ЛЕКЦИЯ 18. Погрешность изготовления обшивки
При оценке погрешности изготовления обшивки δо все обшивочные детали удобно разделить на три типа, отличающиеся конструктивным исполнением и жесткостью:
- обшивки малой толщины с линейчатой поверхностью (цилиндрической или конической формы), которая разворачивается на плоскость;
- обшивки малой толщины, представляющие собой оболочки сложной формы (не разворачивающиеся на плоскость);
- обшивки в виде монолитных панелей.
1. Обшивочные детали первой группы, как правило, могут быть прижаты к обводообразующим элементам приспособления практически без зазора (рис.18.1), поэтому под погрешностью изготовления обшивки здесь следует понимать только допуск на изготовление листа при прокате его на металлургическом заводе. Для тонкой обшивки с линейчатой образующей δо = [δлиста] ≈ ±0,15 мм.
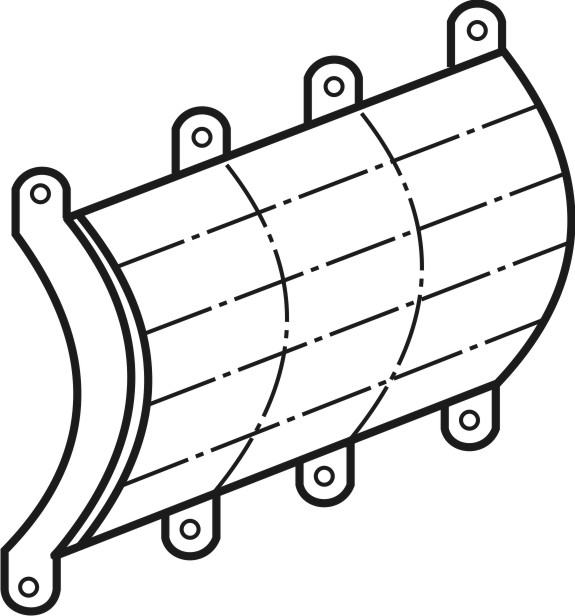
Рис.18.1. Установка тонкой обшивки с линейчатой поверхностью
2. Детали второй группы, имея сложную форму, даже при незначительной толщине листа, могут иметь значительную жесткость. При этом дефект отклонения формы такой детали от заданной поверхности не всегда удается исключить путем более частого расположения прижимов приспособления. Поэтому погрешность изготовления такой обшивки δо можно представить как сумму допуска на катаный лист δл и погрешность формообразования оболочки δф:
δо = δл + δф.
Для определения δф необходимо рассмотреть цепь переноса размера с первоисточника на отформованную оболочку. Например, при инструментально-шаблонном методе увязки и изготовления обшивки обтяжкой по пуансону (рис.18.2) схема будет следующей:

Погрешность формообразования будет складываться из погрешностей на каждом этапе переноса размера:
δф =  .
.
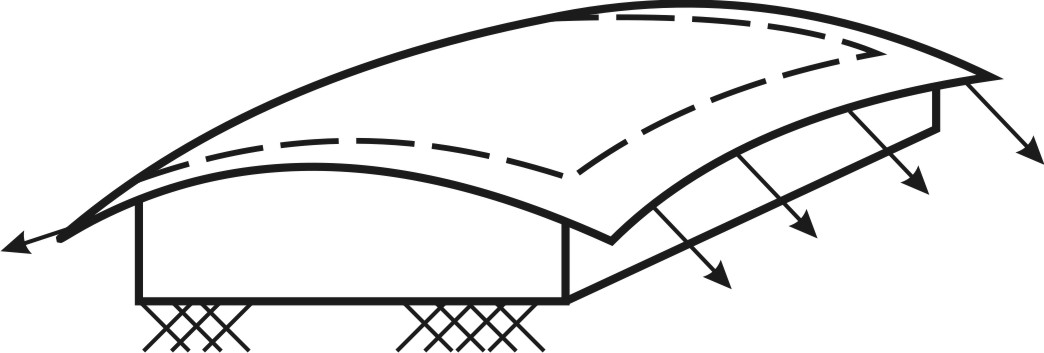
Рис.18.2. Формообразование тонкой обшивки двойной кривизны
3. Для третьей группы обшивочных деталей (монолитных панелей) погрешность δо будет зависеть от технологии изготовления плоских заготовок δз (механическим фрезерованием, электрохимической обработкой и т.п.) и от метода пластического формообразования δф (свободной гибкой, гибкой-прокаткой, гибкой дробеударным методом и т.п.):
δо = δз + δф. (18.1)
Наиболее распространенный метод получения плоских панелей – механическое фрезерование, точность определяется возможностями станка (δз ≈ ±0,15 мм).
Точность определения формообразования, например, гибкой (рис.18.3), может быть определена из рассмотрения схемы увязки размеров:

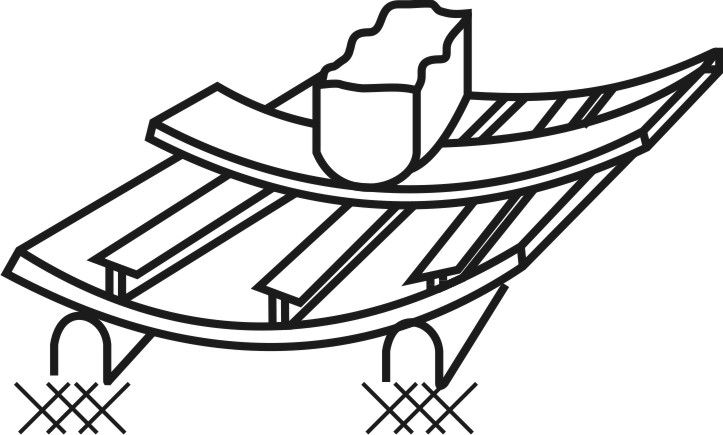
Рис.18.3. Формообразование монолитных панелей
Дата добавления: 2015-09-29; просмотров: 1833;