Многошпиндельные полуавтоматы
Горизонтальные многошпиндельные полуавтоматы предназначены для изготовления деталей из литых и штампованных заготовок. Проектируют их обычно на базе шестишпиндельных автоматов. Главное отличие полуавтоматов состоит в том, что установку в патрон штучных заготовок производят вручную. Поэтому шпиндель, попадающий в загрузочную позицию, останавливается для снятия готовой детали и установки новой заготовки, в то время как все остальные шпиндели продолжают вращаться, производя обработку деталей. По окончании загрузочной операции шпиндель начинает вращаться, и после поворота блока заготовка, попадая в очередную позицию, обрабатывается. В загрузочной позиции имеются устройства для включения и выключения вращения шпинделя и зажима заготовки в патроне. В остальном устройство горизонтальных многошпиндельных полуавтоматов ничем не отличается от автоматов. На этих полуавтоматах можно обрабатывать заготовки диаметром 125 - 250 мм.
Вертикальные многошпиндельные полуавтоматы. Токарную обработку литых и штампованных заготовок средних и крупных размеров удобно производить на вертикальных многошпиндельных полуавтоматах. Современные полуавтоматы этого типа имеют 4 - 16 рабочих шпинделей. Их вертикальная компоновка позволяет более удобно загружать тяжелые заготовки и выгружать готовые детали. Шпиндели станка разгружены от изгибающей нагрузки, вызываемой весом заготовки; станок занимает мало места.
Принципиальная схема шестишпиндельного полуавтомата последовательного действия. На основании установлена неподвижная шестигранная колонна, вокруг которой периодически поворачивается стол с шестью шпинделями. Пять суппортов обслуживают одновременно пять шпинделей.
Заготовка устанавливается в загрузочной позиции, не имеющей суппорта. После поворота стола на 60º шпиндель начинает вращаться, и деталь обрабатывается в позиции. По окончании первой операции стол снова поворачивается, перемещая заготовку в позицию и т. д. Таким образом, в каждой позиции осуществляется определенная операция и по окончании обработки в загрузочную позицию приходит готовая деталь. Привод станка состоит из электродвигателя и редуктора.
По принципу работы эти станки мало отличаются от рассмотренных выше горизонтальных многошпиндельных полуавтоматов. Их особенность заключается лишь в том, что работа шпинделей и суппортов в отдельных позициях независима в своей кинематической настройки. По числу рабочих позиций станок имеет пять отдельных секций привода главного движения и подачи. В каждой секции находятся звенья настройки частоты вращения шпинделя и величины подачи суппорта.
Рассмотрим вертикальный шестишпиндельный полуавтомат 1286-6. Назначение станка - обработка круглых литых, кованых и штампованных заготовок из черных и цветных металлов.
Техническая характеристика:
Наибольший диаметр обрабатываемой детали в мм........б30
Число значений частот вращения шпинделя ….. 21
Частота вращения шпинделя в об/мин........16 - 160
Количество подач суппортов......43
Вертикальная и горизонтальная подача суппортов на 1 оборот в мм .............. 0,0315 - 4
В станке осуществляются следующие движения: вращение шпинделей, рабочая подача суппортов, быстрое установочное перемещение суппортов, периодический поворот стола со шпинделями. На рис.7 представлена кинематическая схема одной из пяти секций привода главного движения и подачи (остальные четыре секции аналогичны этой), а также привод и механизм поворота стола со шпинделями.
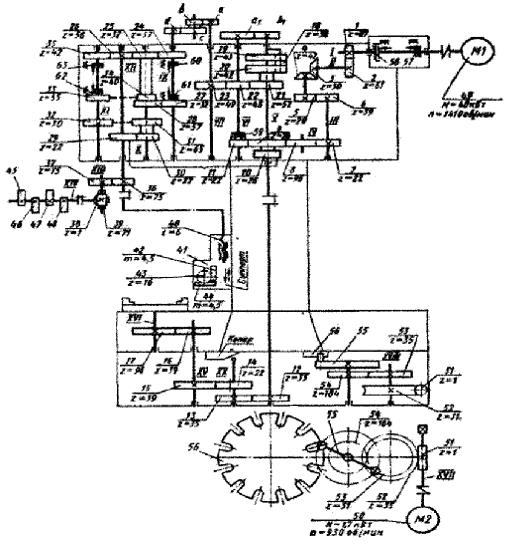
Рис.7: Кинематическая схема шестишпиндельного полуавтомата 1286-6.
