Резьбонарезные станки. В последнее время для получения резьбы на деталях широкое распространение получили резьбонакатные станки
В последнее время для получения резьбы на деталях широкое распространение получили резьбонакатные станки. Эффективность замены нарезания резьбы накатыванием заключается в значительном повышении производительности. Кроме этого, резьба, полученная накатыванием, значительно выше по своим качествам, нежели нарезанная резьба. По виду накатного инструмента станки бывают с плоскими резьбовыми плашками, с круглыми резьбовыми роликами и с круглым резьбовым роликом и дуговой плашкой.
Рассмотрим резьбонакатный станок 5933, работающий круговыми роликами. Техническая характеристика станка: диаметр накатываемой резьбы 6 - 30 мм; наибольшая длина резьбы 40 мм; наибольший шаг резьбы 2,5 мм. Кинематическая схема станка обеспечивает следующие формообразующие движения (рис.4): вращение накатного ролика, сидящего в шпинделе неподвижной бабки; вращение заготовки и ее перемещение в процессе накатывания.
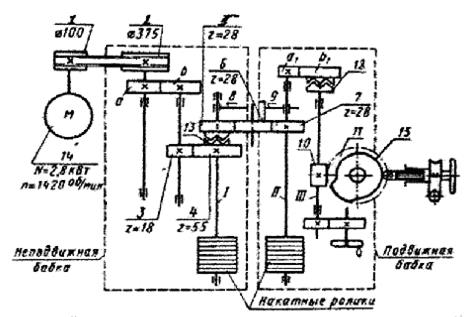
Рис.4: Кинематическая схема резьбонакатного станка 5933.
Кинематическая цепь, передающая вращение накатному ролику, берет начало от электродвигателя 14, через клиноременную передачу 1 - 2, сменные колеса гитары скоростей а - b, колеса 3 - 4, шпиндель I. Благодаря набору сменных колес а - b можно регулировать частоту вращения накатного ролика в пределах от nmin=39 об/мин и nmax= 265 об/мин. От шпинделя I неподвижной бабки через кулачковую муфту 13 приводятся во вращение колеса 5, 6, 7 и шпиндель II подвижной бабки. Скорость вращения шпинделя II точно совпадает со скоростью вращения шпинделя I. Поскольку подвижная бабка перемещается, связь между шпинделями осуществляется путем шарнирного соединения рычагов 8 и 9. Поперечное перемещение подвижной бабки осуществляется от кулачка 15, который вращается по следующей цепи: шпиндель II, сменные колеса a1 – b1 червячная пара 10 - 11, кулачок. За один оборот кулачка 15 образуется резьба на поверхности детали, после чего станок выключается путем отключения муфты 12.
Скорость вращения кулачка устанавливается сменными колесами a1 – b1 в зависимости от продолжительности накатывания резьбы. Перед работой станка необходимо вершины резьб роликов сместить относительно друг друга на половину шага. Это достигается поворотом одного из шпинделей при выключенной муфте 13. Муфта имеет 100 зубьев, т. е. при повороте на один зуб вершины резьбы сместятся на величину 0,01 шага резьбы.
Дата добавления: 2016-03-27; просмотров: 1052;