
Замедленный рабочий ход. В результате указанного выше перемещения полость становится нагнетательной, полость - всасывающей. Масло по трубопроводу поступает под правый торец дифференциального золотника и смещает его влево до упора. Трубопровод сообщается с трубопроводом, и масло поступает в штоковую полость рабочего цилиндра и смещает его влево до упора. Масло, вытесняемое из бесштоковой полости, по трубопроводам поступает во всасывающую полость поршневого насоса. Излишки масла, обусловленные разностью площадей штоковой и бесштоковой полостей, сливаются через золотник, который поддерживает постоянный подпор в полости рабочего цилиндра.
Быстрый рабочий ход осуществляется при нажатии кулачка на путевой выключатель. При этом включается электромагнит. Происходит дальнейшее смещение статора насоса влево, увеличиваются производительность насоса и скорости перемещения рабочих салазок. В конце рабочего хода, при входе первых калибрующих зубьев протяжки в заготовку, кулачок нажимает на путевой выключатель, который выключает электромагнит. Начинается замедленный рабочий ход в результате снижения производительности насоса, так как эксцентриситет блока насоса уменьшается. В конце рабочего хода срабатывается путевой выключатель и выключает электромагнит - происходит останов.
Обратный ход осуществляется при включении электромагнита. Блок поршневого насоса смещается влево, трасса становится нагнетательной, а трасса - всасывающей. Масло по трубопроводу поступает под левый торец дифференциального золотника и перемещает его в крайнее правое положение. Трубопровод соединяется с трубопроводами, и обе полости рабочего цилиндра сообщаются, таким образом, с линией нагнетания насоса. Ввиду неодинаковых площадей, находящихся под давлением, поршень перемещается вправо. При дальнейшем перемещении рабочих салазок кулачок нажимает на путевой выключатель, который включает электромагнит. При этом начинается замедленный ход вследствие уменьшения производительности насоса. В конце обратного хода срабатывает путевой выключатель, выключающий электромагниты. Происходит остановка салазок, автоматическое освобождение левого конца протяжки и зажим правого конца в патроне, находящегося у корпуса.
Отвод протяжки осуществляется в конце замедленного обратного хода. Нажатием кулачка на путевой выключатель включается электромагнит. Золотник, управляемый этим магнитом, занимает правое положение и соединяет трубопроводы. Масло от шестеренного насоса по трубопроводу через расточку в корпусе золотника, трубопроводы поступает под левый торец золотника и перемещает его в крайнее правое положение, соединяя трубопроводы. По этим трубопроводам масло поступает в штоковую полость вспомогательного цилиндра и перемещает протяжку. В конце отвода протяжки срабатывает путевой выключатель, который выключает электромагнит. Происходит остановка салазок вспомогательного патрона. После установки очередной детали для обработки цикл повторяется. Простой цикл отличается от описанного тем, что в работе не участвуют механизмы подвода и отвода протяжки.
Вертикально-протяжные станки для внутреннего протягивания
Вертикально-протяжные станки для внутреннего протягивания выпускаются заводами отечественного станкостроения с наибольшей тяговой силой 25 - 785 кН, при наибольшем ходе каретки 0,8 - 1,25 м, мощностью 7 - 75 кВт.
Вертикально-протяжной станок 7А720. На основании установлена тумба, на которой смонтирован стол. На столе в приспособлениях устанавливают и закрепляют обрабатываемые детали. Протяжки при помощи инструментальных плит закрепляются в каретке, перемещающейся в вертикальных направляющих станины. При ходе протяжки вниз осуществляется рабочий ход, при ходе вверх - холостой. Станина - сварная коробчатой формы, с внутренними ребрами жесткости. Каретка представляет собой чугунную отливку с направляющими, имеющими форму ласточкина хвоста. Сзади станины располагается гидропривод станка и система охлаждения. Станок сдвоенный, он имеет два стола и две каретки. Работа кареток согласована: если с одной стороны совершается рабочий ход, то с другой - холостой. Рабочие каретки и столы приводятся в движение при помощи гидропривода.
