Круглопильные станки для поперечной распиловки.
Станки этой группы предназначены для распиливания поперек волокон (торцовки) досок и брусков на чистовые и черновые заготовки определенной длины или для удаления из них дефектных мест. Эти операции можно разделить на два вида: предварительную торцовку на приблизительный размер и окончательную, чистовую торцовку готовых деталей для получения точного размера.
Классификация станков по конструктивному признаку (рис. 5.2) позволяет выделить среди них два основных типа: с подвижным и неподвижным суппортом.
В станках с подвижным суппортом, предназначенных для точной и предварительной торцовки, подача осуществляется суппортом на неподвижную заготовку. Результирующая сил резания направлена так, что она прижимает заготовку к столу и линейке, поэтому, не требуется прижимных устройств. Чтобы повторить рез, суппорт должен быть отведен в исходное положение, а заготовка перемещена вдоль своей оси на заданный размер.
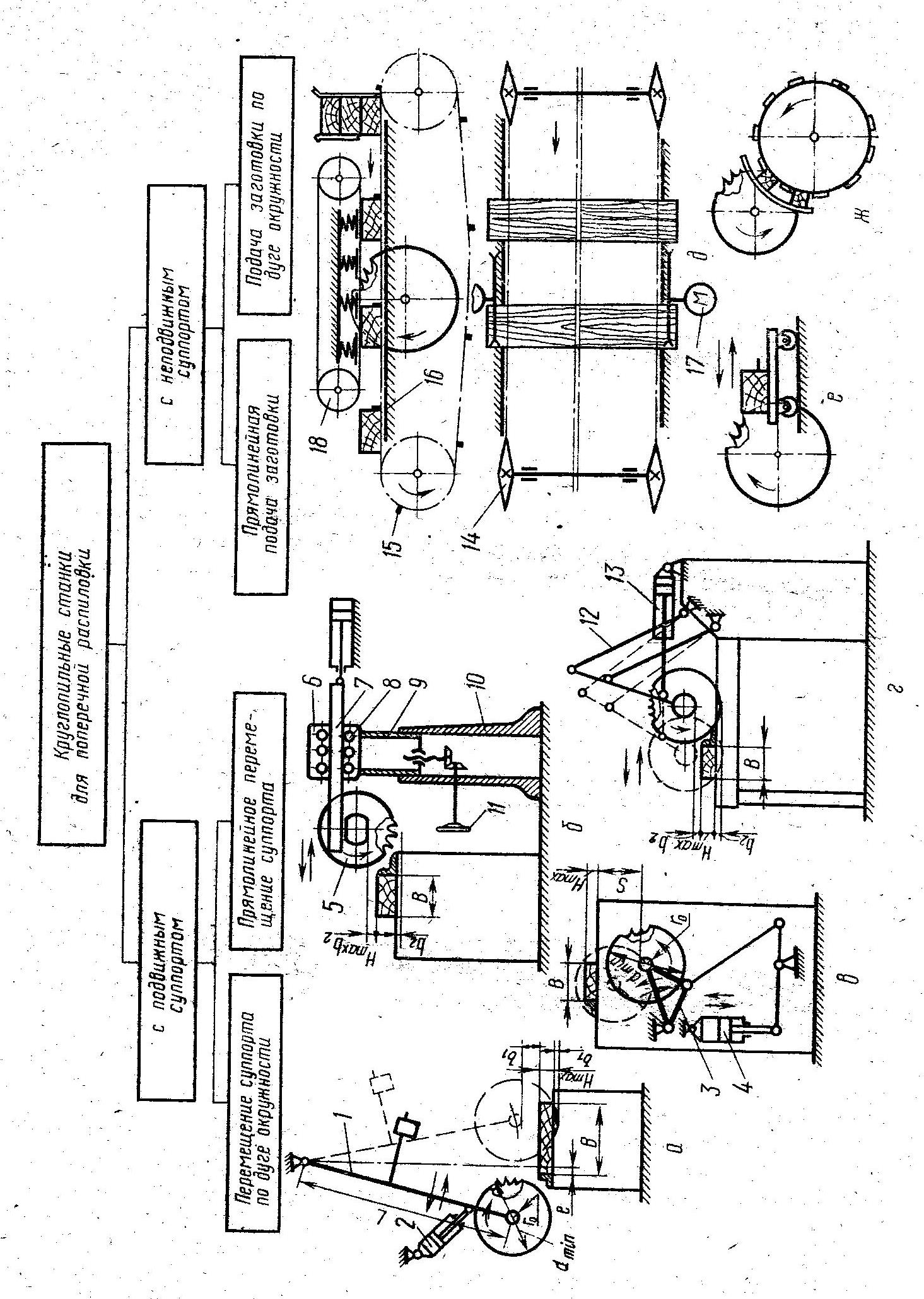
Рис. 5.2. Классификация круглопильных станков для поперечной распиловки.
Различают станки с перемещением суппорта по дуге окружности и с прямолинейным перемещением. Станки с перемещением суппорта по дуге окружности могут быть с верхним (маятниковые) или нижним (балансирные) расположением пилы. В маятниковом станке (рис. 5.2. а) пильный суппорт смонтирован на рычаге 1 с верхним шарниром. Надвигание пилы – вручную или пневмоцилиндром 2. В балансирном станке (рис. 5.2. б) пильный суппорт смонтирован на рычажной системе 3 под столом. Рабочее движение осуществляется снизу вверх гидроцилиндром 4 через систему рычагов.
Большое распространение получили станки с прямолинейным перемещением суппорта. Применяются станки, у которых пильный суппорт перемещается по направляющим (рис. 5.2. в) и в шарнирно-рычажной системе (рис. 5.2. г).
В станках с неподвижным суппортом, которые, как правило, применяются для точной торцовки, движение подачи придается заготовке с помощью конвейера, каретки или барабана (рис. 5.2. д, е, ж). Наиболее распространены станки с конвейерной подачей, так называемые концеровнятели. В них используется проходной метод обработки. Одна из схем двухпильных концеровнятелей с конвейерной подачей представлена на рис. 5.2. д.
Дата добавления: 2016-03-15; просмотров: 3372;