Производство металлических порошков
Существующие способы получения порошков весьма разнообразны, что позволяет широко варьировать их свойства. Общепринятым является условное деление имеющихся способов получения порошков на физико-химические и механические.
К физико-механическим методам относят технологические процессы производства порошков (таблице 5. 1), связанные с глубокими физико-механическими превращениями исходного сырья. В результате получаемый порошок заметно отличается по составу от исходных материалов. Основными являются методы восстановления, электролиз, термическая диссоциация и т.п. Под восстановлением понимают процесс получения металла из его химического соединения путем отделения неметаллической составляющей. В общем случае простейшая реакция восстановления имеет вид:
МеА + Х « Ме + ХА + Q,
где Ме – любой металл; А – неметаллическая составляющая; Х – восстановитель; Q – тепловой эффект реакции.
Таблица 5.1
Основные методы производства порошков
| Методы получения порошков | Характеристика методов | Получаемые порошки | |
| Физико-химические методы | |||
| Химическое восстановление: Оксидов и других твердых соединений металлов. Растворов различных соединений металлов Газообразных соединений различных металлов | Восстановителями являются газы (водород, конвертируемый природный газ и др.), твердый углерод, (кокс, сажа и др.) и металлы (натрий, литий и др.) Исходным сырьем являются руды металлов, отходы производства, побочные продукты производства (прокатная окалина), а также различные соединения металлов. Восстановитель – водород или диоксид углерода. Исходное сырье – сернокислые или аммиачные растворы солей соответствующих металлов Восстановитель – водород в реакторе кипящего слоя или плазме. | Железо, медь, никель, кобальт, вольфрам, молибден, тантал, ниобий, цирконий и др. металлы и сплавы Медь, никель, кобальт, серебро, золото Вольфрам, молибден, никель, ниобий | |
| Электролиз водных растворов или расплавленных солей различных металлов | На катоде под действием электрического тока осаждают из водных растворов или расплавов солей чистые порошки практически любых металлов. | Железо, медь, никель, кобальт, вольфрам, молибден, тантал, ниобий, цирконий | |
| Диссоциация карбонилов | Разлагают нагреванием соединения металлов с СО типа Меn(CO)m | Железо, никель, хром, кобальт, молибден, вольфрам | |
| Термодиффузионное насыщение | Чередующиеся слои или смесь порошков разнородных металлов нагревают до температуры, обеспечивающей их активное взаимодействие. | Латунь, сплавы на основе хрома, высоколегированные стали | |
| Возгонка и конденсация. | Для получения порошка металл испаряют и конденсируют пары на холодной поверхности. | Цинк, магний, кадмий. | |
| Механические | |||
| Дробление и размол | Измельчение стружки, обрезков и компактных кусков проводят в шаровых, вихревых и молотковых мельницах. | Железо, медь, марганец, латунь, бронза, стали, хром. | |
| Распыление | Струю расплавленного металла диспергируют механическим способом (вращающимися лопастями под действием центробежных сил) или воздействием струи энергоносителя (газа, пара). | Алюминий, медь, латунь, олово, никель, чугун, железо, сталь. | |
| Грануляция | Порошок образуется при литье расплавленного металла в жидкость (воду), получают крупные порошки. | Железо, медь, серебро, чугун | |
| Обработка металлов резанием | При резании компактных заготовок подбирают такой режим обработки, который обеспечивает получение мелких частиц, а не стружки. | Сталь, латунь, бронза, чугун. | |
Механические методы получения порошков заключаются в измельчении начального размера частиц материала путем разрушения их под действием внешних усилий, преодолевающих внутренние силы сцепления. Наибольшая эффективность процесса наблюдается при использовании в качестве исходного сырья отходов производства, например, стружки. При измельчении комбинируются те или иные усилия, например раздавливание и удар при получении крупных порошков или истирание и удар при тонком измельчении. При дроблении твердых тел затрачиваемая энергия расходуется на упругие и пластические деформации, на теплоту и образование новых поверхностей, что и является, в конечном счете, целью размола.
