Резьбофрезерный полуавтомат 5K63 для фрезерования коротких резьб.
В условиях крупносерийного и массового производства применяется полуавтоматический резьбофрезерный полуавтомат 5К63. Он предназначен для фрезерования коротких наружных и внутренних резьб. Заготовки в зависимости от х размеров и формы устанавливают в патроне, цанге или центрах. Гребенчатая фреза при нарезании наружных резьб имеет люнет, что значительно увеличивает жесткость ее закрепления и позволяет применять большие круговые подачи. Врезание фрезы в начале цикла и продольная подача осуществляются перемещением фрезерной головки, которая в поперечном направлении движется в направляющих салазок, а в продольном - вместе с ними.
Станок работает по полуавтоматическому циклу. Рабочий вручную только меняет обрабатываемые детали и запускает станок. Цикл обработки одной детали состоит из следующих движений: установки и закрепления детали; пуска станка, быстрого продольного подвода фрезы к заготовкам; рабочей подачи фрезерной головки при одновременном резании; нарезании резьбы; медленного отвода фрезы от заготовки; быстрого отвода фрезерной головки в исходное положение и остановка. На рис.3 показана кинематическая схема полуавтомата. Привод всех движений осуществляется от трех электродвигателей: 32 для вращения шпинделя фрезы, 33 для рабочей круговой подачи детали и 4 - для ускоренного хода фрезерной головки.
Привод вращения шпинделя фрезы осуществляется от электродвигателя 32 и передается шпинделю VII через червячную пару 1 - 2, сменные колеса a1 – b1 гитары скоростей и цилиндрические зубчатые колеса 3 - 4. Левое и правое вращения шпиндель получает с помощью реверсивных переключателей электродвигателя.
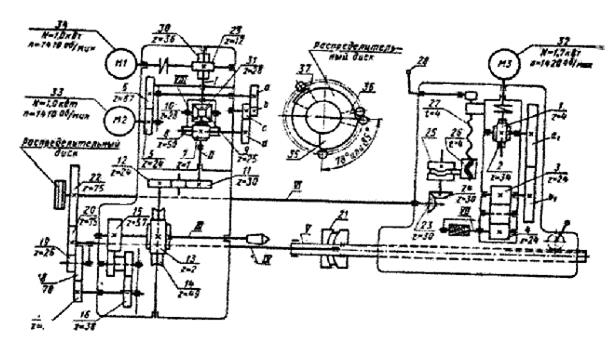
Рис.3: Кинематическая схема полуавтомата 5К63.
Привод вращения шпинделя изделия имеет две цепи: медленное вращение при фрезеровании и быстрое - при холостом ходе. Медленное вращение шпинделю сообщает электродвигатель 33 по следующей цепи: зубчатая передача 5 - 6, сменные колеса a – b, c – d гитары подачи, червячная пара 7 – 8. С червячным колесом 8 смонтированы колеса сателлиты 9 дифференциала. Вращаясь вместе с колесом 8, они обкатываются вокруг неподвижного колеса 31, вращаются вокруг своей оси и вращают коническое колесо 10. Далее движение передается через пару зубчатых колес 11 - 12 и червячную передачу 13 - 14 на шпиндель изделия III. Быстрое вращение шпиндель III получает от электродвигателя 34 через винтовую передачу 29 - 80, дифференциал, зубчатые колеса 11 - 12 и червячную передачу 13 - 14. Направление вращения шпинделя при фрезеровании резьб изменяется реверсированием электродвигателя 33. Движение фрезерной головки при врезании и осевая подача фрезы осуществляются при помощи кулачков 25 и 21.
Кулачок 25, вращаясь, передвигает в поперечное направление гайку 26, винт 27 и вместе с ними фрезерную головку. В результате в начале цикла фреза подводится к заготовке и врезается, а в конце цикла отводится. Кулачек 21, имея винтовую канавку, перемещает вдоль оси станка вал V, закрепленный в салазках фрезерной головки, и сообщает ей подачу. Кулачки 25 и 21 вращаются от шпинделя III через реверсивный механизм с цилиндрическими колесами 15-16 и зубчатые колеса 17 - 18 и 19 - 20. Колесо 20 насажено на вал IV и вместе с ним вращает кулачок 21. Одновременно от зубчатого колеса 20 движение передается колесу 22, валу VI и через коническую пару 23 - 24 - кулачку 25. За время полного цикла обработки кулачки 25 и 21 поворачиваются на один оборот, шпиндель изделия - на 1,3 - 1,4 оборота. Быстрый подвод фрезы к заготовке в продольном и поперечном направлениях перед врезанием и отвод ее после окончания резьбофрезерования обеспечиваются ускоренным вращением кулачков 25 и 21. Последнее имеет место при включении электродвигателя 34. Кулачок 25 - постоянный, а 21 - сменный, в зависимости от шага нарезаемой резьбы. Управление станком осуществляется от системы упоров и электрических переключателей. На левом конце вала VI находится распределительный диск, несущий три кулачка (35, 36, 37). Он вращается синхронно с кулачками 21 и 25. Кулачки на диске расположены в три ряда и контактируют с роликами рычагов-толкателей, воздействующих на электрические переключатели, смонтированные в одной коробке. Кулачок 35 с углом поворота 78º или 85º предназначен для переключения фрезерной головки после окончания фрезерования резьбы на ускоренный ход, а кулачок 37 - для остановки станка в конце цикла.
Дата добавления: 2016-03-27; просмотров: 1527;