Главное движение осуществляется от электродвигателя 49, через зубчатые колеса 1 - 2, 3 - 4, 5 - 6, 7 - 8 - 9 - II, a1 – b1, 12 - 13, 14 – 15 и 16 - 17. Скользящее зубчатое колесо 14 во время поворота стола копиром, закрепленным в нижней части стола, выводится из зацепления с колесом 15, а после поворота входит в зацепление с другим зубчатым колесом, пришедшим в эту позицию. Частота вращения шпинделей в каждой позиции регулируется своим звеном настройки a1 – b1. Электродвигатель 49 обслуживает все пять рабочих позиций.
Цепь подач. Суппорт 41 получает рабочую подачу по кинематической цепи от шпинделя XVI через зубчатые колеса 17 - 16, 15 - 14, 13 - 12, 18 - 19 - 20, 21 - 22 - 23, а-b, с-d, зубчатые передачи 24 - 25 - 26 (нормальная подача) или 27 - 28, 25 - 26 (мелкая подача), винт 40. С помощью специального приспособления инструмент может получать также горизонтальную подачу или под углом. В данном случае на суппорт устанавливается каретка, которая перемещается от механизма, состоящего из реек 42 и 44 и зубчатого колеса 43. Винт 40 в этом случае перемещает вниз не весь суппорт, а рейку 42, каретка же с инструментом связана с рейкой 44, которую можно устанавливать горизонтально или под углом, поворачивая вокруг колеса 43.
Быстрое установочное перемещение вверх или вниз суппорт получает от электродвигателя 49 до зубчатого колеса 9 по той же цепи и далее, через зубчатые передачи 10 - 29 - 30, 31 - 32 на реверсивный механизм, состоящий из зубчатых колес 35 - 26, муфты 63 или 33 - 34, 25 - 26, муфты 62 и винт 40. Муфта 62 работает при ускоренном подводе суппорта, а муфта 63 - при отводе. Муфты 62 и 63 быстрых ходов суппорта сблокированы с муфтами рабочих подач 60 и 61. При включении первых вторые выключаются и наоборот. Муфты управляются цепью, состоящей из передач 36 - 37 и 38 - 39. На валу XIV имеются кулачки 45, 46, 47 и 48, которые воздействуют на соответствующие конечные выключатели, подключенные к цепи питания этих муфт.
Поворот стола со шпинделями. После окончания рабочих операций во всех позициях и отвода суппортов в верхнее положение, с позиции, выполняющей самую длительную операцию, муфтой 57 подается команда на отключение привода электродвигателя 49, муфтой 58 - на торможение всей системы и поворот стола. Последнее осуществляется от электродвигателя 50 через передачи 51 - 52, 53 - 54, водило 55 и мальтийский диск 56, закрепленный на столе. По окончании поворота стола выключается электродвигатель 50 и включается пусковая муфта 57 главного привода.
Мальтийский механизм имеет 12 прорезей и поворачивается вместе со столом станка на 1/6 часть оборота в два приема, т. е. за один полный оборот двуплечего водила 55, причем каждое из плеч водила поворачивает стол на 1/12 часть оборота. Это сделано для уменьшения инерционных сил, которые возникают при повороте тяжелого стола. Станок оборудован автоматизированным гидравлическим устройством для зажима детали, имеет механизированное загрузочное устройство и систему уборки стружки. Данные станки в шестишпиндельном исполнении выпускаются с диаметрами патронов б30 и 800 мм и в восьмишпиндельном исполнении - 250 и 400 мм.
Дата добавления: 2016-03-27; просмотров: 1386;