Из-за высокой химической активности легирующих элементов, входящих в состав суперсплавов, распространение получили лишь процессы получения порошков, которые протекают в инертной атмосфере (в газовой среде или вакууме). Известно, что содержание кислорода и азота в рабочей среде должно быть минимальным, а прочное соединение частиц порошка в прессованной детали возможно лишь в случае, когда их поверхности свободны от оксидов, нитридов и карбидов. Всем этим требованиям удовлетворяют такие технологические процессы, как распыление в атмосфере инертного или растворимого газа, процесс с вращающимся электродом и центробежное распыление (так называемый процесс быстрого затвердевания). Требования к порошкам с дисперсными оксидами отличаются от обычных, и такие порошки изготавливаются методом механического легирования.
Частицы распыленного порошка суперсплавов обычно имеют сферическую форму и чаще всего для сведения к минимуму влияния загрязнений на критической размер дефектов структуры материала используются мелкодисперсные фракции порошка (от 100 … 150 мкм до 25 … 43 мкм).
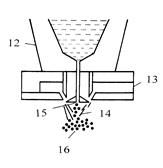
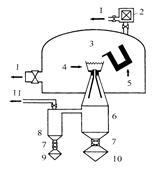
Распыление в инертном и растворимом газе. Наиболее распространенными методами получения порошков являются процессы распыления металла в инертном или растворимом газе (РИГ и РРГ соответственно). Базисный процесс распыления в инертном газе заключается в том, что требуемый сплав вакуумной очистки расплавляется в атмосфере инертного газа и разливается в промежуточный ковш. Вытекающая из ковша через калиброванное выпускное отверстие дозированная струя расплавленного металла протекает мимо форсунки, обеспечивающей непрерывную подачу потока инертного газа высокого давления на струю жидкого металла, что приводит к ее дроблению на сферические частицы. Эти частицы остывают со скоростью около 102 град/сек. На выходе распылительной камеры собирается порошок. Типичный аргоновый распылитель показан на рис.1.
Процесс в растворимом газе осуществляется путем распыления расплавленного индукционной плавкой металла вверх от тигля (рис.5. 2). Среда, в которой происходит плавление (при давлении выше атмосферного), содержит некоторое количество газа, растворимого в данном сплаве (обычно Н2). Распыление осуществляется путем погружения в расплав трубки (обычно керамической), открытый конец которой выведен в верхнюю вакуумированную камеру распылителя. Жидкий металл поднимается по трубке вверх и попадает в камеру распылителя, где и происходит его распыление, вызываемое как резким перепадом давления, так и бурным выделением растворенного в расплаве газа. По результатам измерения расстояния между ветвями дендритов скорость охлаждения частичек порошка оценивается в 103 град/сек.
Хотя у разных производителей в каждом конкретном случае процессы и различаются в каких-то частностях, однако общие закономерности механизмов остаются неизменными. Во всех современных процессах распыления в системах плавления и переноса расплавленного металла применяются тугоплавкие материалы, которые служат основным источником загрязнения и препятствуют полной реализации всех возможностей методов.
Обычный и плазменный процессы с вращающимся электродом. Процесс с вращающимся электродом (ПВЭ) раньше использовался при производстве порошка сплава Ш-100, однако в настоящее время он уже не применяется как по техническим, так и экономическим соображениям. Как обычный, так и плазменный процессы с вращающимся электродом (ППВЭ) характеризуются наличием электрода, изготовленного из суперсплава и быстро вращающегося в камере с инертной атмосферой. В процессе с вращающимся электродом оплавление поверхности вращающегося электрода происходит под действием электрической дуги между ним и нерасходуемым вольфрамовым электродом. Под действием центробежных сил расплавленный металл уносится с поверхности, застывая в камере в виде сферических частичек порошка.
