Складання вузлів
Технологічний процес складання ДМІ включає ряд послідовно виконуваних операцій. Спочатку із окремих деталей складаються вузли, а із вузлів – вироби. Складання проводиться із застосуванням спеціальних цулаг та пристосувань. Вузли виробу обробляють на серійно виготовляємому спеціалізованому обладнанні. З'єднання деталей у вузли і вузлів у вироби переважно здійснюють склеювання.
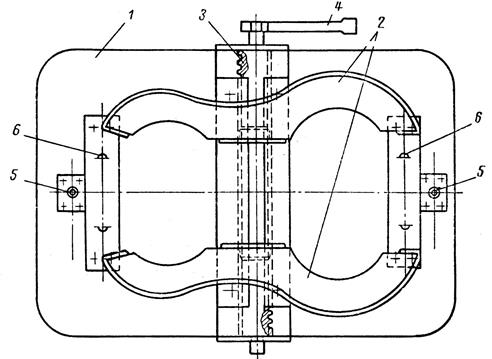
Рис. 21. Розтискуюче пристосування для складання рамки корпусу гітари: 1 – основа; 2 – притискачі; 3 – гвинт; 4 – ручка; 5 – фіксатори для шаблона; 6 – фіксатори для клеців
Складання корпусагітари. Корпус складається з рамки (основи), верхньої деки та дна. Склеювання рамки корпуса проводять у спеціальних шаблонах (рис.21) холодним способом міздровими клеями. Витримка у шаблонах протягом 6 год. При використанні синтетичних клеїв та електроконтактного обігріву (рис. 22) витримку скорочують до 4…5 хв. при досягненні температури клейового шару 140…160°С. Технологічна витримка відповідно 8…10 год і 4…6 год.

Рис. 22. Пневматичні вайми з електроконтактним нагрівом для складання рамки корпуса гітари
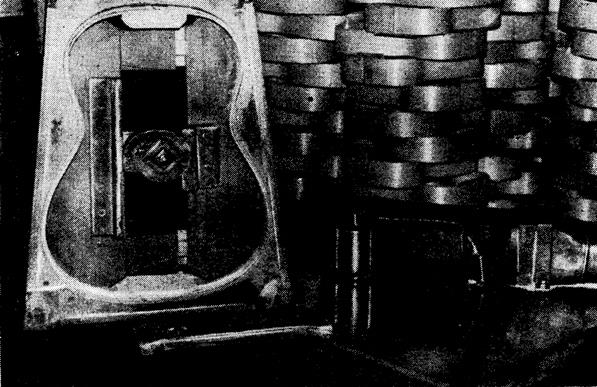
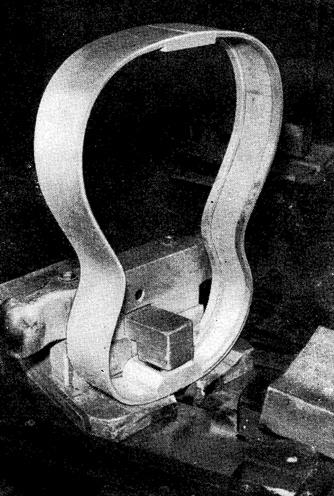
Рис. 23. Формування крайок рамки корпуса гітари на фрезерному верстаті
Торцювання крайок рамки виконують на фрезерних верстатах з двопилковою головкою за кільцем та шаблоном (рис. 23). Фрезерування гнізда під гриф у верхньому клеці рамки та під кнопку в нижньому виконують фасонною фрезою на спеціальному горизонтальному фрезерному верстаті (рис. 24).
| 
|
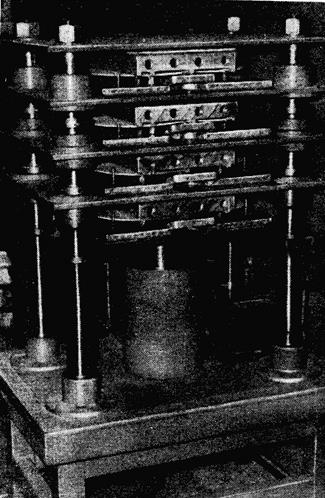
| Рис. 24. Формування гнізда в рамці корпуса гітари на спеціальному фрезерному верстаті | Рис. 25. Чотириповерховий пневматичний прес з електроконтактним нагрівом для приклеювання пружин до дек |
Для запобігання розтріскуванню деки перед приклеюванням пружин рекомендується підсушити до вологості 3…5 %.
Приклеювання пружин до деки і дна з одночасним наданням їм випуклої форми проводять у спеціальних цулагах:
§ холодним способом міздровими клеями – тривалість витримки під тиском 6…8 год;
§ у пневматичних пресах з електроконтактним обігрівом (рис. 25)– тривалість витримки 2…3 хв.
Підгонка деки і дна до рамки корпуса полягає в розмітці на крайках рамки місць для гнізд під пружини, формуванні гнізд під кінці пружин і торцюванні їх на потрібний розмір (вручну пилкою чи ножем-косяком). Розмітку проводять в цулазі.
Складання корпуса проводять у пневматичних ваймах з електроконтактним обігрівом (рис. 26). Технологічна витримка 6…8 год.
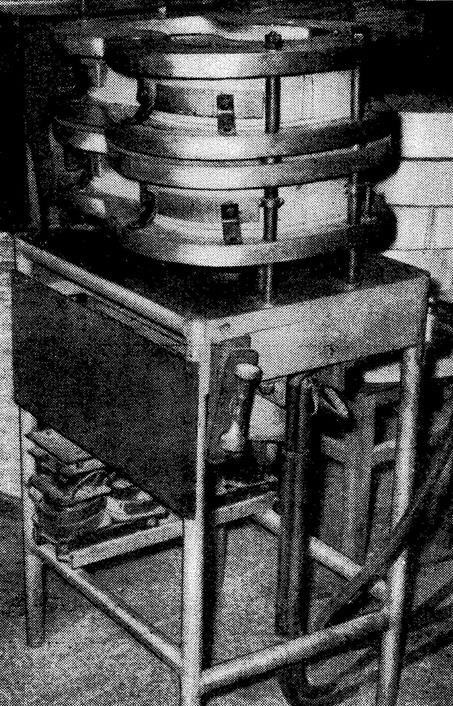
Рис. 26. Пневматична вайма з електроконтактним нагрівом для приклеювання деки і дна до рамки корпуса гітари
Фрезерування фальця по деці та дну проводять на фрезерному верстаті з підрізною пилкою – з метою запобігання заколам і виривам. Глибина фальця – 3 мм, ширина – згідно креслення. Зачищення фальця від заусенців, задирів, ворсу проводять вручну за допомогою циклі чи шліфувальної шкурки.
Вклеювання набору жилок у фалець виконують у спеціальному пристосуванні, в якому тиск створюють пружини (рис. 27), або шляхом багатократного обмотування корпуса в різних напрямах еластичною стрічкою. Спочатку жилки вклеюють у фалець по деці, а потім – у фалець по дну. Технологічна витримка 24 год.

Рис. 27. Окантовка корпуса гітари.
Підрізку деки під гриф виконують вручну.
Після цього виконують шліфування боків, деки і дна та усувають виявлені дефекти.
Недопустимі дефекти корпуса:
· неправильні розміри та форма корпуса;
· неспівпадання осей рамки, деки, гнізд під гриф та кнопку;
· заколи, защепи;
· розклеювання;
· нещільність окантовки;
· тріщини дек;
· неправильні розміри гнізда під гриф.
Дата добавления: 2015-04-05; просмотров: 1273;