Формование металлических порошков
Формование металлических порошковесть технологическая операция, в результате которой металлический порошок образует порошковую формовку, то есть тело, имеющее заданные форму, размеры и плотность. Процесс формования начинается с подготовки порошков с целью повышения их пластичности и прессуемости, главным образом за счет восстановления остаточных оксидов и снятия наклепа при нагреве до температуры Т = (0,5 … 0,6)Тпл в защитной, восстановительной среде или в вакууме.
Следующей операцией является смешивание - приготовление однородной механической смеси из металлических порошков различного химического и гранулометрического состава. Наиболее распространенным является механическое смешивание компонентов в бегунах, в шаровых мельницах и других устройствах.
Прессование представляет собой формование металлического порошка в пресс-форме под действием давления. Схема представлена на рис.6.
| Рис.6. Пресс-форма: 1 – верхний пуансон; 2 – матрица; 3 – прессуемый порошок; 4 – подставка |
В результате формования начальный объем сыпучего порошкового тела уменьшается и формируется брикет, называемый прессовкой, с заданными свойствами и размерами. Такое изменение первоначального объема происходит в результате смещения и деформации отдельных частиц и связано с заполнением ими пустот, образовавшихся в результате свободной засыпки порошка в пресс-форму.
Идеализированная кривая процесса уплотнения порошка (рис.7) должна иметь три характерных участка. Наиболее быстро плотность упаковки частиц наступает на первой стадии за счет перемещения частиц и занимания ими близлежащих пустот. К концу этой стадии частицы уложены максимально плотно и наступает горизонтальный участок. Когда давление превысит сопротивление сжатию, начинается пластическая деформация частиц, а в случае хрупкого тела разрушение частиц.
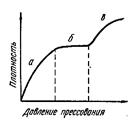
| Рис. 7. Кривая распределения уплотнения порошка |
Происходящее при прессовании перемещение частиц порошка приводит к возникновению давления на боковые стенки пресс-формы, вследствие сил трения и что сопровождается неравномерным распределением плотности по высоте прессовки. Такая неравномерность особенно заметна тогда, высота прессовки больше диаметра или максимального поперечного сечения. Для устранения такого недостатка можно применить смазку, в качестве которых используют стеараты, парафины, технические масла и др.
Можно вводить смазку в прессуемый порошок, смазывать ее стенки пресс-формы, а можно применить комбинированный способ. Количество смазки, вводимой в порошок, зависит от его зернистости и составляет 3 … 5 г на кг порошка зернистостью 20 … 50 мкм и 1 г на 1 кг порошка зернистостью 100 … 200 мкм. Чем больше высота прессуемых изделий, тем больше смазки при данном поперечном сечении нужно вводить.
После прессования для удаления брикета из пресс-формы надо приложить некоторое усилие, которое называется давлением выталкивания. Оно пропорционально усилию прессования и зависит от величины коэффициента внешнего трения и упругих свойств материала порошка. Обычно давление выталкивания принимают равным 20 … 35 % усилия прессования.
Расчет навески, дозирование и засыпка порции порошка в пресс-форму осуществляется обычно по формуле
Q = rк V (1-П/100) К1 К2,
где Q - навеска порошка, г; rк- плотность компактного порошка, г/см3; V - объем изделия, см3; П - фактическая пористость спеченного изделия, %; К1 - коэффициент, учитывающий потери порошка при прессовании (1,005 … 1,01); К2 - коэффициент, учитывающий потерю массы порошка при спекании (1,01 … 1,03).
При прессовании смесей порошков их плотность обычно рассчитывается по правилу аддитивности. Дозирование (выделение определенной порции порошка) осуществляется или по массе или по объему вручную или посредством автоматических дозаторов. Процесс прессования осуществляется с помощью специальных гидравлических или механических (кривошипных, кулачковых, фрикционных) прессов. Наиболее распространенными видами брака является: расслой - поперечные или диагональные трещины, нарушающие целостность прессовки, неравномерная плотность, непропрессовка, брак по размерам.
В производственных условиях для формования прессовки используют также и другие методы.
Изостатическое прессование – формование металлического порошка в эластичной или деформируемой оболочке в условиях всестороннего сжатия. Если сжимающее усилие создает жидкость, такое формование называют гидростатическим, а если газ – газостатическим. Порошок засыпается в специальную резиновую или из другого эластичного материала оболочку, толщиной от 0,1 до 2 мм и помещают в камеру гидростата или газостата, в которой после герметизации создается требуемое давление. В этом случае отсутствует трение частиц порошка о стенки оболочки, так как те из них, которые прилегают к оболочке перемещаются в основном вместе с ней и обеспечивается более равномерная плотность прессовки.
Прокатка порошка – заключается в подаче порошка 1 из бункера 3 в зазор между двумя (рис. 8) вращающимися навстречу один другому валками 2. Порошок силами трения между ним и поверхностью вращающихся валков увлекается в зазор и прессуется в равноплотное изделие, длина которого существенно превосходит ширину при малой толщине. Прокатку порошка следует рассматривать, как непрерывное прессование, которое начинается в очаге деформации (на входе в валки) и кончается на выходе ленты из зазора между валками.
Поступление порошка может быть как свободным, так и осуществляться под давлением. Различают три периода прокатки, начальный неустановившийся (начало прессовки), установившийся (средняя часть прессовки) и конечный нестационарный (конец прессовки).
