Погрешность изготовления приспособления для сборки по внутренней поверхности обшивки
При изготовлении приспособлений для данного способа сборки в основном используются инструментально-шаблонный метод и метод математического задания поверхности. В обоих случаях характерный размер приспособлений Lп будет определяться уравнением (рис.16.10):
Lп = Lмэ + Lф, (16.7.)
где Lмэ - размер, характеризующий точность изготовления рабочего контура макетного элемента 1 и точность увязки отверстия навески МЭ по отношению к контуру;
Lф - определяет точность установки фиксатора 2 по отношению к осям агрегата.
Таким образом, погрешность приспособления может быть определена по формуле:
δп = δмэ + δф, (16.8.)
где δмэ – погрешность контура и его увязки с отверстием;
δф – погрешность установки в пространстве фиксатора 2.
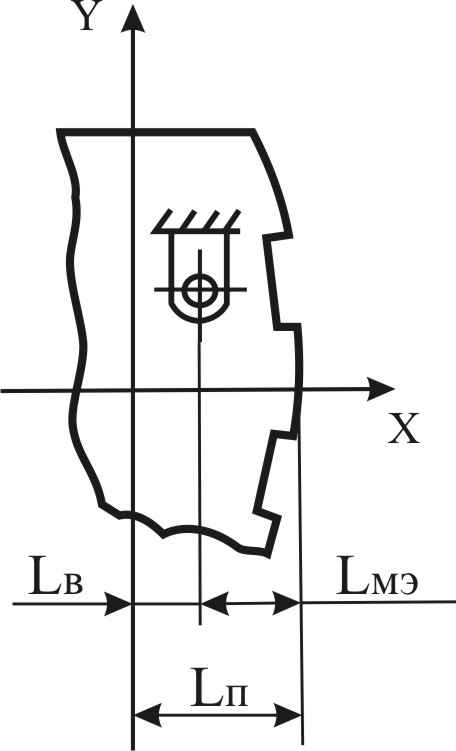
Рис. 16.10. Определение dп при сборке на внутренний контур обшивки
При инструментально-шаблонном методе увязки макетные элементы изготавливаются методом слепка аналогично изготовлению рубильников, а отверстие навески относительно контура увязывается с помощью плаз-кондуктора. Цепь увязки размеров будет иметь вид:

где КШК – контршаблон по отношению к шаблону контура ШК;
КЧЭП – оснастка, являющаяся контротпечатком с частичного эталона поверхности (ЧЭП).
Таким образом, погрешность δмэ определяется формулой:
δмэ =  , (16.9.)
, (16.9.)
где æ1 – величины погрешностей переноса размеров.
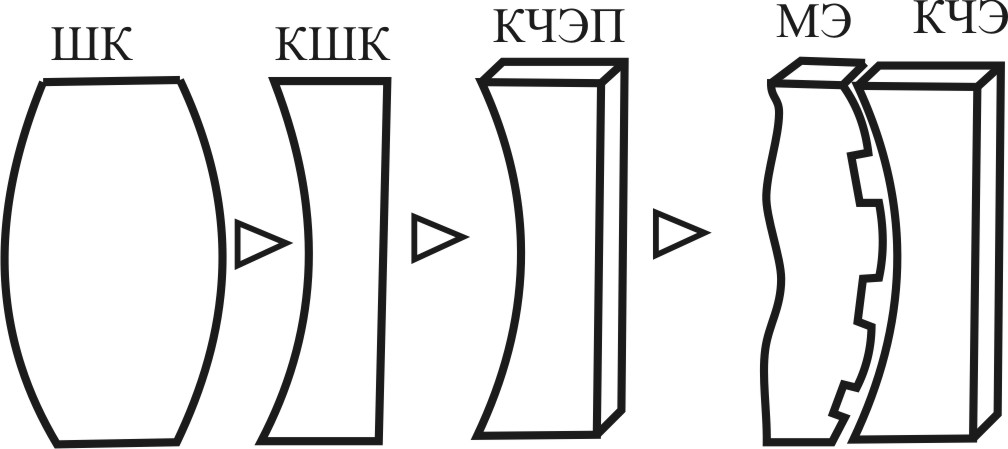
Рис.16.11. Перенос размеров с ШК на макетный элемент
При методе математического задания поверхности δмэ будет определяться точностью станка с числовым программным управлением, на котором будет обрабатываться контур и изготавливаться отверстие навески МЭ.
Фиксаторы 2 для определения положения макетных элементов устанавливаются в нужное положение с помощью инструментального стенда, то есть погрешность δф определяется точностью инструментального стенда.
Дата добавления: 2015-09-29; просмотров: 1526;