Протяжные станки для наружного протягивания
Отечественная промышленность выпускает протяжные станки для наружного протягивания с наибольшей тяговой силой 25 - 390 кН, с наибольшим ходом каретки 0,8 - 1,25 м, мощностью 7 - 40 кВт. Вертикальные станки для наружного протягивания отличаются от вертикальных протяжных станков для внутреннего протягивания конструкцией рабочей каретки и стола. Стол здесь имеет поперечное перемещение, связанное с различной формой и размерами деталей, подвергаемых обработке. В условиях массового производства применяются многопозиционные станки.
Строгальные станки.
Строгальные станки предназначены для обработки резцами плоскостей и фасонных линейчатых поверхностей. Они делятся на поперечно-строгальные, продольно-строгальные и долбежные. Первые применяются при изготовлении мелких и средних по размерам деталей, вторые - для сравнительно крупных или для одновременного строгания нескольких деталей среднего размера. Долбежные станки используют для обработки шпоночных пазов, канавок, фасонных поверхностей небольшой длины. Станки имеют рабочий ход, во время которого происходит резание, и обратный ход, когда инструмент возвращается в исходное положение.
Поперечно-строгальные станки
Характерным размером поперечно-строгальных станков является длина хода ползуна, которая составляет 200 - 2400 мм. Станки с большим ходом ползуна (от 1500 мм) не имеют подвижного стола. Станки с длиной хода 700 - 1000 мм - гидрофицированы. На рис.1, а) представлена кинематическая схема станков 7В35 и 7В36. Наибольшая длина строгания станка 7В35 составляет 0,5 м, станка 7В36 - 0,7 м. В верхних направляющих станины 47 смонтирован ползун (долбяк) 48, совершающий с помощью кулисного механизма возвратно-поступательное перемещение (главное движение). На левом конце ползуна укреплен суппорт. Он состоит из поворотного диска и салазок, получающих вертикальную подачу от винта XVI. На салазках смонтирована резцовая каретка с откидной планкой, несущей резцедержатель.
На вертикальных направляющих станины находится поперечина, по которой в горизонтальной плоскости перемешается стол 49 (движение подачи). На верхнюю плоскость стола устанавливают заготовки или тиски. Приведенная на рис. 1, а) кинематическая схема привода повернута на 90º и представляет собой вид сверху. Главное движение заимствуется от электродвигателя 45 через клиноременную передачу со шкивами диаметром 140 и 355 мм, четырехступенчатую коробку скоростей и зубчатые передачи 9 - 10, 12 - 13. Колесо называется кулисным. Оно насажено на корпус, в направляющих которого находится палец 50 с камнем 51. Последний смонтирован в направляющих кулисы 52.
Благодаря этому при вращении кулисного колеса кулиса получает качательное движение, преобразующееся в возвратно-поступательное, передаваемое винту ХV и ползуну 48. Длину хода регулируют изменением радиуса (положения пальца 50) винтом Х. Это осуществляется вручную, при помощи вала IV, зубчатых колес 27 - 28 и 29 - 30.
Коробка подач осуществляет горизонтальные и вертикальные подачи стола. Движение передается от колеса 14 колесу 15, имеющему в торце плоский кулачок, с которым контактирует шарик и реечная передача 19 - 20, передающая возвратно-поступательное движение на храповой механизм 21. Меняя расстояние между шариком и рейкой 19, меняют амплитуду качания храповика, а, следовательно, и количество зубьев храпового колеса 21, захватываемого храповиком. Затем движение передается валам VI, VIII и XI и далее через колеса 42 - 43 - на винт ХIII горизонтальной подачи или через колеса 40 - 41 и 33 - 34 - на винт XIV вертикальной подачи стола. На рис. 1, б) показан суппорт станка. Он состоит из корпуса 7, закрепленного в конце ползуна. В направляющих перемещается суппорт 2, в котором смонтирована откидная планка 4 с резцедержателем 5. Во время рабочего хода (влево) планка упирается в опорную плоскость. При обратном ходе она свободно откидывается, качаясь вокруг пальца 3. Положение суппорта относительно оси ползуна можно регулировать, и закреплять суппорт в нужном положении при помощи болта 6.