Мундштучное прессование –это формование металлического порошка 1 продавливанием через отверстие 2, определяющее форму и размеры поперечного сечения порошковой формовки (рис. 9). Металлический порошок предварительно смешивают с пластификатором (парафином, крахмалом, поливиниловым спиртом и др., которого берут 6 … 10 (% по массе). Скорость продавливания материала через отверстие составляет от 2 до 10 мм/с, давление прессования 300 … 500 МПа. Как правило, прессование проводят при подогреве продавливания материала, так Al и его сплавы нагревают до температур 400 … 500 °С, Cu - 800 … 900 °C, сталь - 1050 … 1250 °С.
Весьма эффективно производство мундштучным формованием прутков, труб, уголков и других больших по длине изделий из плохо прессуемых материалов, в том числе тугоплавких металлов и соединений, твердых сплавов.
Кроме вышеописанных методов используется также шликерное формование – формование металлического порошка заполнением шликером, представляющим собой устойчивую суспензию порошка в жидкости, пористой формы, обеспечивающей удаление жидкости из шликера и динамическое (имульсное) формование при котором уплотнение производится ударными волнами в интервале времени, не превышающем 1 сек.
 Рис. 8. Прокатка порошка
Рис. 8. Прокатка порошка
|  Рис. 9. Мундштучное прессование
Рис. 9. Мундштучное прессование
|
5. 4. Спекание
Спеканием порошковой формовки называют нагрев и выдержку ее при температуре ниже точки плавления основного компонента с целью обеспечения заданных механических и физико-химических свойств. Это одна из важнейших технологических операций, результатом которой является превращение непрочного порошкового тела в прочное спеченное изделие со свойствами, приближающимися к свойствам литого металла. Такое превращение есть следствие изменения характера межчастичных контактов: если в формовке или свободно насыпанном порошке частицы связаны между собой механически (сцеплением, зацеплением и опиранием одних частиц на другие), то в спеченном изделии образуются обширные области вещества, принадлежащие сразу нескольким частицам. Плотность, прочность и другие физические и механические свойства спеченных изделий зависят от свойств исходных порошков и условий изготовления: давления прессования, температуры, времени и атмосферы спекания и других факторов.
Возможны две основные разновидности процесса спекания - твердофазное, то есть без образования жидкой фазы, и жидкофазное, при котором нагрев порошковой формовки проводят при температуре, обеспечивающей появление жидкой фазы.
Основными процессами, проходящими при спекании, являются: поверхностная и объемная диффузия атомов, перенос атомов через газовую фазу, усадка, рекристаллизация.
Диффузия - это перемещение атомов, которое может совершаться как по поверхности тела, так и в его объеме. В результате движения атомов происходит расширение контактных участков, приводящее к развитию межчастичного сцепления.
Перенос атомов через газовую фазу связан с процессом испарения вещества с поверхности одних частиц и его конденсация на поверхности других частиц. Перенос вещества идет в направлении межчастичного контакта, увеличивая его протяженность и повышая прочность межчастичного сцепления.
Усадка проявляется в изменении размеров нагреваемого порошкового тела. Принято различать объемную и линейную усадку. Условно процесс усадки можно разделить на три последовательно происходящие стадии.
Ранняя стадия. Плотность порошкового тела мала и скорость уплотнения зависит от процессов, происходящих в приконтактных областях. Скорость смещения относительно друг друга и объемного деформирования частиц под действием поверхностного натяжения путем объемной самодиффузии атомов по пустотам, что обеспечивает заполнение пор металлом, высока.
Промежуточная стадия. Плотность порошкового тела достаточно велика и уменьшение объема каждой из пор, в совокупности составляющих некий единый ансамбль, может происходить фактически независимо. Уплотнение происходит равномерно во всем объеме нагреваемого тела, если его пористость однородна.
Поздняя стадия. Порошковое тело содержит отдельные изолированные поры, которые зарастают в результате объемной диффузии атомов. До окончательного исчезновения пор может происходить процесс их укрупнения (коалесценция), при котором мелкие поры как бы поглощаются (растворяются) крупными и исчезают, тогда как суммарный объем пор сохраняется неизменным.
Источником движущей силой процесса усадки при спекании является стремление системы (порошкового тела) к уменьшению запаса внутренней энергии, что возможно только за счет сокращения суммарной поверхности раздела между веществом и порами.
Рекристаллизация. Рост (рекристаллизация) зерен при спекании - одно из важных наблюдаемых явлений, при котором мелкие зерна исчезают, а суммарная поверхность раздела между частицами уменьшается.
При спекании порошковых формовок совершаются сложные физико-химические процессы, весьма чувствительные к окружающей газовой среде, поэтому в подавляющем большинстве случаев их нагрев проводят в среде защитных газов или даже вакууме. Выбор среды спекания определяется экономической целесообразностью (чем дешевле заготовка, тем меньше должна быть стоимость среды).
Основными видами брака при спекании являются:
- скрытый расслой - появление в изделии трещин;
-недопекание, нарушение требований плотности и прочности спеченного изделия при занижении температуры или времени изотермической выдержки;
- пережог, нарушение нормальной структуры спеченного изделия при превышении температуры спекания;
- коробление, искажение формы изделия, приводящее к нарушению требуемых геометрических размеров изделия;
- вспучивание, появление пузырей на поверхности изделия;
- окисление, появление на поверхности изделия окислов.
5. Окончательная обработка порошковых изделий
Окончательная обработка изделий, полученных методами порошковой металлургии, включает в себя проведение механической или термической обработки изделий с целью обеспечения необходимых размеров, геометрической формы, механических и эксплуатационных свойств.
Дата добавления: 2016-02-02; просмотров: 2281;