Круглопильные станки для продольной распиловки.
Круглопильные станки для продольной распиловки бывают с ручной и механизированной подачей. Ручная подача применяется в станках для небольших предприятий, где они оправдывают себя благодаря дешевизне и универсальности.
Станки с механизированной подачей более производительны, менее опасны в работе и не требуют тяжелого физического труда.
Классификация круглопильных станков для продольной распиловки приведена на рис. 5.1.
Наиболее просто устроены станки с ручной подачей (рис. 5.1. а). Они используются только в небольших или вспомогательных цехах. На них можно производить продольную, поперечную и под углом к волокнам распиловку, поэтому их называют универсальными.
Механизированные станки (рис. 5.1. б-и) предназначаются для прямолинейной продольной распиловки досок и брусков на чистовые и черновые заготовки постоянной или разной ширины. Число одновременно выпиливаемых заготовок зависит от числа пил, установленных на станке (1 – 10). По числу пил различают однопильные и многопильные станки.
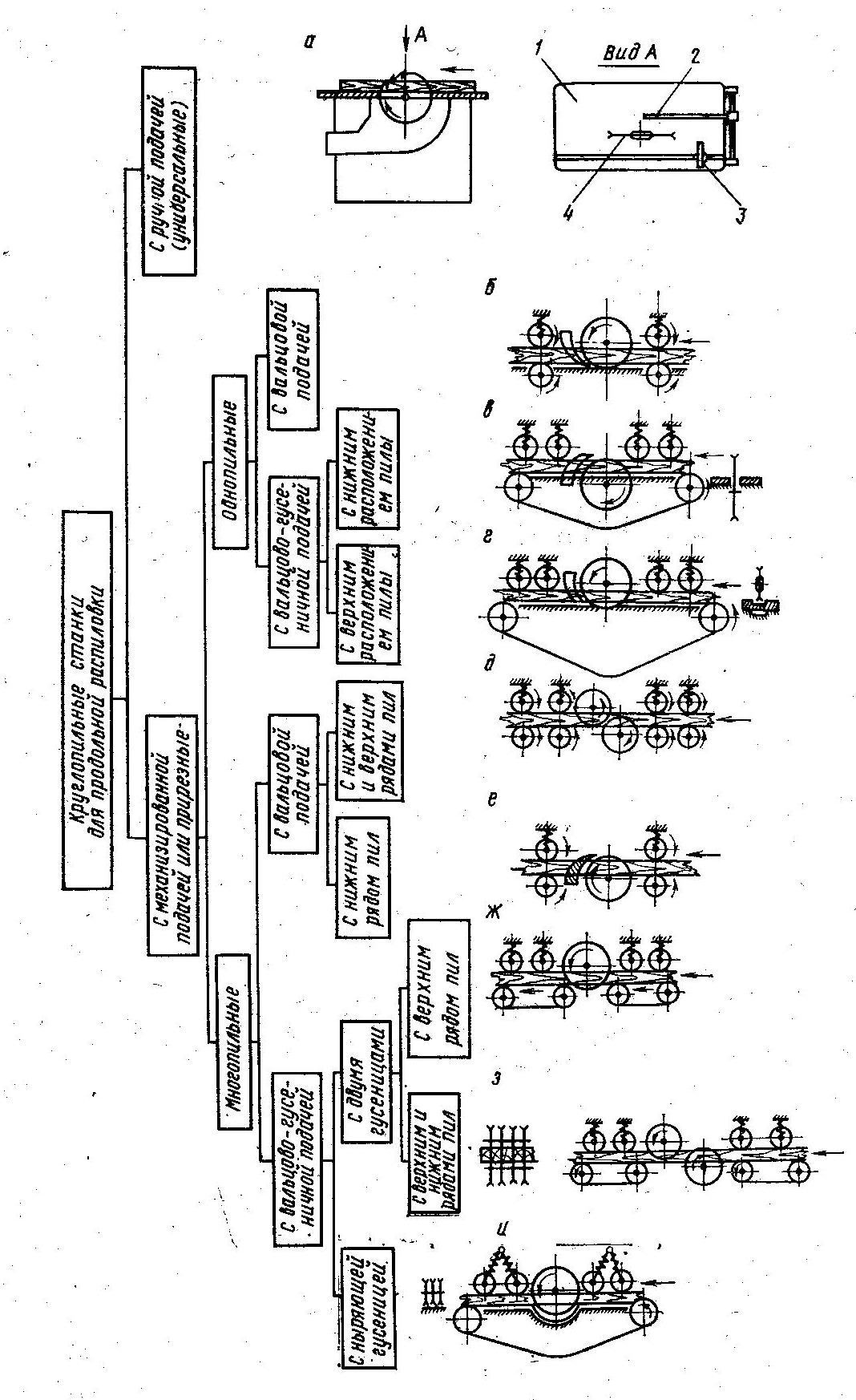
Рис. 5.1. Классификация круглопильных станков для продольной распиловки:
1 – стол; 2 – направляющая линейка; 3 – каретка; 4 – пила.
В зависимости от устройства механизма подачи станки делятся на вальцовые и гусеничные. Вальцовые механизмы проще гусеничных, но распиловка материала неправильной формы приводит к непрямолинейному пропилу. Кроме того, вальцовый механизм требует большой силы прижима, что может привести к разрушению древесины под вальцом. Поэтому в деревообработке для продольного распиливания материала преимущественно распространены гусеничные станки, называемые прирезными. Устройство прирезных станков с гусеничной подачей зависит от числа и расположения пил.
У однопильных станков с верхним расположением пилы в гусенице предусматривается продольный паз (рис. 5.1 г), а с нижним - гусеница состоит из двух частей: правой и левой (рис. 5.1. в). У многопильных станков гусеницу в зоне пил отводят книзу, поэтому она называется ныряющей (рис. 5.1. и), или вместо одной применяют две гусеницы: переднюю и заднюю (рис. 5.1. ж, з).
В некоторых моделях многопильных станков пилы располагаются в два ряда (рис. 5.1. д, з): первый по ходу подачи снизу, второй сверху. Нижние пилы захватывают нижнюю половину пропила, а верхние – другую половину, заканчивая распиловку. В этом случае применяются пилы меньшего диаметра, и, следовательно, меньшей толщины, что позволяет уменьшить отходы древесины в опилки. Это особенно существенно при большой высоте пропила и малой толщине выпиливаемых заготовок. Станки с двумя рядами пил должны иметь высокую точность регулировки пил на шпинделе, чтобы обе пилы работали строго в одной плоскости.
Дата добавления: 2016-03-15; просмотров: 3976;