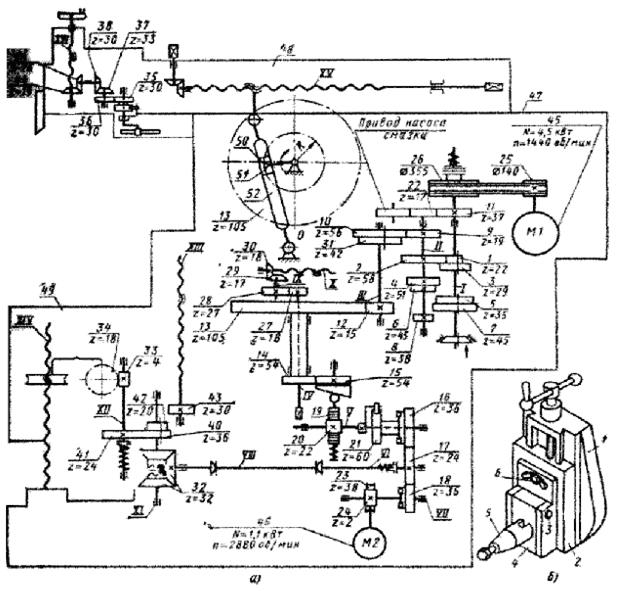
Рис.1: Кинематическая схема станков 7В36 и 7В35.
Продольно-строгальные станки
Размерной характеристикой продольно-строгальных станков являются наибольшие размеры обрабатываемых деталей (ширина х длина х высота). Отечественная промышленность выпускает станки от 630х2000х550 до 5000х12500х4500 мм. Станки размером до 1600х6300х1250 мм включительно выпускаются в одностоечном исполнении. У продольно-строгальных станков подвижной частью является стол с закрепленной на нем заготовкой. В зависимости от устройства поперечины различают одностоечные и двустоечные станки. Первые применяют для обработки крупных деталей, ширина которых выходит за пределы расстояния между колоннами станков двустоечного исполнения.
Продольно-строгальный станок 7212. На нем можно строгать детали с наибольшими размерами 1250x4000xl120 мм. На направляющих станины размещен стол, на котором закрепляются обрабатываемые детали. Он получает возвратно-поступательное движение. На двух порталах (стойках) и установлена траверса, несущая два вертикальных суппорта. В направляющих правого портала может иметь вертикальные перемещения боковой суппорт. В коробке расположен привод главного движения, в коробках - приводы вертикальных и бокового суппортов. Кинематическая схема станка представлена на рис.2.
Главное движение осуществляется от регулируемого электродвигателя постоянного тока. Рабочий ход передается через двухступенчатую коробку скоростей на передачу червяк - рейка 51 – 52 по следующему циклу: медленное перемещение стола при врезании резца в заготовку, разгон стола до рабочей скорости, рабочий ход, уменьшение скорости перед выходом резца из заготовки, возврат стола в исходное положение. Для изменения скоростей имеется специальный механизм, смонтированный на коробке скоростей. Реверсирование осуществляется электродвигателем 54.
