Определение погрешности увязки координатно-фиксирующих отверстий.
Погрешность увязки координатно-фиксирующих отверстий в деталях каркаса характеризуется точностью их изготовления по отношению к осям агрегата (рис.18.4, а). Последовательность выполнения операций по изготовлению КФО при инструментально-шаблонном методе может быть следующая:
- на плаз-кондуктор укладывается шаблон контура 4 (ШК) (см. рис.18.4, б). Его положение фиксируется с помощью линеек 4 штырями через базовые отверстия (БО);
- к КШ прижимают упоры 3, создавая тем самым как бы контршаблон контура;
- шаблон контура удаляют и на его место ставят деталь 1;
- согласно чертежу (рис.18.4,а), в котором указывается положение КФО относительно осей ХОY, устанавливают линейки плаз-кондуктора (рис.18.4,в) и через отверстия в них разделывают КФО.
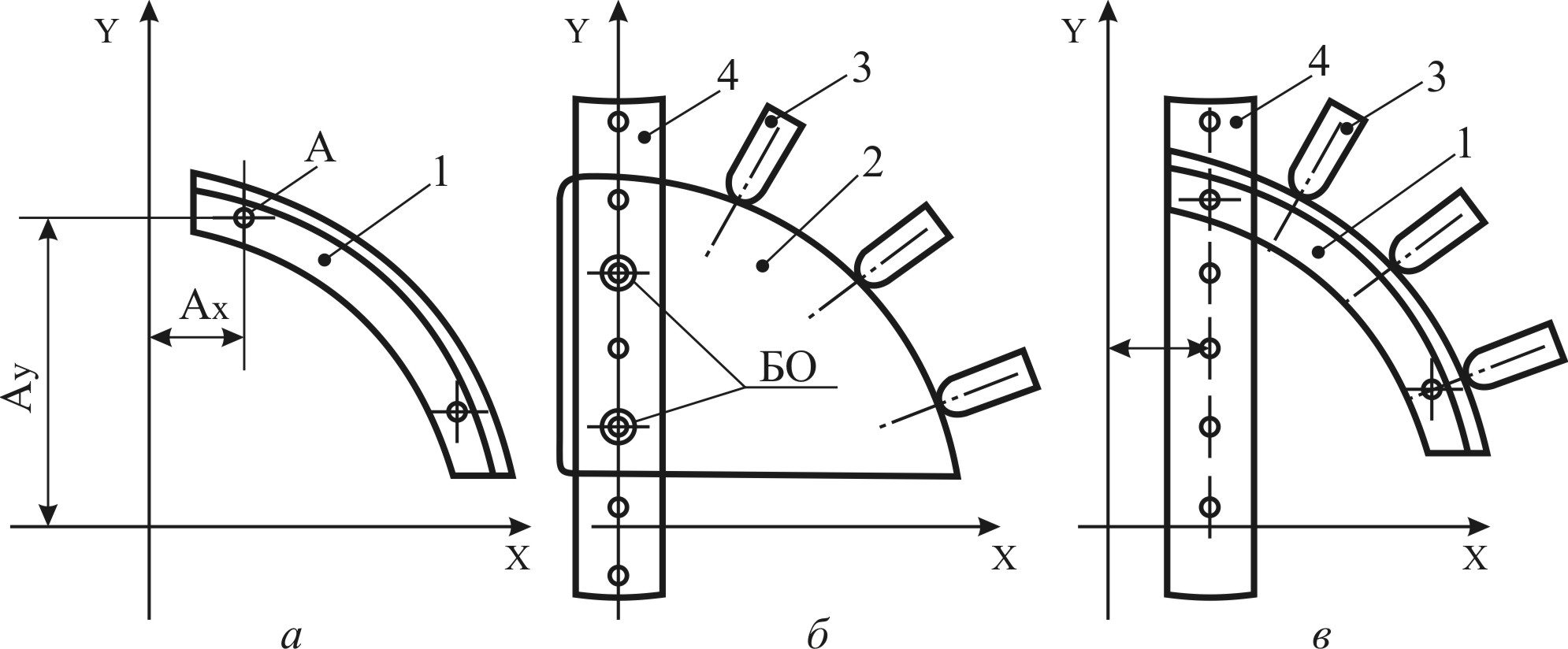
Рис.18.4. Увязка отверстий КФО в деталях каркаса по отношению к осям СЕ
Цепь переноса размеров будет иметь вид:

Тогда погрешность увязки отверстий КФО определится суммой:
δкфо =  . (18.2)
. (18.2)
Вопросы для самоконтроля:
1. На какие типы можно разделить обшивочные детали при оценке погрешности изготовления обшивки?
2. Что является погрешностью изготовления обшивки для деталей первой группы?
3. Из чего будет складываться погрешность формообразования?
4. От чего будет зависеть погрешность изготовления обшивки для монолитных панелей?
5. Чем характеризуется погрешность увязки КФО в деталях каркаса?
Дата добавления: 2015-09-29; просмотров: 1604;