 а
а
|  Б
Б
| |
| Рис.1. Система газового распыления для производства суперсплавов в виде порошка: а – распылительное сопло; б – типичная схема распылительной установки; 1 – вакуумирование; 2 – шлюз для введения добавок на поздних этапах плавки; 3 – плавильная камера; 4 – сопло чашечного типа; 5 – печь; 6 – камера для распыления; 7 – сдвоенные вентили; 8 – циклонный сепаратор; 9 –дополнительный коллектор; 10 – основной коллектор; 11 – выпуск; 12 – разливочный ковш (тундиш); 13 – газовый ввод; 14 – газовая струя; 15 – сопло; 16 – капельки металла | ||
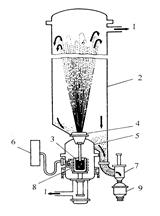
| Рис. 2. Система распыления растворимым газом для производства порошка суперсплавов: 1 – к вакуумным насосам; 2 – резервуар-коллектор порошка; 3 – плавильный тигель; 4 – запорная система; 5 – сосуд высокого давления; 6 – источник электроэнергии; 7 – устройство для стекания порошка; 8 – индукционная катушка; 9 – контейнер для порошка | |
Плазменный процесс отличается от обычного лишь тем, что в нем для оплавления поверхности вращающегося электрода из суперсплава вместо вольфрамового электрода используется плазменная дуга (рис.3). При производстве титанового порошка плазменным методом была достигнута скорость охлаждения 105 град/сек, как и для сплава Ш-100, близкие скорости ожидаются и для порошков из никелевых сплавов, хотя для частиц большого диаметра более подходящей, по-видимому, будет более низкая скорость охлаждения (102 град/сек).
Эти процессы, хотя они и не получили широкого распространения, обладают большими потенциальными возможностями как технологии, не загрязняющие порошок в процессе производства (особенно плазменный метод). Однако и здесь еще остаются нерешенные технические проблемы, связанные с ликвацией электродов, сохраняющейся в процессе производства порошка, и некоторым испарением, вызываемым нагревом высокотемпературной дугой или плазмой.
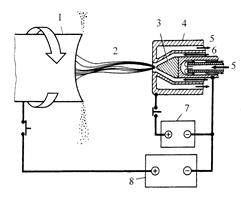
Рис.3. Процесс плазменного распыления с вращающимся электродом (ППРВЭ), осуществляется в вакуумплотной камере.
Принципиальная схема установки: 1 – вращающийся электрод (анод);
2 – гелиевая плазменная дуга; 3 – водоохлаждаемый вольфрамовый
катод; 4 – водоохлаждаемое медное сопло; 5 – вода; 6 – гелий;
7 – источник электроэнергии для поддержания дуги;
8 – источник электроэнергии для поджига дуги
Центробежное распыление. Еще один процесс производства порошков, впервые предложенный фирмой Ргаtt & Whitney и ограниченный областью производства суперсплавов, - это процесс центробежного распыления. Он позволяет получить очень высокие скорости охлаждения (от 1 до 8×106 град/сек) и очень узкое распределение по размерам частиц получаемого порошка. Процесс заключается в том, что, как показано на рис.4, струя расплавленного в индукционной печи металла очень аккуратно и дозировано разливается на поверхность быстро вращающегося диска.
Слой жидкого металла ускоряется на периферии диска и там происходит образование сферических частиц, которые затем распыляются вертикальной струей инертного газа (гелия).
Это вторичное распыление приводит к очень большой скорости охлаждения частиц. До сих пор не ясны причины сохранения благоприятного влияния очень высоких скоростей охлаждения на микрокристалличность порошка после его консолидации, учитывая те колебания температуры, которые происходят во время проведения этой технологической операции
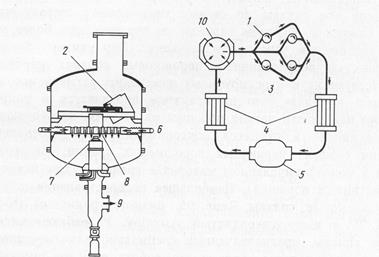
Рис.4. Система распылительной центрифуги для производства
порошка суперсплавов в режиме быстрой кристаллизации.
Камера низкого давления обеспечивает вторичную закалку:
1 – четыре циклонных сепаратора с приемной камерой; 2 – индукционная печь (плавка 136 кг); 3 – G-Не рециркуляционный контур (схема); 4 – холодильник; 5 – компрессор; 6 – ввод для охлажденного G-Не; 7 – турбина на 35000 мин-1; 8 – отсек низкого давления; 9 – к 4-х циклонному сепараторному блоку;10 – камера
Дата добавления: 2016-02-02; просмотров: 1944;