Движение подачи осуществляется реверсивным электродвигателем 53, от которого вращение передается червячной парой 13 - 14 на вал 1 коробки подач. На этом валу на шпонке смонтирован диск 7, на котором установлен фрикцион 2, связанный пальцем с диском 3, несущим собачку 6 храпового механизма. Собачка вращает храповое колесо 5 и связанное с ним колесо 4. От него вращение передается на раздаточный вал II и далее через зубчатые колеса 16 - 17 на колеса 18, связанные с полумуфтами. Верхний (III) и нижний (VI) валы служат для горизонтального перемещения суппортов, а средние валы (IV и V) для вертикального перемещения. Периодическая подача суппортов осуществляется следующим образом. В момент реверсирования стола с обратного хода на рабочий подается команда электродвигателю 53. Вращение его происходит до тех пор, пока разжимная планка фрикциона 2 не упрется в неподвижный упор и не разожмет фрикцион. При нажатии кулачка на конечник реверса стола в начале рабочего хода электродвигатель 53 отключается. Механизм подачи бокового суппорта устроен аналогичным образом.
Установка подачи осуществляется храповым колесом 5. При его вращении приводится в движение подвижный упор. При этом изменяется угол между подвижным и неподвижным упорами и тем самым величина подачи. Установочные перемещения заимствуют движение от электродвигателя 53, который вращается в направлении рабочей подачи. Одновременно включается электромагнит, который сцепляет червячное колесо 14 с храповым колесом при помощи кулачковой муфты. Далее движение следует по предыдущему. Кнопка установочного перемещения находится на подвесной станции, на которой располагаются и другие кнопки управления. Кроме кнопок управления, на станке имеются средства ручного управления и наладочного перемещения суппортов.
Долбежные станки
Долбежные станки выпускаются с наибольшим ходом ползуна 100 - 1600 мм, с диаметром стола 240 - 1600 мм. Движение ползуна осуществляется механическим и гидравлическим приводами. Механический привод осуществляется при помощи вращательной кулисы, приводимой в движение в большинстве случаев от многоскоростных электродвигателей.
Общий вид долбежного станка 7А420. В станине расположены все механизмы станка. В ее вертикальных направляющих движется ползун, совершающий вниз рабочий ход и вверх холостой ход. В резцедержателе зажат резец. Деталь устанавливают на столе, перемещающемся в направляющих. Стол, кроме того, может вращаться. В некоторых конструкциях предусмотрена возможность обработки плоскости под углом 60º к вертикали путем установки ползуна.
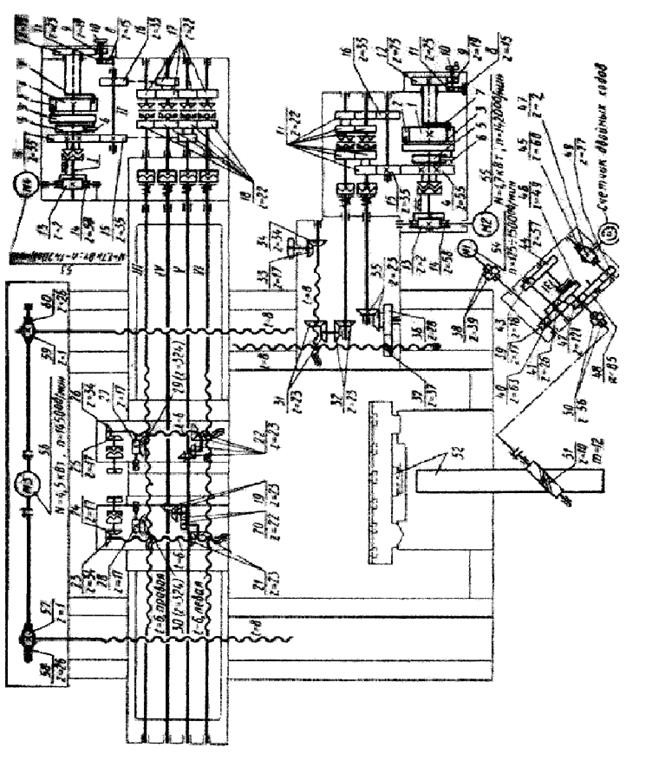
Рис.2: Кинематическая схема станка 7212.
Дата добавления: 2016-03-27; просмотров: 1367;