Особливості техніки та технології наплавки.
Технологічні прийоми та режими дугової наплавки залежать від форми і розмірів деталей. При цьому необхідно враховувати розбавлення наплавленного металу основним і його необхідно обмежувати. Це досягається перекриттям валиків при наплавленні і особливо першого шару. Так при накладанні першого шару без перекриття (m/b →1) (рис.1 а) доля основного металу в наплавленному складає γ =0,65, тому цей метод найбільш розповсюджений при наплавленні.
Перекриттям валиків при наплавленні досягають максилальну продуктивність і економічність процесу наплавки, але все залежить від форми та розмірів деталі. При цьому необхідно враховувати розбавлення наплавленного металу осовним і долю основного металу треба обмежувати. Цього можно досягти вибором перекриття валиків при наплавленні і осбливо першого шару.
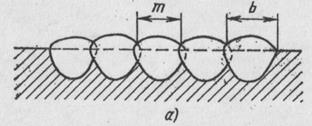
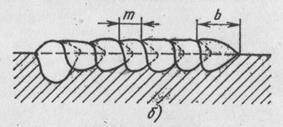
а) без перекриття б) з перекриттям
При накладанні першого шару без перекриття ( m/b ® 1) доля основного металу складає g о= 0,65, а при перекритті по ширині m/b = 0,46 g о= 0,45, тому цей метод найбільш розповсюджений при наплавленні.
При ручному дуговому наплавлені m/b ≈ 0,35; при автоматичному наплавленні під шаром флюсу m/b ≈ 0,4...0,5. Збільшення m/b може призвести до підсилення форми валика та непровару місця переходу від одного валика до другого. Величина m/b може бути значно зменшена при використанні стрічкових електродів , або декількох плавких електродів, які забезпечать за один прохід широкий наплавлений шар. При наплавленні також необхідно наближатися щоб припуск на механічну обробку не перебільшив 1,5...2 мм і після наплавки поверхня була б достатньо рівною без значних напливів та провалів між валиками.
У цілому наплавка потребує відпрацювання техніки та технології, режимів, різних для вирішення конкретних задач.
Дата добавления: 2015-08-26; просмотров: 1011;