Прокатно-прессовое производство. В прокатно-прессовом производстве используют следующие виды деформирующего инструмента: волоки, матрицы
В прокатно-прессовом производстве используют следующие виды деформирующего инструмента: волоки, матрицы, контейнеры, иглы, пресс-шайбы, пресс-штемпели, валки и калибры.
Волоки. Основные этапы технологии производства стальных волок для волочения труб и прутков [6] следующие:
· разрезка исходных поковок на заготовки, равные по высоте;
· изготовление, волок заданной формы "механической обработкой на металлорежущих станках;
· нагрев и закаливание волок струей воды, поступающей в рабочий канал волоки;
· шлифовка и полировка рабочего канала волоки.
Рабочий профиль волок для волочения фасонных профилей изготавливают тремя способами: механической обработкой, пластическим деформированием и электроэрозионным методом. Контроль формы волочильного канала заключается в заполнении его какой-либо твердеющей массой (парафин, воск) и последующем извлечении полученного слепка из канала для его замера.
Матрицы. Заготовки для матриц получают в виде проката или поковок. Этапы изготовления следующие:
обработка габаритов матриц на универсальных токарных, фрезерных, сверлильных и шлифовальных станках;
изготовление очка матрицы электроэрозионным и электроимпульсным методами; обработкой на специальных металлорежущих станках, в том числе станках с ЧПУ, слесарной обработкой, точным литьем, пластическим деформированием;
термическая обработка с использованием метода ступенчатого нагрева до температуры закалки, главным образом, в соляных ваннах. Охлаждение матриц также проводится ступенчато: сначала в соляных ваннах, а затем на открытом воздухе. Далее матрицы подвергаются шлифованию.
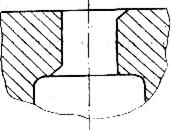
После изготовления матрицу подвергают корректировке (доводке). Если при опытном прессовании через изготовленную матрицу имело место отклонение угла полки профиля, то в зависимости от того, в какую сторону требуется отогнуть полку профиля, на рабочем пояске выполняют уклоны. На одном из рабочих поясков, формирующих данную полку, выполняют уклон на его входной части, а на другом — на выходной (рисунок 40).
|
| Рисунок 40 - Схема доводки калибрующего участка матрицы |
Если имеет место изгиб или скручивание профиля из-за большой разницы скоростей истечения отдельных элементов, то для его устранения необходимо выровнять скорости истечения, например, за счет карманов илиизменения; длин тормозных поясков.
Контейнеры. Иглы. Пресс штемпели. Пресс шайбы. Эти инструменты, в основном, являются телами вращения и изготавливаются на токарных станках. Далее они подвергаются термообработке и шлифованию. При изготовлении контейнеров наибольшие трудности возникают в процессе получения отверстий для нагревательных, элементов, так как при сверлении глубоких отверстий в высоколегированной стали часто происходит увод от начального положения. Сверление oтверстий производят на специальных станках с магнитным отводом стружки.
При термообработке игл и пресс-штемпелей необходимо строго выдерживать вертикальность их подвески в печах при нагреве, а также при опускании в охлаждающую жидкость.
В а л к и. Особенности технологического процесса изготовления валков рассмотрим на примере рабочих валков для холодной прокатки. Этапы технологии следующие:
· выплавка стали заданной марки в электропечах (это существенно повышает чистоту и однородность металла);
· разливка в восьмигранные изложницы под вакуумом; ковка заготовок для устранения дендритной структуры;
· отжиг для повышения однородности структуры;
· обдирка, сверловка осевого канала;
· улучшение (закалка в масле и высокий отпуск) с целью растворения карбидной сетки, измельчения карбидов и образования структуры зернистого перлита или сорбита;
· механическая обработка под закалку;
· закалка объемная или поверхностная;
· первый отпуск для стабилизации структурных составляющих, снижения остаточных напряжений;
· окончательная механическая обработка (шлифовка);
· второй отпуск (старение);
· окончательная шлифовка;
· контроль дефектов на магнитном и ультразвуковом дефектоскопах.
Технологический процесс изготовления валков приводит к появлению остаточных напряжений, которые оказывают существенное влияние на их стойкость.
Дата добавления: 2015-12-10; просмотров: 823;